
L'acier inoxydable embouti offre une excellente durabilité et une résistance à la corrosion pour les pièces creuses sans soudure, mais il présente des défis immédiats en matière de fabrication. Il exige jusqu'à 50% de tonnage de presse en plus que l'acier doux au carbone, dégrade rapidement l'outillage non protégé et fonctionne dans une fenêtre étroite entre un formage réussi et une défaillance catastrophique.
Chez TZR, lorsque nous constatons qu'une pièce emboutie est défaillante au cours de la transition entre le prototypage et la production de masse, la cause fondamentale est généralement liée à l'une des cinq variables d'ingénierie :
- Durcissement rapide par écrouissage
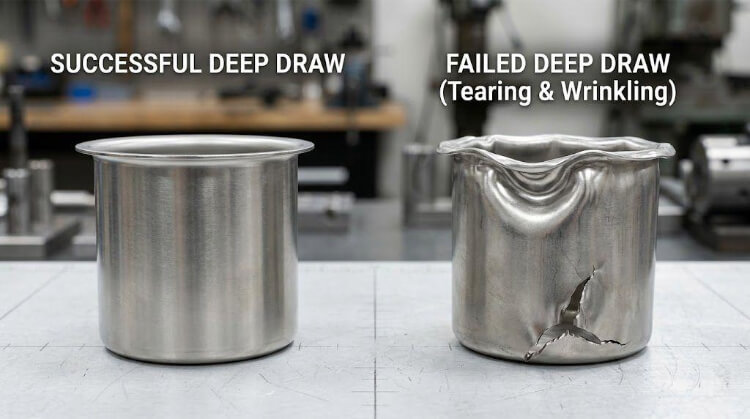
- Déchirure et fracture des murs
- Froissement de la bride
- Usure accélérée de l'outil (grippage)
- Dépassements de coûts dus à une mauvaise sélection des grades
Les paragraphes suivants décrivent les critères exacts de sélection des matériaux, les règles de DFM pour éviter les défauts et les réalités pratiques pour maintenir une production stable et des coûts maîtrisés pendant les grandes séries.
La physique de l'emboutissage de l'acier inoxydable
La résistance élevée à la traction et la couche d'oxyde robuste qui rendent l'acier inoxydable désirable le rendent également hostile au formage à froid. Le contrôle de l'écoulement du matériau sous une pression extrêmement élevée est le principal obstacle technique.
Durcissement au travail
Les aciers inoxydables austénitiques (comme ceux de la série 300) présentent une caractéristique métallurgique spécifique : lorsque le métal se déforme, sa structure cristalline se transforme partiellement en martensite. Cela augmente considérablement la dureté et la limite d'élasticité.
Bien que bénéfique pour la rigidité structurelle de la pièce finale, cet écrouissage rapide agit comme un frein sévère lors de l'emboutissage. Le dépassement des vitesses de pressage optimales ou un emboutissage trop profond fragilise le matériau et conduit à la rupture. Pour les profils extrêmes, où la profondeur dépasse le diamètre, le processus nécessite un recuit intermédiaire pour réinitialiser la structure du grain avant les emboutissages suivants.
Galles et rayures de surface
L'emboutissage profond génère une friction extrême entre l'ébauche et la matrice en acier. Sous cette pression, la couche protectrice d'oxyde de chrome s'effrite, ce qui permet au métal nu de se microsouder à la cavité de la matrice - un mode de défaillance connu sous le nom de grippage.
Le grippage arrache de la matière à la pièce, provoquant des rayures profondes en surface et détruisant un outillage coûteux. Les gros volumes nécessitent des barrières robustes : lubrifiants extrême-pression (EP) ou revêtements à film sec appliqués directement sur l'ébauche. En outre, l'outillage nécessite des traitements de surface avancés, tels que des revêtements PVD (Physical Vapor Deposition), pour survivre à des milliers de cycles sans grippage.
