
El acero inoxidable de embutición profunda ofrece una excelente durabilidad y resistencia a la corrosión para piezas huecas sin soldadura, pero presenta retos inmediatos de fabricabilidad. Exige hasta 50% más de tonelaje de prensado que el acero dulce al carbono, degrada rápidamente los utillajes sin protección y opera dentro de un estrecho margen entre el conformado satisfactorio y el fallo catastrófico.
En TZR, cuando vemos que una pieza embutida falla en la planta durante la transición de la creación de prototipos a la producción en serie, la causa raíz suele apuntar a una de las cinco variables de ingeniería:
- Endurecimiento rápido
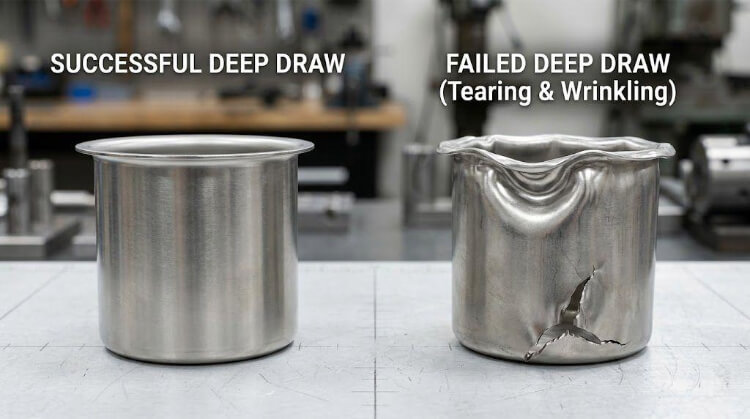
- Desgarro y fractura de muros
- Arrugas en la brida
- Desgaste acelerado de la herramienta (gripado)
- Sobrecostes por una mala selección de calidades
A continuación se describen los criterios exactos de selección de materiales, las reglas DFM para evitar defectos y las realidades prácticas de mantener la producción estable y los costes controlados durante las tiradas de gran volumen.
La física del estirado del acero inoxidable
La elevada resistencia a la tracción y la robusta capa de óxido que hacen deseable el acero inoxidable también lo hacen hostil al conformado en frío. El principal obstáculo técnico es controlar el flujo de material bajo una presión extremadamente alta.
Endurecimiento del trabajo
Los aceros inoxidables austeníticos (como los de la serie 300) presentan un rasgo metalúrgico específico: cuando el metal se deforma, su estructura cristalina se transforma parcialmente en martensita. Esto aumenta significativamente tanto la dureza como el límite elástico.
Aunque es beneficioso para la rigidez estructural de la pieza final, este rápido endurecimiento por deformación actúa como un severo freno durante la embutición. Si se sobrepasan las velocidades óptimas de prensado o si la embutición es demasiado profunda, el material se vuelve quebradizo y se rompe. Para los perfiles extremos, en los que la profundidad supera al diámetro, el proceso requiere un recocido intermedio para restablecer la estructura del grano antes de las siguientes embuticiones.
Grietas y arañazos superficiales
La embutición profunda genera una fricción extrema entre la pieza en bruto y la matriz de acero. Bajo esta presión, la capa protectora de óxido de cromo se rompe, permitiendo que el metal desnudo se microsuelde a la cavidad de la matriz, un modo de fallo conocido como gripado.
El gripado arranca material de la pieza, provocando profundas estrías en la superficie y destruyendo costosos utillajes. Las tiradas de gran volumen requieren barreras sólidas: lubricantes de presión extrema (EP) o revestimientos de película seca aplicados directamente a la pieza en bruto. Además, el utillaje requiere tratamientos superficiales avanzados, como recubrimientos PVD (deposición física de vapor), para sobrevivir miles de ciclos sin agarrotarse.
