
Tiefgezogener Edelstahl bietet eine hervorragende Haltbarkeit und Korrosionsbeständigkeit für nahtlose Hohlkörper, stellt jedoch unmittelbare Herausforderungen an die Herstellbarkeit. Er erfordert bis zu 50% mehr Presskraft als unlegierter Stahl, zersetzt ungeschützte Werkzeuge schnell und bewegt sich in einem engen Fenster zwischen erfolgreicher Umformung und katastrophalem Versagen.
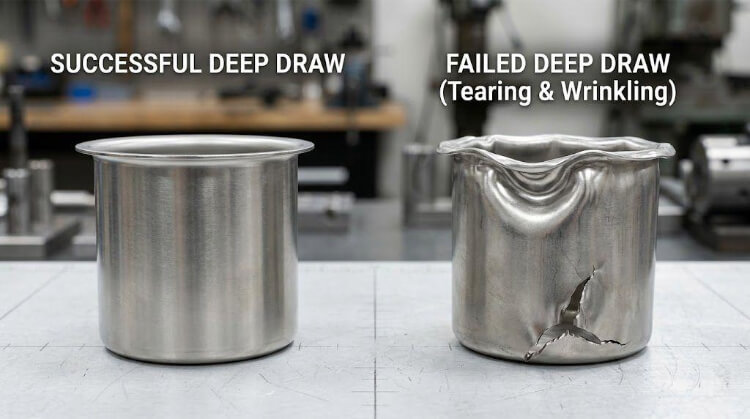
Wenn wir bei TZR sehen, dass ein Tiefziehteil beim Übergang vom Prototyping zur Massenproduktion auf dem Boden versagt, liegt die Ursache in der Regel in einer von fünf technischen Variablen begründet:
- Schnelle Aushärtung
- Einreißen und Brechen von Wänden
- Flanschfaltenbildung
- Beschleunigter Werkzeugverschleiß (Fressen)
- Kostenüberschreitungen aufgrund schlechter Sortenwahl
Im Folgenden werden die genauen Kriterien für die Materialauswahl, die DFM-Regeln zur Vermeidung von Fehlern und die praktischen Gegebenheiten zur Aufrechterhaltung einer stabilen Produktion und Kostenkontrolle bei hohen Stückzahlen beschrieben.
Die Physik des Ziehens von rostfreiem Stahl
Die hohe Zugfestigkeit und die robuste Oxidschicht, die rostfreien Stahl so begehrt machen, machen ihn auch für die Kaltumformung ungeeignet. Die Steuerung des Materialflusses unter extrem hohem Druck ist die größte technische Hürde.
Arbeitsverhärtung
Austenitische nichtrostende Stähle (wie die Serie 300) weisen eine besondere metallurgische Eigenschaft auf: Bei der Verformung des Metalls wandelt sich seine Kristallstruktur teilweise in Martensit um. Dies erhöht sowohl die Härte als auch die Streckgrenze erheblich.
Diese schnelle Kaltverfestigung ist zwar vorteilhaft für die strukturelle Steifigkeit des fertigen Teils, wirkt aber beim Ziehen wie eine starke Bremse. Bei Überschreiten der optimalen Pressgeschwindigkeit oder zu tiefem Ziehen wird das Material spröde, was zu Brüchen führt. Bei extremen Profilen, bei denen die Tiefe den Durchmesser übersteigt, ist eine Zwischenglühung erforderlich, um das Korngefüge vor den nachfolgenden Ziehvorgängen wiederherzustellen.
Abrieb und Oberflächenkratzer
Beim Tiefziehen entsteht extreme Reibung zwischen dem Rohling und der Stahlmatrize. Unter diesem Druck bricht die schützende Chromoxidschicht ab, wodurch das blanke Metall mit dem Matrizenhohlraum mikroverschweißt wird - eine Fehlerart, die als Abrieb bekannt ist.