Rides et flux de matières
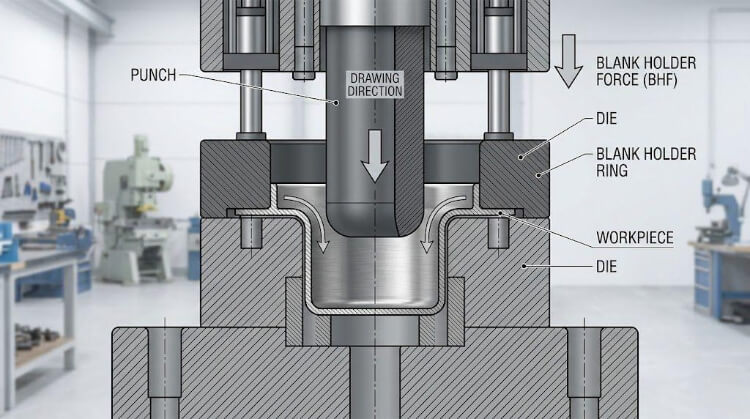
Au fur et à mesure que l'ébauche est tirée dans la matrice, la compression radiale contraint le rebord extérieur à une circonférence beaucoup plus petite. Cette compression induit naturellement un flambage et des plis.
Pour maintenir la planéité de la feuille, la presse applique Force de maintien en blanc (BHF). Cela nécessite un étalonnage précis :
- BHF insuffisant : Permet à la collerette de se plisser et de bloquer la matrice.
- BHF excessif : Restreint le flux, ce qui fait que le poinçon s'étire et déchire le fond de la pièce.
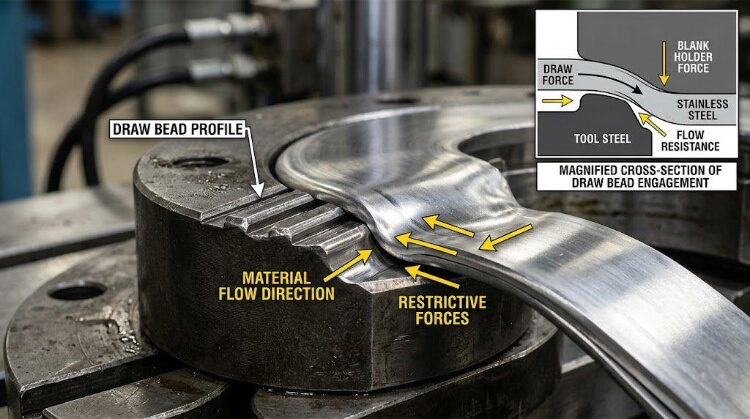
Pour les géométries complexes, nous usinons des bourrelets sur l'anneau de liaison. Ces stries limitent l'écoulement dans des zones très localisées sans nécessiter une augmentation universelle du tonnage de serrage.
Sélection de la qualité des matériaux pour l'emboutissage profond
Le choix de la nuance dicte l'ensemble de la stratégie d'outillage et de production. La spécification d'une nuance dont la formabilité est insuffisante fait grimper les taux de rebut, tandis que la sur-spécification fait gonfler inutilement les coûts unitaires.
Acier inoxydable 304 et 304L
Le type 304 est la référence de l'industrie et convient à environ 80% des applications d'emboutissage. Il équilibre la résistance à la corrosion, la limite d'élasticité et la formabilité pour des taux d'étirage modérés.
Si l'assemblage nécessite soudage secondaireDans ce cas, il est essentiel de spécifier 304L. La faible teneur en carbone empêche la précipitation de carbure au niveau du joint de soudure, ce qui élimine les risques de corrosion localisée sur le terrain.
304DDQ (qualité d'emboutissage)
Pour le formage agressif en une seule étape, 304DDQ utilise une teneur en nickel plus élevée pour supprimer intentionnellement l'effet d'écrouissage. Cela permet au métal de s'étirer beaucoup plus avant d'atteindre son point de rupture.