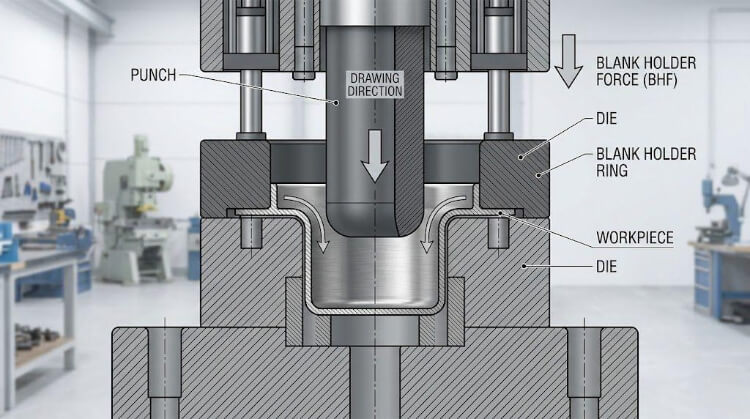
Arrugas y flujo de materiales
A medida que la pieza en bruto se introduce en la matriz, la compresión radial fuerza el reborde exterior hacia una circunferencia mucho más pequeña. Esta compresión induce naturalmente el pandeo y las arrugas.
Para mantener la planitud de la hoja, la prensa aplica Fuerza de sujeción en vacío (BHF). Esto requiere una calibración precisa:
- BHF insuficiente: Permite que la pestaña se arrugue y atasque el troquel.
- BHF excesivo: Restringe el flujo, haciendo que el punzón se estire y rasgue la parte inferior de la pieza.
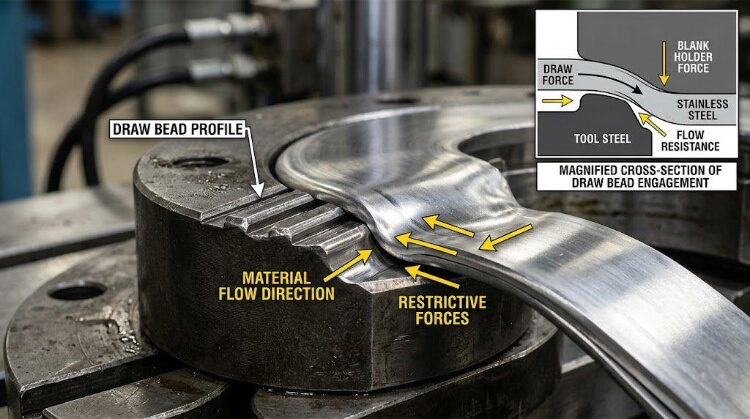
Para geometrías complejas, mecanizamos cordones de tracción en el anillo aglutinante. Estas crestas restringen el flujo en zonas muy localizadas sin requerir un aumento universal del tonelaje de sujeción.
Selección del grado de material para embutición profunda
La selección de la calidad determina toda la estrategia de producción y utillaje. Especificar una calidad con una conformabilidad insuficiente dispara las tasas de rechazo, mientras que especificar en exceso infla innecesariamente los costes unitarios.
Acero inoxidable 304 y 304L
El tipo 304 es la referencia de la industria, adecuado para aproximadamente 80% de aplicaciones de trefilado. Equilibra la resistencia a la corrosión, el límite elástico y la conformabilidad para relaciones de embutición moderadas.
Si el montaje requiere soldadura secundariaLa especificación 304L es fundamental. El menor contenido de carbono evita la precipitación de carburo en el cordón de soldadura, eliminando los riesgos de corrosión localizada sobre el terreno.
304DDQ (Calidad de embutición profunda)
Para el conformado agresivo en una sola etapa, el 304DDQ utiliza un mayor contenido de níquel para suprimir intencionadamente el efecto de endurecimiento por deformación. Permite que el metal se estire mucho más antes de alcanzar su punto de fractura.
A pesar del mayor coste de la materia prima por kilogramo, el retorno de la inversión suele ser positivo en el taller. Si el 304DDQ elimina un ciclo de recocido intermedio o reduce una embutición de tres fases a dos, la reducción del tiempo de procesamiento y de la complejidad del utillaje compensa fácilmente el sobrecoste del material.