Durch Abrieb wird Material aus dem Teil gerissen, was tiefe Riefen auf der Oberfläche verursacht und teure Werkzeuge zerstört. Bei hohen Stückzahlen sind robuste Barrieren erforderlich: Schmiermittel für extremen Druck (EP) oder Trockenfilmbeschichtungen, die direkt auf den Rohling aufgetragen werden. Darüber hinaus benötigen die Werkzeuge fortschrittliche Oberflächenbehandlungen wie PVD-Beschichtungen (Physical Vapor Deposition), um Tausende von Zyklen ohne Festfressen zu überstehen.
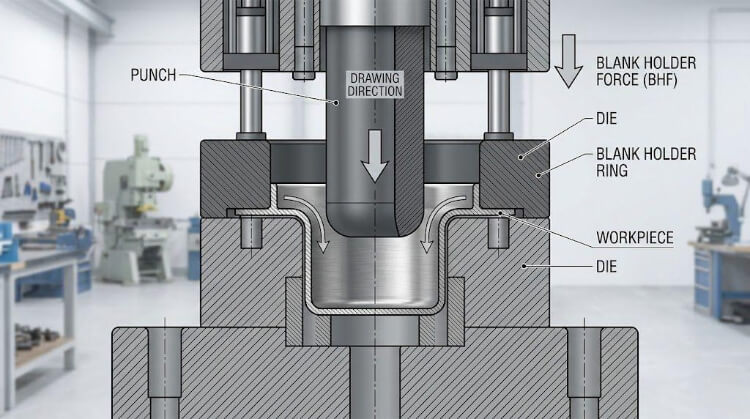
Faltenbildung und Materialfluss
Wenn der Rohling in die Matrize gezogen wird, zwingt die radiale Kompression den äußeren Flansch zu einem viel kleineren Umfang. Diese Kompression führt natürlich zu Knicken und Faltenbildung.
Um die Planlage der Bleche zu erhalten, verwendet die Presse Platzhalterkraft (BHF). Dies erfordert eine genaue Kalibrierung:
- Unzureichender BHF: Dadurch kann der Flansch Falten werfen und die Matrize verklemmen.
- Übermäßiger BHF: Schränkt den Fluss ein, wodurch der Stempel die Unterseite des Teils dehnt und einreißt.
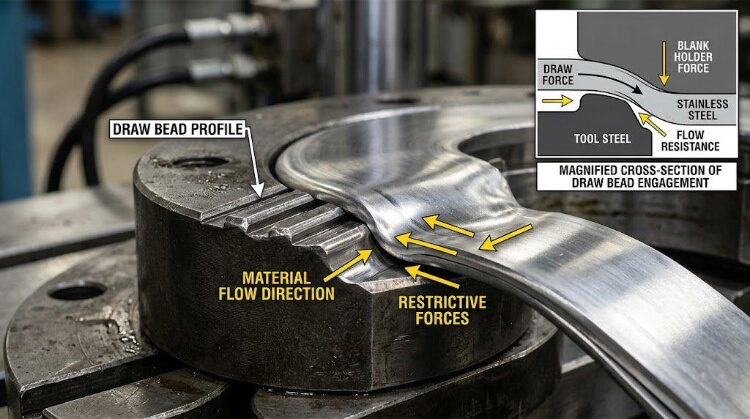
Bei komplexen Geometrien bringen wir Ziehsicken auf den Bindering auf. Diese Rippen begrenzen den Durchfluss in stark lokalisierten Zonen, ohne dass eine universelle Erhöhung der Schließkraft erforderlich ist.
Auswahl der Materialsorte für das Tiefziehen
Die Auswahl der Sorte bestimmt die gesamte Werkzeug- und Produktionsstrategie. Die Festlegung einer Sorte mit unzureichender Umformbarkeit erhöht die Ausschussrate, während eine Überspezifikation die Stückkosten unnötig in die Höhe treibt.
304 und 304L Edelstahl
Typ 304 ist das Grundmaterial der Industrie und eignet sich für etwa 80% Ziehanwendungen. Er bietet ein ausgewogenes Verhältnis zwischen Korrosionsbeständigkeit, Streckgrenze und Umformbarkeit bei moderaten Ziehverhältnissen.
Erfordert die Montage Sekundärschweißenist die Angabe von 304L entscheidend. Der niedrigere Kohlenstoffgehalt verhindert Karbidausscheidungen an der Schweißnaht, wodurch lokale Korrosionsrisiken in der Praxis vermieden werden.