Malgré un coût de matière première plus élevé par kilogramme, le retour sur investissement est souvent positif dans l'atelier. Si le 304DDQ élimine un cycle de recuit intermédiaire ou réduit un emboutissage en trois étapes à deux étapes, la réduction du temps de traitement et de la complexité de l'outillage compense facilement le surcoût du matériau.
Acier inoxydable 316 et 316L
Contenant du molybdène, le type 316 offre une résistance supérieure aux chlorures et aux produits chimiques agressifs, ce qui le rend obligatoire pour le matériel maritime et les appareils médicaux.
Cependant, le 316 est très résistant au formage. Il possède une limite d'élasticité initiale plus élevée et se durcit plus rapidement que le 304. Il nécessite un tonnage de presse plus élevé, accélère l'usure des matrices et est susceptible de se déchirer au niveau des rayons aigus. Ne spécifiez 316 que lorsque les facteurs environnementaux l'exigent impérativement.
Le risque des grades à faible coût (série 200)
Le remplacement des alliages à faible teneur en nickel (comme la série 200) pour réduire les coûts initiaux des bobines est un piège pour l'approvisionnement. Ces nuances bon marché possèdent une ductilité inférieure et des taux d'écrouissage agressifs.
La tentative d'emboutissage garantit des déchirures fréquentes, un retour élastique important et une dégradation rapide de l'outil. Les économies initiales réalisées sur les bobines sont immédiatement annulées par des taux de rebut élevés et des temps d'arrêt de la presse.
Les règles de DFM qui préviennent les défaillances de l'emboutissage profond
Une pièce emboutie réussie naît de la CAO, et non de l'atelier d'emboutissage. Concevoir des composants en acier inoxydable sans tenir compte des limites physiques du matériau garantit des taux de rebut élevés et des coûts d'outillage gonflés.
Rapport de tirage limite (LDR)
La métrique absolue de la ligne de base pour toute partie cylindrique est le Rapport de tirage limite (LDR). Elle détermine la profondeur maximale à laquelle vous pouvez pousser le métal en un seul coup et se calcule comme suit :
LDR = D_0/D_p
(où D_0 est le diamètre de l'ébauche plate et D_p le diamètre du poinçon).
- Règle d'ingénierie : Pour l'acier inoxydable 304, le LDR maximum sûr est de 1,7 à 2,0.
- Impact sur les coûts : Si votre conception nécessite un LDR > 2,0, le fait de l'intégrer dans une matrice à un seul étage garantit un déchirement du fond. Vous devez passer à un processus d'emboutissage en plusieurs étapes, ce qui double ou triple immédiatement votre investissement initial en outillage.
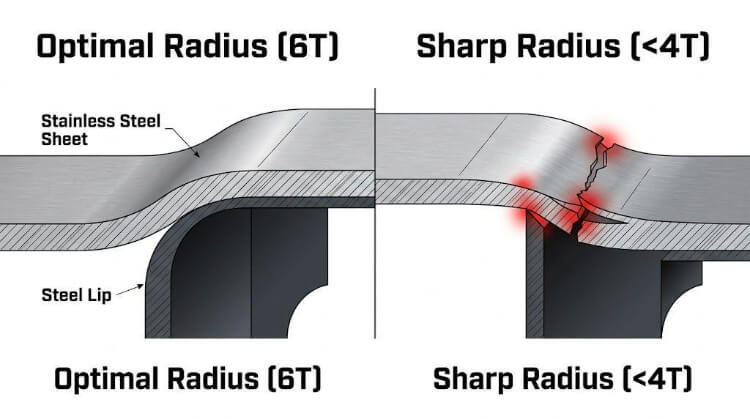
Rayon des poinçons et des coins
Les angles internes aigus agissent comme des concentrateurs de stress massifs. Une matrice dont les rayons sont insuffisants cesse de former le matériau et commence à cisailler directement la tôle inoxydable.