Acero inoxidable 316 y 316L
Al contener molibdeno, el tipo 316 ofrece una resistencia superior a los cloruros y a los productos químicos agresivos, por lo que es obligatorio para equipos marinos y dispositivos médicos.
Sin embargo, el 316 es muy resistente a la deformación. Posee un límite elástico inicial más elevado y se endurece más rápidamente que el 304. Requiere un mayor tonelaje de prensado, acelera el desgaste de la matriz y es susceptible de desgarrarse en radios agudos. Especifique 316 sólo cuando los factores medioambientales lo exijan estrictamente.
El riesgo de los grados bajos (Serie 200)
La sustitución por aleaciones de bajo contenido en níquel (como las de la serie 200) para reducir los costes iniciales de las bobinas es una trampa en la contratación. Estas aleaciones económicas poseen una ductilidad inferior y unos índices de endurecimiento por deformación agresivos.
El intento de embutición profunda garantiza frecuentes desgarros, una fuerte recuperación elástica y una rápida degradación de la herramienta. El ahorro inicial en bobinas se ve inmediatamente anulado por los altos índices de desechos y los tiempos de inactividad de la prensa.
Reglas DFM que evitan fallos en la embutición profunda
Una pieza embutida con éxito se origina en CAD, no en la planta de prensado. Diseñar componentes de acero inoxidable sin tener en cuenta los límites físicos del material garantiza altos índices de desecho y costes de utillaje inflados.
Ratio de Dibujo Límite (LDR)
La métrica de base absoluta para cualquier pieza cilíndrica es la Ratio de Dibujo Límite (LDR). Dicta la profundidad máxima a la que puedes empujar el metal en un solo golpe y se calcula como:
LDR = D_0/D_p
(Siendo D_0 el diámetro de la pieza plana y D_p el diámetro del punzón).
- Regla de ingeniería: Para el acero inoxidable 304, el LDR máximo seguro es de 1,7 a 2,0.
- Impacto en los costes: Si su diseño requiere una LDR > 2,0, forzarlo en una matriz de una sola etapa garantiza el desgarro inferior. Debe pasar a un proceso de embutición multietapa, lo que duplica o triplica inmediatamente su inversión inicial en utillaje.
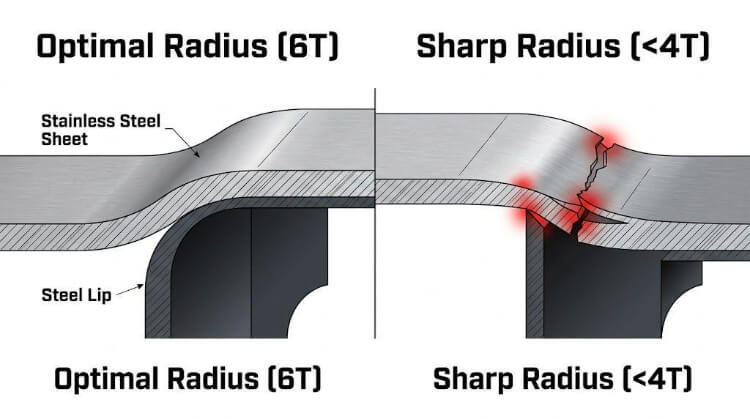
Punzón y radios de esquina
Las esquinas internas afiladas actúan como grandes concentradores de tensiones. Una matriz con radios insuficientes deja de conformar el material y empieza a cizallar directamente a través de la chapa inoxidable.
- Regla de ingeniería: Mantener el radio del punzón (esquina inferior) estrictamente entre 4T y 10T (donde T = espesor del material).
- La realidad del taller: Si el radio es 10T, se corre el riesgo de que se arruguen las paredes laterales porque el material carece de tensión al fluir sobre el labio de la matriz.
Geometría asimétrica de la pieza
Las piezas perfectamente cilíndricas embuten uniformemente. Sin embargo, los recintos rectangulares o las formas asimétricas obligan al material a acumularse y comprimirse mucho en las esquinas, creando tensiones localizadas extremas.
- Regla de ingeniería: La profundidad total de trazado de una caja rectangular no debe superar 5 veces el radio de sus esquinas.
