
Los aceros inoxidables 303 y 304 pueden parecer idénticos en una lista de materiales o en una estantería, pero resuelven problemas de fabricación totalmente distintos. Especificar la calidad incorrecta puede provocar la rotura de utillajes, la desaparición de presupuestos de producción o fallos catastróficos durante la soldadura.
A nivel fundamental, la decisión es sencilla: el 303 suele elegirse para Mecanizado CNC eficacia. Se construye para el husillo. El 304 suele elegirse para la resistencia a la corrosión, la soldadura, el conformado y la fabricación de chapas. Es la columna vertebral de la prensa plegadora y la cabina de soldadura.
Tanto si se trata de cortar un prototipo rápido como de escalar para la fabricación en serie, entender cómo se comportan estas dos aleaciones en el taller determinará el coste final y el rendimiento de la pieza.

La matriz de decisión de 60 segundos TL;DR
Si dispone de poco tiempo, aquí tiene la comparación básica para ingenieros y responsables de compras:
| Función / Objetivo | Acero inoxidable 303 | Acero inoxidable 304 |
| Proceso primario | Mecanizado CNC de alta velocidad | Chapa, soldadura, conformado |
| Maquinabilidad | Excelente (~78%) | Justo (~45%) |
| Soldabilidad | Pobre (Alto riesgo de agrietamiento térmico) | Excelente |
| Resistencia a la corrosión | Moderado (interior/seco) | Alta (Humedad, Alimentación, Exterior) |
| Formularios comunes | Barra, Varilla, Hexágono | Chapa, tubo, barra |
Diferencias entre el acero inoxidable 303 y el 304?
Tanto el 303 como el 304 pertenecen a la familia de los aceros inoxidables austeníticos (a menudo denominados 18/8 por su contenido aproximado de 18% de cromo y 8% de níquel). Sin embargo, no se fabrican con el mismo objetivo de producción. La diferencia se reduce a un ligero, aunque crítico, ajuste químico.
Control de azufre y virutas en 303
La característica que define al acero inoxidable 303 es la adición intencionada de azufre (o a veces selenio). En la matriz metálica, el azufre actúa como un lubricante sólido incorporado. Cuando una herramienta de corte golpea el material, el azufre hace que las virutas metálicas se desprendan limpia y fácilmente, evitando que el material se vuelva "gomoso" y se pegue a la herramienta.
📊 Según las cifras: Utilizando el acero B1112 como referencia 100%, el acero inoxidable 303 tiene una maquinabilidad de unos 78%. El 304, por su parte, se sitúa en torno a los 45%. Esa diferencia de 33% se traduce directamente en tiempos de ciclo más rápidos y menos cambios de herramienta en el CNC.
Resistencia a la corrosión en 304
El 304 no contiene prácticamente azufre y mantiene un menor contenido de carbono. Esta pureza química le permite formar en su superficie una capa protectora de óxido de cromo altamente uniforme.
El 304 no contiene inclusiones de azufre que puedan crear pequeños puntos débiles en el metal. Por ello, resiste muy bien la corrosión, la oxidación y la exposición a sustancias químicas leves. Por ello, el 304 es una opción habitual para zonas de lavado, equipos médicos y otras aplicaciones que requieren una resistencia a la corrosión limpia y fiable.
Principal compromiso de fabricación
La decisión principal entre estos dos materiales es un compromiso directo: se está cambiando la resistencia a la corrosión y la soldabilidad por la velocidad de mecanizado.
💡 La regla de oro del maquinista: Si la pieza es 80% de mecanizado complejo y 20% de entorno sencillo, citar 303. Si un soldador TIG tiene que tocar la pieza en algún momento del montaje, cambie inmediatamente a 304.
¿Cómo se comportan el 303 y el 304 durante el mecanizado CNC?