304DDQ (Tiefziehqualität)
Bei der aggressiven einstufigen Umformung wird bei 304DDQ ein höherer Nickelgehalt verwendet, um den Effekt der Kaltverfestigung absichtlich zu unterdrücken. Dadurch kann sich das Metall wesentlich weiter dehnen, bevor es seinen Bruchpunkt erreicht.
Trotz höherer Rohmaterialkosten pro Kilogramm ist die Kapitalrendite in der Fertigung oft positiv. Wenn bei 304DDQ ein Zwischenglühzyklus entfällt oder ein dreistufiges Ziehen auf zwei Stufen reduziert wird, wiegt die Verringerung der Bearbeitungszeit und der Werkzeugkomplexität den Materialaufschlag leicht auf.
Rostfreier Stahl 316 und 316L
Der molybdänhaltige Typ 316 bietet eine hervorragende Beständigkeit gegen Chloride und aggressive Chemikalien und ist daher für Schiffsbauteile und medizinische Geräte unerlässlich.
316 ist jedoch sehr formbeständig. Es besitzt eine höhere Anfangsstreckgrenze und härtet schneller aus als 304. Es erfordert eine höhere Pressentonnage, beschleunigt den Werkzeugverschleiß und ist anfällig für Risse an scharfen Radien. Geben Sie 316 nur dann an, wenn Umweltfaktoren dies unbedingt erfordern.
Das Risiko kostengünstiger Noten (Reihe 200)
Die Substitution von Legierungen mit niedrigerem Nickelgehalt (wie die 200er-Serie) zur Senkung der anfänglichen Coilkosten ist eine Beschaffungsfalle. Diese preisgünstigen Legierungen weisen eine geringere Duktilität und aggressive Kaltverfestigungsraten auf.
Der Versuch, sie tiefzuziehen, garantiert häufiges Reißen, starke Rückfederung und schnellen Werkzeugverschleiß. Die anfänglichen Einsparungen beim Coil werden sofort durch hohe Ausschussraten und Ausfallzeiten der Presse zunichte gemacht.
DFM-Regeln zur Vermeidung von Tiefziehfehlern
Ein erfolgreiches Tiefziehteil entsteht im CAD, nicht auf dem Presswerk. Die Konstruktion von Bauteilen aus Edelstahl ohne Berücksichtigung der physikalischen Grenzen des Materials garantiert hohe Ausschussraten und überhöhte Werkzeugkosten.
Grenzziehungsverhältnis (LDR)
Die absolute Grundlinienmetrik für jedes zylindrische Teil ist die Grenzziehungsverhältnis (LDR). Sie gibt die maximale Tiefe an, die Sie mit einem einzigen Hub in das Metall drücken können und wird wie folgt berechnet:
LDR = D_0/D_p
(wobei D_0 der Durchmesser des flachen Rohlings und D_p der Durchmesser des Stempels ist).
- Technik-Regel: Für rostfreien Stahl 304 beträgt der sichere Höchstwert für LDR 1,7 bis 2,0.
- Auswirkungen auf die Kosten: Wenn Ihr Entwurf einen LDR > 2,0 erfordert, ist das Einbringen in ein einstufiges Ziehwerkzeug eine Garantie für das Abreißen der Unterseite. Sie müssen zu einem mehrstufigen Ziehverfahren übergehen, wodurch sich Ihre anfänglichen Investitionen in die Werkzeuge sofort verdoppeln oder verdreifachen.