- Solución de diseño: Maximice los radios de las esquinas en sus modelos CAD. Si su producto requiere recortes asimétricos complejos u orificios laterales de alta precisión, utilice una estrategia de fabricación compuesta: embutición profunda de la carcasa principal y acabado de las características complejas mediante... Mecanizado CNC de 5 ejes o corte por láser en 3D.
Diseño de dibujo en varias fases
Cuando la profundidad de una pieza supera los límites de la LDR, el proceso requiere redibujos progresivos.
- Regla de ingeniería: Las sucesivas pasadas deben ser progresivamente menos agresivas para tener en cuenta el endurecimiento por deformación del material. Una secuencia estándar de reducción es 40% en la primera pasada, 20% en la segunda y 15% en la tercera.
- Impacto en los costes: Cada etapa requiere un juego de punzones y matrices específico. Para evitar el elevado coste de una 3ª o 4ª etapa, introduzca un paso intermedio de recocido térmico para restablecer la estructura de grano del material, lo que permite una embutición secundaria más profunda.
Por qué fallan las piezas embutidas en la producción en serie?
La creación de prototipos de una pieza inoxidable es un proceso controlado; la producción en serie de 100.000 unidades es una prueba de resistencia. Los fallos en grandes volúmenes rara vez se deben al diseño inicial, sino a la degradación de variables en el entorno de fabricación.
Desgaste de herramientas
- El punto de dolor: Las tasas de rechazo aumentan repentinamente de 2% a 15% durante la tercera semana de una producción, acompañadas de profundas estrías en las piezas.
- La causa raíz: El acero inoxidable es muy abrasivo. La fricción continua degrada las superficies de las matrices estándar, provocando soldaduras microscópicas en frío (gripado) entre la chapa y el utillaje.
- La solución: Aplique revestimientos avanzados de PVD (deposición física de vapor) o TD al utillaje, con el respaldo de un estricto programa de mantenimiento interno. Los utillajes de alta calidad eliminan el tiempo de inactividad semanal por pulido, lo que aumenta el rendimiento de la producción en serie y reduce el coste total de propiedad (TCO).
Variación del grosor de la bobina
- El punto de dolor: Atascos repentinos de la prensa o arrugas imprevisibles de la pestaña en una línea previamente estable.
- La causa raíz: Las bobinas maestras de materia prima tienen intrínsecamente fluctuaciones de calibre. Una bobina 304 de 1,5 mm de espesor puede variar 0,05 mm. Dado que la embutición se basa en microrrecortes hiperprecisos, una sección más gruesa provoca una fricción extrema, mientras que una sección más fina induce arrugas localizadas.
- La solución: Implemente un estricto Control de Calidad (CC) de entrada mediante comprobaciones micrométricas automatizadas antes de que la bobina entre en el desenrollador.

Mantenimiento de la lubricación
- El punto de dolor: Rotura térmica de la barrera de fricción, con el consiguiente desgarro de las piezas.
- La causa raíz: Con 30 a 60 golpes por minuto, las herramientas generan un calor enorme. El frotado manual o los anticuados sistemas de lubricación por goteo no pueden mantener una cobertura de fluido uniforme.
- La solución: Integrar boquillas de pulverización programables y automatizadas que suministren microdosis precisas de Compuestos de embutición de extrema presión (EP) inmediatamente antes de que se cierre el troquel.
Limpieza de la superficie después del moldeo
- El punto de dolor: Tasas elevadas de fallos en operaciones secundarias posteriores, como defectos de soldadura TIG o resultados de electropulido con manchas.
- La causa raíz: Los aceites altamente viscosos y resistentes necesarios para la embutición profunda se cuecen en el metal por el calor de la deformación. No pueden limpiarse manualmente.
- La solución: La producción de grandes volúmenes requiere absolutamente líneas industriales de limpieza por ultrasonidos multietapa o de desengrase al vapor. Si su proveedor de estampación carece de infraestructura de lavado de alta resistencia, la limpieza se convierte en un enorme cuello de botella para la producción.