En el taller, la diferencia entre mecanizar 303 y 304 es de la noche al día. El 303 es muy rentable para piezas torneadas pequeñas, componentes roscados y pedidos mecanizados de gran volumen. El 304 puede mecanizarse sin problemas, pero exige un control estricto. Es más duro y muy propenso al endurecimiento por deformación.

Desgaste de la herramienta y tiempo de ciclo
Dado que el 303 es autolubricante y produce virutas quebradizas, los maquinistas pueden utilizar los equipos a velocidades y avances significativamente superiores (SFM). Esto reduce el tiempo de ciclo por pieza y prolonga la vida útil de las plaquitas de metal duro.
Por el contrario, el 304 genera virutas largas y fibrosas que pueden enredarse en las herramientas. Si la velocidad de avance es demasiado lenta, la herramienta rozará el 304, lo que generará mucho calor y destruirá la plaquita, encareciendo en última instancia el coste de las tiradas de gran volumen.
Roscado y aterrajado
Cortar roscas internas o externas es una de las operaciones de mecanizado más exigentes. El 303 brilla aquí; corta limpiamente, dejando roscas precisas y lisas sin desgarrar el material.
El 304 es notoriamente difícil de roscar. Su naturaleza gomosa significa que los machos de roscar pueden atascarse fácilmente, agrietarse o romperse por completo dentro del orificio ciego si el fluido de corte y el par de apriete no están perfectamente ajustados.
Endurecimiento en 304
El acero inoxidable 304 tiene una fuerte tendencia a endurecerse por deformación, lo que significa que el material se vuelve literalmente más duro y resistente cuanto más se deforma o se corta. Al mecanizar 304, la herramienta debe morder con decisión y agresividad.
Cuando una broca o fresa se queda en un punto, puede rozar la superficie en lugar de cortarla. Este roce puede hacer que el 304 se endurezca rápidamente en esa zona. Cuando esto ocurre, la herramienta puede desgastarse o fallar en la siguiente pasada. El azufre del 303 ayuda a reducir este riesgo, por lo que el 303 es más fácil y seguro de mecanizar.
La calidad de los orificios y el coste oculto del control de las rebabas
Al taladrar agujeros profundos, la evacuación de la viruta es fundamental. El 303 permite un taladrado rápido, con agujeros rectos y rebabas de salida mínimas. Las virutas fibrosas del 304 tienden a acumularse en los canales de la broca, lo que requiere ciclos de picoteo más lentos.
Si un operario dedica 2 minutos adicionales a desbarbar a mano cada pieza 304, el coste se acumula rápidamente. Para un pedido de 5.000 piezas, eso se convierte en más de 160 horas de trabajo manual extra. Este coste de mano de obra oculto puede afectar al precio final y al plazo de entrega.
Por qué el 304 suele adaptarse mejor a la chapa?
En el departamento de fabricación, el riesgo de fabricación pasa del "desgaste de la herramienta" directamente al "fallo del material". 304 es la norma indiscutible cuando una pieza debe ser dobladoestirado o fusionado.
Plegado y conformado: Evitar la "grieta del grano"
Cuando se coloca una pieza de acero inoxidable en una prensa plegadora, se pone a prueba su ductilidad. El 303 se comporta muy mal en este caso. Las inclusiones de azufre en la matriz metálica actúan como concentradores microscópicos de tensiones. Si se intenta doblar un soporte de 303 más allá de 90 grados -especialmente contra el grano del material-, con frecuencia se agrietará, fracturará o romperá completamente a lo largo de la línea de doblado.
Por el contrario, el 304 tiene excelentes propiedades de conformación en frío y puede soportar radios de curvatura estrechos sin sacrificar la integridad estructural.