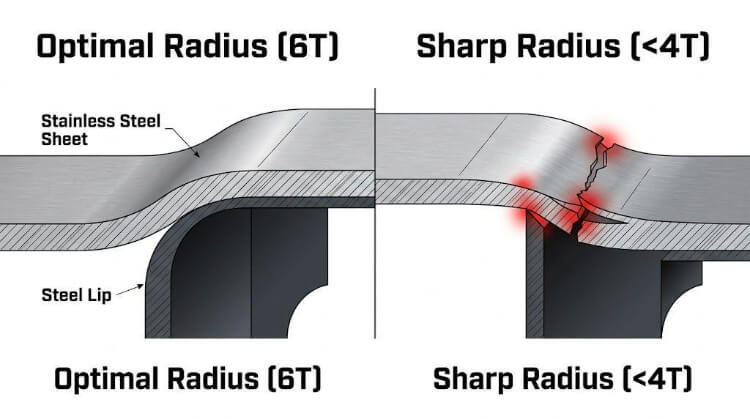
Lochung und Eckenradien
Scharfe Innenecken wirken als massive Spannungskonzentratoren. Eine Matrize mit unzureichenden Radien hört auf, das Material zu formen und schert direkt durch das rostfreie Blech.
- Technik-Regel: Halten Sie den Stempelradius (untere Ecke) genau zwischen 4T und 10T (mit T = Materialdicke).
- Die Realität in den Werkshallen: Ist der Radius 10T besteht die Gefahr, dass sich die Seitenwände stark falten, weil das Material beim Fließen über die Matrizenlippe keine Spannung hat.
Asymmetrische Teilegeometrie
Perfekt zylindrische Teile ziehen sich gleichmäßig. Rechteckige Gehäuse oder asymmetrische Formen zwingen das Material jedoch dazu, sich in den Ecken zu sammeln und stark zu komprimieren, was zu extremen lokalen Spannungen führt.
- Technik-Regel: Die Gesamttiefe eines rechteckigen Kastens sollte selten das Fünffache seines Eckradius überschreiten.
- Design-Lösung: Maximieren Sie die Eckenradien in Ihren CAD-Modellen. Wenn Ihr Produkt komplexe asymmetrische Ausschnitte oder hochpräzise seitliche Bohrungen erfordert, verwenden Sie eine zusammengesetzte Fertigungsstrategie: Tiefziehen der Hauptschale und Nachbearbeitung der komplexen Merkmale mit 5-Achsen-CNC-Bearbeitung oder 3D-Laserschneiden.
Mehrstufiges Zeichnungsdesign
Wenn die Tiefe eines Teils die LDR-Grenzen überschreitet, erfordert der Prozess progressive Neuzeichnungen.
- Technik-Regel: Aufeinanderfolgende Ziehvorgänge müssen progressiv weniger aggressiv sein, um die Kaltverfestigung des Materials zu berücksichtigen. Eine Standardreduktionssequenz ist 40% Reduktion beim ersten Ziehen, 20% beim zweiten und 15% beim dritten.
- Auswirkungen auf die Kosten: Für jede Stufe ist ein eigener Stempel- und Matrizensatz erforderlich. Um die hohen Kosten einer 3. oder 4. Stufe zu vermeiden, kann ein thermischer Zwischenglühschritt eingeführt werden, um die Kornstruktur des Materials zurückzusetzen und einen tieferen Sekundärzug zu ermöglichen.
Warum tiefgezogene Teile in der Massenproduktion scheitern?
Die Herstellung eines Prototyps eines rostfreien Teils ist ein kontrollierter Prozess; die Massenproduktion von 100.000 Stück ist ein Härtetest. Ausfälle bei hohen Stückzahlen sind selten auf das ursprüngliche Design zurückzuführen - sie werden durch die Verschlechterung von Variablen in der Fertigungsumgebung verursacht.
Werkzeugverschleiß & Ausbeulen
- Der Schmerzpunkt: In der dritten Woche eines Produktionslaufs steigen die Ausschussraten plötzlich von 2% auf 15% an, begleitet von tiefen Riefen an den Teilen.
- Die Hauptursache: Rostfreier Stahl ist sehr abrasiv. Kontinuierliche Reibung verschlechtert die Oberflächen von Standardwerkzeugen und verursacht mikroskopisch kleine Kaltverschweißungen (Fressen) zwischen dem Blech und dem Werkzeug.
- Die Lösung: Aufbringen fortschrittlicher PVD- (Physical Vapor Deposition) oder TD-Beschichtungen auf Werkzeuge, unterstützt durch einen strengen internen Wartungsplan. Hochwertige Werkzeuge machen wöchentliche Polierausfälle überflüssig, erhöhen den Ertrag in der Massenproduktion und senken die Gesamtbetriebskosten (TCO).