Consistencia dimensional y elasticidad
- El punto de dolor: Las bridas se deforman y la profundidad total se sale de la tolerancia.
- La causa raíz: Los aceros inoxidables austeníticos presentan una recuperación elástica significativa. Como las holguras de las herramientas se desgastan y las temperaturas de funcionamiento de la prensa fluctúan durante un turno largo, el valor exacto del springback cambia dinámicamente.
- La solución: Utilice Control estadístico de procesos (CEP). Los operarios deben medir las dimensiones críticas a intervalos fijos para microajustar los parámetros de la prensa (como la fuerza de sujeción del material en bruto, BHF) antes de producir en serie piezas fuera de especificación.
Combinar la embutición profunda con procesos secundarios
Un error común de DFM en la producción de grandes volúmenes es forzar una única matriz progresiva para formar todas las características complejas de una pieza. En el taller, la embutición profunda es más eficaz cuando se trata como la base de alta velocidad de una arquitectura de fabricación compuesta.
Mecanizado CNC después del dibujo
La embutición profunda destaca en la conformación volumétrica, pero carece intrínsecamente de microprecisión.
- La regla de la ingeniería: Una matriz de embutición estándar mantiene con fiabilidad tolerancias generales de ±0,15 mm a ±0,25 mm. Si un componente requiere una ranura para junta tórica, roscas roscadas o una superficie de contacto crítica con una tolerancia de planitud de 0,02 mm, debe mecanizarse.
- La estrategia de fabricación: Dibuje primero la pieza en bruto para establecer la geometría general y, a continuación, fíjela en una fresadora CNC de 5 ejes. Este enfoque híbrido combina el aprovechamiento del material del estampado con las tolerancias aeroespaciales del mecanizado.

Corte por láser para funciones complejas
El diseño de una matriz progresiva con levas de acción lateral para perforar orificios en la pared lateral de una copa estirada es mecánicamente complejo, caro e introduce importantes problemas de mantenimiento.
- El impacto en los costes: Para volúmenes de producción inferiores a 50.000 unidades, la inversión NRE (Non-Recurring Engineering) para utillajes complejos de perforación lateral rara vez está justificada.
- La estrategia de fabricación: Utilice células de corte láser 3D/5 ejes. La prensa dibuja la carcasa sólida y el láser robotizado corta rápidamente los rebordes asimétricos, las ventanas laterales irregulares o los diseños de puertos complejos. De este modo, la matriz de estampación primaria es mecánicamente sencilla, robusta y menos propensa a los tiempos de inactividad.
Operaciones de soldadura y montaje
Cuando una pieza estirada requiere soportes de montajeLa soldadura es inevitable si se utilizan separadores internos o se integran en un conjunto mayor.
- La regla de la ingeniería: El elevado coeficiente de dilatación térmica del acero inoxidable hace que las piezas trefiladas de paredes finas se deformen gravemente si no se regula el aporte de calor.
- La estrategia de fabricación: Especifique soldadura TIG o láser de precisión utilizando plantillas de fijación estrictas para controlar la disipación del calor. Además, si hay soldadura en la tubería de proceso, especifique 304L o 316L para evitar la corrosión intergranular en las zonas afectadas por el calor (HAZ).
Realidades del acabado de superficies
Los cálculos de compras suelen subestimar el coste del acabado de las piezas de acero inoxidable estirado. La extrema fricción del proceso de conformado en frío deja la superficie sin brillo y cubierta de microestrías.
- El impacto en los costes: El pulido mecánico (por ejemplo, un acabado cepillado #4) o el electropulido pueden añadir fácilmente 20% a 30% al coste unitario final.
- La solución DFM: En caso de electropulido o pasivación química la geometría de la pieza debe eliminar las hendiduras profundas o los dobladillos. Los huecos no sellados atraparán baños químicos ácidos, lo que provocará una corrosión localizada semanas después de que la pieza entre en servicio.