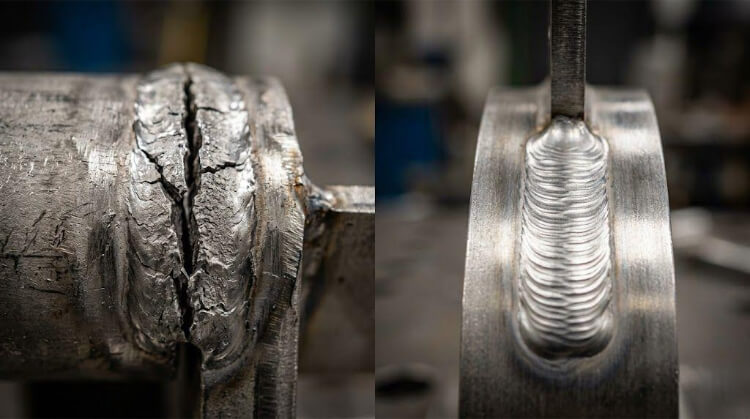
La pesadilla del "Hot Cracking" en soldadura
Soldadura de acero inoxidable 303 es una trampa de fabricación notoria. Cuando el 303 se somete al calor intenso y localizado de la soldadura TIG o MIG, el azufre se funde más rápidamente que el acero circundante. Cuando el baño de soldadura se enfría y solidifica, este azufre es empujado hacia el centro de la soldadura, provocando un defecto catastrófico conocido como fisuración en caliente (o fisuración por solidificación).
🛠️ Ingeniería DFM Fix (Montaje Mixto): ¿Qué ocurre si su diseño requiere absolutamente que un separador roscado mecanizado 303 se fije a una caja de chapa 304? No intente soldarlo. En su lugar, diseñe las piezas para fijación mecánica o utilice herrajes a presión (como tuercas y separadores PEM). Estos pueden ser prensados limpiamente en el panel 304 en frío, eliminando completamente el riesgo de agrietamiento térmico.
Paneles de chapa y realidad de la cadena de suministro
La disponibilidad del material determina su elección. Dado que el 304 es el material rey del conformado, la cadena de suministro mundial se ha construido en torno a él: puede obtenerse fácilmente en chapas finas, placas pesadas y tubos.
El 303 se fresa casi exclusivamente en barra (redonda o hexagonal) específicamente para tornos CNC. Si se diseña un panel plano y se especifica 303, es probable que el responsable de compras no encuentre la chapa en bruto, lo que obligará a un costoso rediseño.
Cómo la corrosión y los requisitos de superficie cambian la elección?
Más allá de la fábrica, la elección entre 303 y 304 viene dictada por el riesgo de servicio. El azufre del 303, que rompe las virutas de metal, también rompe la capa pasiva de óxido de cromo que protege el acero de la oxidación.
Cumplimiento de la normativa alimentaria, médica y de la FDA
En las industrias que se rigen por las normas de la FDA o la NSF, la higiene de las superficies es una cuestión de cumplimiento, no de preferencia.
- La norma 304: Gracias a su capa de óxido lisa e ininterrumpida, el 304 puede soportar lavados químicos agresivos y está ampliamente aceptado para superficies en contacto con alimentos que cumplen la normativa de la FDA.
- El riesgo 303: 303 suele estar restringido o explícitamente prohibido en estas zonas. Las inclusiones de azufre crean fosas y grietas microscópicas en la superficie donde las bacterias pueden esconderse de los productos químicos de esterilización.
El "coste oculto" de la pasivación y las picaduras
La mayoría de las piezas de acero inoxidable requieren pasivación química (un baño de ácido nítrico o cítrico) para eliminar el hierro libre y mejorar la resistencia a la oxidación a largo plazo.
Sin embargo, los ácidos de pasivación fuertes atacarán agresivamente las bolsas de azufre en el 303. Esto deja la pieza con un aspecto escarchado y micro-picado. Esto deja la pieza con un aspecto escarchado y micro-picado. Se trata de un enorme coste oculto. Puede que ahorre $1,00 en tiempo de ciclo de CNC si elige el 303. Sin embargo, ese ahorro puede desaparecer rápidamente si la pasivación ácida provoca picaduras de azufre. Si 15% de las piezas no pasan la inspección cosmética, el coste total puede elevarse muy por encima del coste de utilizar 304 desde el principio.