Variation der Spulendicke
- Der Schmerzpunkt: Plötzliche Pressenstaus oder unvorhersehbare Flanschfalten auf einer zuvor stabilen Linie.
- Die Hauptursache: Bei Mastercoils aus Rohmaterial gibt es naturgemäß Schwankungen in der Dicke. Ein 1,5 mm dickes 304er Coil kann um 0,05 mm variieren. Da das Ziehen von hochpräzisen Mikrospalten abhängt, verursacht ein dickerer Abschnitt extreme Reibung, während ein dünnerer Abschnitt lokale Faltenbildung verursacht.
- Die Lösung: Führen Sie eine strenge Eingangskontrolle (QC) durch, indem Sie automatische Mikrometerprüfungen durchführen, bevor das Coil die Abwickelhaspel erreicht.

Wartung der Schmierung
- Der Schmerzpunkt: Thermischer Zusammenbruch der Reibungssperre, was zu gerissenen Teilen führt.
- Die Hauptursache: Bei 30 bis 60 Hüben pro Minute erzeugen die Werkzeuge enorme Hitze. Manuelles Tupfen oder veraltete Tropfschmiersysteme können keine gleichmäßige Flüssigkeitsabdeckung gewährleisten.
- Die Lösung: Integrieren Sie programmierbare, automatische Sprühdüsen, die präzise Mikrodosen von Extreme Druck (EP) Ziehmittel unmittelbar bevor die Matrize sich schließt.
Oberflächenreinigung nach der Formgebung
- Der Schmerzpunkt: Hohe Fehlerquoten bei nachgelagerten Sekundärprozessen, z. B. Fehler beim WIG-Schweißen oder fleckige Elektropolierergebnisse.
- Die Hauptursache: Die hochviskosen Hochleistungsöle, die für das Tiefziehen erforderlich sind, backen durch die Hitze der Verformung auf dem Metall an. Sie können nicht manuell abgewischt werden.
- Die Lösung: Die Großserienproduktion erfordert unbedingt industrielle mehrstufige Ultraschallreinigungs- oder Dampfentfettungsanlagen. Wenn Ihr Stanzbetrieb nicht über eine Hochleistungswaschanlage verfügt, wird die Reinigung zu einem massiven Produktionsengpass.
Maßhaltigkeit & Rückfederung
- Der Schmerzpunkt: Die Flansche verziehen sich, und die Gesamttiefe gerät aus der Toleranz.
- Die Hauptursache: Austenitische nichtrostende Stähle weisen eine erhebliche Rückfederung auf. Da sich das Werkzeugspiel abnutzt und die Betriebstemperaturen der Presse während einer langen Schicht schwanken, ändert sich der genaue Rückfederungswert dynamisch.
- Die Lösung: Nutzen Sie Statistische Prozesskontrolle (SPC). Die Bediener müssen kritische Maße in bestimmten Intervallen messen, um die Pressenparameter (wie z. B. die Niederhalterkraft - BHF) zu justieren, bevor die Teile in Serie produziert werden.
Kombination von Tiefziehen mit Sekundärprozessen
Ein häufiger DFM-Fehler in der Großserienfertigung besteht darin, ein einziges Folgeverbundwerkzeug zu verwenden, um jedes komplexe Merkmal eines Teils zu formen. In der Fertigung ist das Tiefziehen am effektivsten, wenn es als Hochgeschwindigkeitsfundament einer zusammengesetzten Fertigungsarchitektur behandelt wird.
CNC-Bearbeitung nach Zeichnung
Das Tiefziehen eignet sich hervorragend für die volumetrische Formgebung, aber es mangelt ihm an Mikropräzision.
- Die Technik-Regel: Eine Standard-Ziehmatrize hält zuverlässig allgemeine Toleranzen von ±0,15 mm bis ±0,25 mm ein. Wenn ein Bauteil eine O-Ring-Nut, ein Gewinde oder eine kritische Gegenfläche mit einer Ebenheitstoleranz von 0,02 mm benötigt, muss es bearbeitet werden.