Comparación de procesos: Cuando la embutición profunda justifica el utillaje
Antes de comprometerse con el elevado coste inicial de utillaje de un troquel de embutición profunda, es necesario justificar el retorno de la inversión. Si se compara con la soldadura de varias piezas o el mecanizado a partir de tocho macizo, la embutición profunda ofrece claras ventajas comerciales y estructurales para grandes volúmenes.
Comparación de procesos para piezas de acero inoxidable de gran volumen:
| Métrica | Dibujo profundo | Mecanizado CNC | Soldadura / Fabricación |
| Volumen ideal | Alta (>10.000 unidades) | Bajo a medio | Bajo a medio |
| Residuos materiales | Bajo (~10-15%) | Alta (hasta 80%) | Medio |
| Velocidad de producción | Muy rápido (30-60 PPM) | Lento (10-30 minutos/parte) | Lento (Manual/Robótico) |
| Integridad estructural | Excelente (sin soldadura + templado) | Excelente (Billet sólido) | Variable (zonas afectadas por el calor) |
| Coste inicial de utillaje | Alta | Bajo | Bajo a medio |
| Coste por unidad en volumen | Más bajo | Más alto | Medio |
Menor número de piezas y mano de obra de montaje
- La realidad de la ingeniería: Fabricar una carcasa cilíndrica laminando chapa y soldando una tapa separada requiere tres elementos distintos (pared, tapa, relleno de soldadura) y múltiples operaciones de manipulación.
- La ventaja comercial: La embutición profunda forma esa carcasa idéntica a partir de una sola pieza en bruto en una carrera continua. La eliminación de los cordones de soldadura reduce radicalmente Lista de materiales complejidad, la mano de obra de montaje y el riesgo variable de error del operario.
Mayor resistencia estructural
- La realidad de la ingeniería: Los cordones de soldadura son intrínsecamente los puntos más débiles de cualquier envolvente, susceptibles de agrietarse por fatiga y porosidad.
- La ventaja comercial: Las piezas embutidas no tienen costuras. Además, el rápido endurecimiento por deformación que dificulta el conformado del acero inoxidable se convierte en una ventaja estructural. Las paredes laterales trabajadas en frío de una carcasa 304 embutida poseen un límite elástico significativamente superior al de la bobina recocida original.
Producción más rápida de grandes volúmenes
- La realidad de la ingeniería: Ahuecar un vaso de acero inoxidable de 100 mm de profundidad en un torno CNC puede requerir entre 15 y 25 minutos de husillo.
- La ventaja comercial: Una prensa puede estampar esa geometría exacta a un ritmo de 30 a 60 piezas por minuto. El punto de equilibrio de la rentabilidad de la inversión, en el que la velocidad de producción supera la amortización del utillaje, suele estar entre 5.000 y 10.000 unidades. A partir de ese volumen, los costes unitarios disminuyen drásticamente.
Aprovechamiento del material casi en forma de red
- La realidad de la ingeniería: El mecanizado CNC es sustractivo. Mecanizar una carcasa de paredes finas a partir de un bloque macizo de 316 convierte hasta 80% de la materia prima en virutas de desecho.
- La ventaja comercial: La embutición profunda es un Forma próxima a la red proceso. Aparte del reborde recortado (que suele mantenerse por debajo de 15% del área en blanco), la mayor parte de la bobina comprada permanece en el componente final.
Conclusión
Dominar la embutición profunda en acero inoxidable es un ejercicio de equilibrio entre la ciencia de los materiales y la economía de fabricación. Para evitar las trampas de las paredes fracturadas, las herramientas destruidas y los presupuestos disparados, los ingenieros deben diseñar respetando estrictamente la relación de embutición límite (LDR), especificar el grado de aleación correcto y comprender la dura realidad del desgaste de las herramientas en la producción en serie.
En TZR, nuestro equipo de ingenieros cuenta con más de 10 años de experiencia en fabricación de chapa metálica, mecanizado CNC y prototipado rápido. Cargue hoy mismo sus archivos 3D CAD o STEP para una revisión DFM completa. Nuestros ingenieros le ayudarán a encontrar formas prácticas de mejorar el diseño de su pieza y prepararla para una producción eficiente de gran volumen.