Superficies visibles y pulidas
Si la pieza se utiliza en la carcasa de un dispositivo médico, en un producto de consumo de gama alta o en un accesorio arquitectónico, el acabado de la superficie importa mucho. La pieza debe tener un aspecto limpio, liso y uniforme.
El 304 es mucho más fácil de acabar a un alto nivel visual. Admite muy bien un acabado uniforme con chorro de arena o un pulido espejo brillante.
El 303 es menos adecuado cuando la apariencia es crítica. Su contenido en azufre puede dificultar el pulido, y la superficie puede tener un aspecto ligeramente turbio, brumoso o irregular.
¿Cómo influye la elección del material en el coste real de la pieza?
El precio de la materia prima es sólo una parte del coste de fabricación. La parte real del coste incluye el tiempo de máquina, el desgaste de las herramientas, la tasa de desechos, el acabado y la mano de obra adicional.

Precio de la materia prima
A nivel de laminación, el acero inoxidable 303 suele ser ligeramente más caro que el 304. Esto se debe en parte a que el 303 necesita un contenido de azufre controlado, y el 304 se produce en volúmenes globales mucho mayores.
Sin embargo, esta diferencia de precio suele ser pequeña en un proyecto CNC. En piezas mecanizadas de gran volumen, el ahorro derivado de la reducción del tiempo de ciclo y del menor desgaste de la herramienta puede ser mucho mayor que el sobreprecio del material.
Tiempo de mecanizado y coste de las herramientas
Aquí es donde el 303 a menudo se amortiza. En muchas piezas de precisión CNC, la materia prima es sólo una parte del coste final. El tiempo de mecanizado, la mano de obra, la preparación, el desgaste de las herramientas y la inspección suelen representar una parte mucho mayor.
Si el 303 cuesta más por libra pero reduce el tiempo de ciclo del CNC, el coste total de la pieza puede seguir siendo inferior. Puede que gaste un poco más en material, pero ahorrará más en tiempo de husillo.
El 304 crea más riesgos durante el mecanizado. Se endurece fácilmente y puede desgastar más rápidamente las herramientas de corte. Sustituir las plaquitas, brocas o machos de metal duro detiene la producción y aumenta el coste unitario.
303 máquinas más suavemente. Su contenido en azufre ayuda a que las virutas se rompan más fácilmente y reduce la fricción de corte. Esto puede mejorar la vida útil de la herramienta y hacer que la máquina funcione de forma más estable.
Forma de las existencias y disponibilidad del material
El coste también depende del tipo de material disponible. El 304 está ampliamente disponible en chapa, tubo, placa, barra y formas estructurales. Esto facilita su obtención para piezas de chapa, marcos soldados, armarios y ensamblajes generales de acero inoxidable.
El 303 se utiliza principalmente como aleación de mecanizado. Se suele almacenar en forma de barra redonda, hexagonal o cuadrada. Si un ingeniero especifica 303 para una placa de montaje plana de 5 mm, es posible que el taller no pueda cortarla de chapa. Es posible que haya que fresar la pieza a partir de una barra maciza o un bloque. Esto puede suponer un desperdicio de material y muchas horas de mecanizado.
Acabado y riesgo de fracaso
Los costes ocultos suelen aparecer después del mecanizado.
El riesgo 304:
El 304 puede endurecerse durante el taladrado o el roscado. Si un macho de roscar se rompe dentro de un agujero ciego, el coste es superior al de la propia herramienta. El taller puede desechar una pieza que ya lleva horas de mecanizado. En algunos casos, el macho de roscar roto debe eliminarse por electroerosión, lo que añade más costes y retrasos.
El 303 reduce este riesgo de mecanizado porque corta más fácilmente y es menos probable que dañe las herramientas en las mismas condiciones.