- Règle d'ingénierie : Maintenir le rayon du poinçon (coin inférieur) strictement entre 4T et 10T (où T = épaisseur du matériau).
- La réalité de l'atelier : Si le rayon est 10T, vous risquez d'avoir de graves plis sur les parois latérales parce que le matériau manque de tension lorsqu'il s'écoule sur la lèvre de la filière.
Géométrie asymétrique des pièces
Les pièces parfaitement cylindriques s'étirent uniformément. Cependant, les boîtiers rectangulaires ou les formes asymétriques obligent le matériau à s'accumuler et à se comprimer fortement dans les coins, ce qui crée des contraintes localisées extrêmes.
- Règle d'ingénierie : La profondeur totale de dessin d'une boîte rectangulaire doit rarement dépasser 5 fois le rayon de ses coins.
- Solution de conception : Maximisez les rayons d'angle de vos modèles CAO. Si votre produit nécessite des découpes asymétriques complexes ou des trous latéraux de haute précision, utilisez une stratégie de fabrication composite : dessinez en profondeur la coque principale et terminez les caractéristiques complexes à l'aide d'un outil de fabrication composite. Usinage CNC à 5 axes ou la découpe laser 3D.
Dessin en plusieurs étapes
Lorsque la profondeur d'une pièce dépasse les limites de la LDR, le processus nécessite des redessins progressifs.
- Règle d'ingénierie : Les tirages successifs doivent être progressivement moins agressifs pour tenir compte de l'écrouissage du matériau. Une séquence de réduction standard est la suivante : 40% de réduction lors du premier tirage, 20% lors du deuxième et 15% lors du troisième.
- Impact sur les coûts : Chaque étape nécessite un jeu de poinçons et de matrices spécifiques. Pour éviter le coût élevé d'une troisième ou d'une quatrième étape, il convient d'introduire une étape intermédiaire de recuit thermique afin de réinitialiser la structure du grain du matériau, ce qui permet un emboutissage secondaire plus profond.
Pourquoi les pièces embouties échouent dans la production de masse?
Le prototypage d'une pièce en acier inoxydable est un processus contrôlé ; la production en série de 100 000 unités est un test d'endurance. Les défaillances en grande série sont rarement dues à la conception initiale ; elles sont causées par la dégradation des variables dans l'environnement de fabrication.
Usure des outils et galets
- Le point de douleur : Les taux de rebut passent soudainement de 21 à 151 tonnes au cours de la troisième semaine d'un cycle de production, ce qui s'accompagne de profondes rayures sur les pièces.
- La cause première : L'acier inoxydable est très abrasif. Le frottement continu dégrade les surfaces des matrices standard, provoquant des soudures à froid microscopiques (grippage) entre la tôle et l'outillage.
- La solution : Appliquer des revêtements PVD (Physical Vapor Deposition) ou TD avancés à l'outillage, en s'appuyant sur un programme de maintenance interne strict. L'outillage de qualité supérieure élimine les temps d'arrêt hebdomadaires liés au polissage, augmentant ainsi les rendements de la production de masse et réduisant le coût total de possession (TCO).
Variation de l'épaisseur de la bobine
- Le point de douleur : Blocages soudains de la presse ou plissement imprévisible des brides sur une ligne auparavant stable.
- La cause première : Les bobines mères de matières premières présentent intrinsèquement des variations de calibre. Une bobine de 304 de 1,5 mm d'épaisseur peut varier de 0,05 mm. Étant donné que l'étirage repose sur des micro-dégagements hyperprécis, une section plus épaisse provoque un frottement extrême, tandis qu'une section plus fine induit des plis localisés.
- La solution : Mettre en œuvre un contrôle de qualité strict à la réception en utilisant des contrôles micrométriques automatisés avant que la bobine n'entre dans la dérouleuse.

Entretien de la lubrification
- Le point de douleur : Rupture thermique de la barrière de frottement, entraînant le déchirement des pièces.