- Die Fertigungsstrategie: Zeichnen Sie zunächst den Rohteilkörper, um die Hauptgeometrie festzulegen, und spannen Sie dann das Teil in einer 5-Achsen-CNC-Fräse ein. Dieser hybride Ansatz verbindet die Materialausnutzung des Stanzens mit den für die Luft- und Raumfahrt geeigneten Toleranzen der maschinellen Bearbeitung.

Laserschneiden für Komplexe Merkmale
Die Konstruktion eines Folgeverbundwerkzeugs mit seitlich wirkenden Nocken zum Einstechen von Löchern in die Seitenwand eines gezogenen Bechers ist mechanisch komplex, teuer und führt zu erheblichen Wartungspflichten.
- Die Auswirkungen auf die Kosten: Bei Produktionsvolumina unter 50.000 Stück sind die NRE-Investitionen (Non-Recurring Engineering) für komplexe Seitenlochwerkzeuge selten zu rechtfertigen.
- Die Fertigungsstrategie: Nutzen Sie 3D/5-Achsen-Laserschneidzellen. Die Presse zeichnet die solide Schale, und der Roboterlaser schneidet schnell asymmetrische Flansche, unregelmäßige Seitenfenster oder komplexe Anschlusslayouts. Dadurch bleibt das primäre Stanzwerkzeug mechanisch einfach, robust und weniger anfällig für Ausfallzeiten.
Schweißen und Montagearbeiten
Wenn ein gezogenes Teil Folgendes erfordert Montagebügel, interne Abstandshalter oder die Integration in eine größere Baugruppe, ist Schweißen unvermeidlich.
- Die Technik-Regel: Der hohe Wärmeausdehnungskoeffizient von rostfreiem Stahl führt dazu, dass sich dünnwandige Ziehteile bei ungeregelter Wärmezufuhr stark verformen.
- Die Fertigungsstrategie: Spezifizieren Sie Präzisions-WIG- oder Laserschweißen mit strengen Spannvorrichtungen, um die Wärmeabgabe zu kontrollieren. Wenn in der Prozessrohrleitung geschweißt wird, ist 304L oder 316L zu verwenden, um interkristalline Korrosion in den wärmebeeinflussten Zonen (HAZ) zu verhindern.
Realitäten der Oberflächenveredelung
In den Beschaffungskalkulationen werden die Kosten für die Endbearbeitung von gezogenen Edelstahlteilen häufig unterschätzt. Die extreme Reibung bei der Kaltumformung hinterlässt eine stumpfe und mit Mikroschlieren übersäte Oberfläche.
- Die Auswirkungen auf die Kosten: Mechanisches Polieren (z. B. eine gebürstete Oberfläche von #4) oder Elektropolieren kann die endgültigen Stückkosten leicht um 20% bis 30% erhöhen.
- Die DFM-Lösung: Wenn Elektropolieren oder chemische Passivierung erforderlich ist, muss die Teilegeometrie tiefe Spalten oder gefaltete Säume ausschließen. Unversiegelte Spalten fangen säurehaltige chemische Bäder ein, die noch Wochen nach der Inbetriebnahme des Teils zu lokalem Korrosionsnässen führen.
Prozessvergleich: Wenn Tiefziehen den Werkzeugbau rechtfertigt
Bevor man sich auf die hohen anfänglichen Werkzeugkosten für ein Tiefziehwerkzeug einlässt, muss man den ROI rechtfertigen. Im Vergleich zum mehrteiligen Schweißen oder der Bearbeitung von massiven Knüppeln bietet das Tiefziehen deutliche wirtschaftliche und strukturelle Vorteile für Großserien.