El riesgo 303:
El 303 tiene su propio riesgo de acabado. Si la pieza necesita una pasivación estricta o un electropulido, el proceso químico puede atacar las zonas ricas en azufre. Esto puede causar pequeñas picaduras, superficies turbias o defectos estéticos.
Si 10% de las piezas acabadas no pasan la inspección debido al aspecto de la superficie, la ruta de mecanizado más barata puede convertirse rápidamente en la opción más cara.
303 ó 304: la mejor opción según el tipo de pieza y la fase de producción
El mejor grado de acero inoxidable depende del diseño de la pieza, el entorno de trabajo y la fase de producción. Un prototipo y una pieza de producción en serie pueden necesitar materiales diferentes.
Piezas torneadas y fresadas con CNC
El 303 suele ser la mejor opción para piezas torneadas y fresadas con CNC. Funciona bien para piezas con gran arranque de material, formas complejas y mucho tiempo de mecanizado.
Es una opción sólida para ejes, engranajes, accesorios, carcasas a medida y otras piezas mecanizadas. Esto es especialmente cierto cuando la pieza no necesita soldadura o alta resistencia a la corrosión.
Piezas roscadas y racores de precisión
El 303 también es una buena elección para piezas roscadas y accesorios de precisión. El corte de roscas crea una alta fricción entre la herramienta y el material.
303 ayuda a reducir el desgarro, el gripado y el desgaste de las herramientas. Esto lo hace útil para tuercas, pernos, separadores roscados y accesorios de fluidos personalizados utilizados en entornos suaves.
Piezas de chapa y conjuntos soldados
El 304 es la mejor opción para piezas de chapa y ensamblajes soldados. Se dobla bien, se suelda bien y funciona mejor en entornos húmedos o de lavado.
El 304 se utiliza habitualmente para soporteschasis de la máquina, recintosy estructuras soldadas. También es una opción práctica para paneles de control inoxidables que necesitan recortes limpios para una interruptor pulsador, luz indicadora o botón de parada de emergencia. Admite el conformado y la soldadura sin los mismos riesgos que el 303.
Prototipo frente a producción en serie
La elección del material puede cambiar a medida que el producto pasa del prototipo a la producción en serie.
Durante la creación de prototipos, la velocidad puede ser más importante que el coste unitario. Un soporte complejo puede mecanizarse con CNC a partir de una barra de 303 porque esta vía es rápida y flexible. El equipo puede probar el diseño rápidamente sin tener que esperar a las herramientas de estampación o a los útiles de conformado.
Sin embargo, el mismo método puede no tener sentido para una producción de 10.000 piezas. El mecanizado CNC de cada pieza a partir del sólido 303 supondría una pérdida de tiempo y material.
En esa fase, la mejor opción puede ser rediseñar la pieza para estampación o conformado de 304 chapas. Esto puede reducir el coste unitario, mejorar la velocidad de producción y facilitar el escalado del conjunto.
Conclusión
Los aceros inoxidables 303 y 304 son útiles, pero no se utilizan por la misma razón. El 303 suele ser la mejor opción cuando lo que más importa es la velocidad de mecanizado CNC, el control de virutas y el rendimiento del roscado.
El 304 suele ser la opción más segura cuando la pieza necesita soldadura, doblado, resistencia a la corrosión o una superficie limpia y visible. También es más adecuado para piezas de chapa, ensamblajes soldados, equipos alimentarios, piezas de exterior y uso prolongado.
La elección correcta no debe depender únicamente del precio del material. El diseño de la pieza, la ruta de producción, el acabado superficial, el entorno de servicio y el volumen del pedido pueden modificar el coste real.
Si no está seguro de si el 303 o el 304 es mejor para su pieza, envíenos su dibujo o archivo 3D. Nuestro equipo de ingenieros puede revisar las características de mecanizado, las necesidades de soldadura, los requisitos de tolerancia y el entorno de trabajo antes de iniciar la producción.