- La cause première : À raison de 30 à 60 coups par minute, l'outillage génère une chaleur considérable. L'écouvillonnage manuel ou les systèmes de lubrification au goutte-à-goutte obsolètes ne permettent pas de maintenir une couverture fluide constante.
- La solution : Intégrer des buses de pulvérisation programmables et automatisées qui délivrent des micro-doses précises de Composés de tréfilage extrême pression (EP) immédiatement avant la fermeture de la filière.
Nettoyage de la surface après le formage
- Le point de douleur : Des taux d'échec élevés dans les opérations secondaires en aval, tels que des défauts de soudage TIG ou des résultats d'électropolissage tachetés.
- La cause première : Les huiles très visqueuses et résistantes nécessaires à l'emboutissage se déposent sur le métal sous l'effet de la chaleur de déformation. Elles ne peuvent pas être éliminées manuellement.
- La solution : La production de gros volumes nécessite absolument des lignes industrielles de nettoyage à ultrasons ou de dégraissage à la vapeur en plusieurs étapes. Si votre fournisseur de services d'emboutissage ne dispose pas d'une infrastructure de lavage à haut rendement, le nettoyage devient un goulot d'étranglement important pour la production.
Cohérence dimensionnelle et retour élastique
- Le point de douleur : Les brides se déforment et la profondeur totale sort de la tolérance.
- La cause première : Les aciers inoxydables austénitiques présentent un retour élastique important. Avec l'usure des jeux d'outils et les fluctuations des températures de fonctionnement de la presse au cours d'une longue période de travail, la valeur exacte du retour élastique change de manière dynamique.
- La solution : Utiliser Contrôle statistique des processus (CSP). Les opérateurs doivent mesurer les dimensions critiques à intervalles réguliers afin de micro-ajuster les paramètres de la presse (comme la force de maintien de la pièce brute - BHF) avant que des pièces hors spécifications ne soient produites en série.
Combinaison de l'emboutissage avec des processus secondaires
Une erreur fréquente de DFM dans la production en grande série consiste à forcer une seule matrice progressive à former toutes les caractéristiques complexes d'une pièce. Dans l'atelier, l'emboutissage est plus efficace lorsqu'il est considéré comme la base à grande vitesse d'une architecture de fabrication composite.
Usinage CNC après dessin
L'emboutissage profond excelle dans le façonnage volumétrique mais manque intrinsèquement de micro-précision.
- La règle d'ingénierie : Une matrice d'emboutissage standard permet de maintenir des tolérances générales de ±0,15 mm à ±0,25 mm. Si un composant nécessite une rainure de joint torique, des filets taraudés ou une surface d'accouplement critique avec une tolérance de planéité de 0,02 mm, il doit être usiné.
- La stratégie de fabrication : Dessinez d'abord l'ébauche pour établir la géométrie globale, puis fixez la pièce dans une fraise CNC à 5 axes. Cette approche hybride permet de combiner l'utilisation des matériaux de l'emboutissage avec les tolérances de qualité aérospatiale de l'usinage.

Découpe au laser pour les caractéristiques complexes
La conception d'une filière progressive avec des cames à action latérale pour percer des trous dans la paroi latérale d'une tasse étirée est mécaniquement complexe, coûteuse et entraîne des obligations de maintenance importantes.
- L'impact des coûts : Pour des volumes de production inférieurs à 50 000 unités, l'investissement NRE (Non-Recurring Engineering) pour un outillage complexe de perçage latéral est rarement justifiable.
- La stratégie de fabrication : Utiliser des cellules de découpe laser 3D/5 axes. La presse dessine la coque solide et le laser robotisé découpe rapidement les brides asymétriques, les fenêtres latérales irrégulières ou les ports complexes. L'outil d'emboutissage primaire reste ainsi mécaniquement simple, robuste et moins sujet aux temps d'arrêt.