Prozessvergleich für großvolumige Edelstahlteile:
| Metrisch | Tiefziehen | CNC-Bearbeitung | Schweißen/Fertigung |
| Ideales Volumen | Hoch (>10.000 Einheiten) | Niedrig bis mittel | Niedrig bis mittel |
| Materialabfälle | Niedrig (~10-15%) | Hoch (bis zu 80%) | Mittel |
| Produktionsgeschwindigkeit | Sehr schnell (30-60 PPM) | Langsam (10-30 Min./Teil) | Langsam (manuell/robotisch) |
| Strukturelle Integrität | Ausgezeichnet (nahtlos + kaltverfestigt) | Hervorragend (massiver Knüppel) | Variabel (wärmebeeinflusste Zonen) |
| Vorlaufkosten für Werkzeuge | Hoch | Niedrig | Niedrig bis mittel |
| Pro-Einheit-Kosten bei Volumen | Niedrigste | Höchste | Mittel |
Geringere Anzahl von Teilen und weniger Montageaufwand
- Die technische Realität: Die Herstellung eines zylindrischen Gehäuses durch Walzen von Blech und Schweißen einer separaten Endkappe erfordert drei verschiedene Elemente (Wand, Kappe, Schweißzusatz) und mehrere Arbeitsgänge.
- Der kommerzielle Vorteil: Das Tiefziehen formt das identische Gehäuse aus einem einzigen Rohling in einem kontinuierlichen Hub. Der Wegfall der Schweißnähte reduziert radikal Stückliste (BOM) Komplexität, Arbeitsaufwand bei der Montage und das variable Risiko von Bedienungsfehlern.
Verbesserte strukturelle Stärke
- Die technische Realität: Schweißnähte sind von Natur aus die schwächsten Punkte jeder Umhüllung, anfällig für Ermüdungsrisse und Porosität.
- Der kommerzielle Vorteil: Tiefgezogene Teile sind nahtlos. Außerdem wird die schnelle Kaltverfestigung, die die Umformung von rostfreiem Stahl erschwert, zu einem strukturellen Vorteil. Die kaltverformten Seitenwände eines gezogenen 304er-Mantels weisen eine deutlich höhere Streckgrenze auf als das ursprünglich geglühte Coil.
Schnellere Großserienproduktion
- Die technische Realität: Das Aushöhlen einer 100 mm tiefen Edelstahlschale auf einer CNC-Drehmaschine kann 15 bis 25 Minuten Spindelzeit erfordern.
- Der kommerzielle Vorteil: Eine Presse kann diese exakte Geometrie mit einer Geschwindigkeit von 30 bis 60 Teilen pro Minute stanzen. Der Break-even-ROI-Punkt - an dem die Produktionsgeschwindigkeit die Amortisation der Werkzeuge übersteigt - liegt in der Regel zwischen 5.000 und 10.000 Stück. Jenseits dieses Volumens sinken die Stückkosten drastisch.
Formnahe Materialverwendung
- Die technische Realität: Die CNC-Bearbeitung ist subtraktiv. Bei der Bearbeitung eines dünnwandigen Gehäuses aus einem massiven 316er-Block werden bis zu 80% des Rohmaterials in Späne verwandelt.
- Der kommerzielle Vorteil: Tiefziehen ist eine Fast-Net-Shape Prozess. Abgesehen vom beschnittenen Flansch (der in der Regel weniger als 15% der Rohteilfläche ausmacht) verbleibt der größte Teil des gekauften Spulenmaterials im fertigen Bauteil.
Schlussfolgerung
Die Beherrschung des Tiefziehens von rostfreiem Stahl ist ein Balanceakt zwischen Materialwissenschaft und Fertigungsökonomie. Um die Fallen von gebrochenen Wänden, zerstörten Werkzeugen und aufgeblähten Budgets zu vermeiden, müssen Ingenieure streng innerhalb des Grenzziehverhältnisses (LDR) konstruieren, die richtige Legierungssorte festlegen und die harten Realitäten des Werkzeugverschleißes in der Massenproduktion verstehen.
Unser Ingenieurteam bei TZR verfügt über mehr als 10 Jahre Erfahrung in der Blechfertigung, CNC-Bearbeitung und im Rapid Prototyping. Laden Sie noch heute Ihre 3D-CAD- oder STEP-Dateien hoch für eine vollständige DFM-Überprüfung. Unsere Ingenieure helfen Ihnen dabei, praktische Möglichkeiten zur Verbesserung Ihres Teiledesigns zu finden und es für eine effiziente Großserienproduktion vorzubereiten.