Opérations de soudage et d'assemblage
Lorsqu'une pièce étirée nécessite supports de montageLe soudage est inévitable, qu'il s'agisse de l'utilisation d'un système de fixation interne ou de l'intégration dans un ensemble plus vaste.
- La règle d'ingénierie : Le coefficient de dilatation thermique élevé de l'acier inoxydable signifie que les pièces étirées à parois minces se déforment gravement en cas d'apport de chaleur non régulé.
- La stratégie de fabrication : Spécifiez un soudage TIG ou laser de précision en utilisant des gabarits de fixation stricts pour contrôler la dissipation de la chaleur. En outre, si le soudage est effectué dans la tuyauterie, spécifier 304L ou 316L pour éviter la corrosion intergranulaire dans les zones affectées par la chaleur (HAZ).
Réalités de la finition de surface
Les calculs d'approvisionnement sous-estiment souvent le coût de la finition des pièces étirées en acier inoxydable. Le frottement extrême du processus de formage à froid laisse la surface visuellement terne et couverte de micro-stries.
- L'impact des coûts : Le polissage mécanique (par exemple, une finition brossée #4) ou l'électropolissage peuvent facilement ajouter 20% à 30% au coût unitaire final.
- La solution DFM : En cas d'électropolissage ou de passivation chimique est nécessaire, la géométrie de la pièce doit éliminer les crevasses profondes ou les ourlets pliés. Les interstices non scellés retiennent les bains chimiques acides, ce qui entraîne un suintement de corrosion localisé des semaines après la mise en service de la pièce.
Comparaison des processus : Quand l'emboutissage justifie l'outillage
Avant de s'engager dans le coût initial élevé de l'outillage d'une filière d'emboutissage, il est nécessaire de justifier le retour sur investissement. Par rapport au soudage en plusieurs pièces ou à l'usinage à partir de billettes pleines, l'emboutissage offre des avantages commerciaux et structurels indéniables pour les grandes séries.
Comparaison des procédés pour les pièces en acier inoxydable à grand volume :
| Métrique | Dessin en profondeur | Usinage CNC | Soudage / Fabrication |
| Volume idéal | Élevé (>10 000 unités) | Faible à moyen | Faible à moyen |
| Déchets matériels | Faible (~10-15%) | Haut (jusqu'à 80%) | Moyen |
| Vitesse de production | Très rapide (30-60 PPM) | Lent (10-30 minutes/partie) | Lent (manuel/robot) |
| Intégrité structurelle | Excellent (sans soudure + écrouissage) | Excellent (Billet massif) | Variable (zones affectées par la chaleur) |
| Coût initial de l'outillage | Haut | Faible | Faible à moyen |
| Coût unitaire au volume | Le plus bas | Le plus élevé | Moyen |
Réduction du nombre de pièces et du travail d'assemblage
- La réalité de l'ingénierie : La fabrication d'un boîtier cylindrique par laminage de tôle et soudage d'un capuchon d'extrémité séparé nécessite trois éléments distincts (paroi, capuchon, mastic de soudage) et de multiples opérations de manutention.
- L'avantage commercial : L'emboutissage profond permet de former des boîtiers identiques à partir d'une seule pièce brute en une seule fois. L'élimination des cordons de soudure réduit radicalement les coûts de production. Nomenclature (BOM) la complexité, le travail d'assemblage et le risque variable d'erreur de l'opérateur.
Amélioration de la résistance structurelle
- La réalité de l'ingénierie : Les cordons de soudure sont par nature les points les plus faibles de toute enceinte, susceptibles de se fissurer sous l'effet de la fatigue et de devenir poreux.
- L'avantage commercial : Les pièces embouties sont sans soudure. En outre, l'écrouissage rapide qui rend l'acier inoxydable difficile à former devient un atout structurel. Les parois latérales écrouies d'une coque en 304 emboutie possèdent une limite d'élasticité nettement supérieure à celle de la bobine recuite d'origine.
Une production en grande série plus rapide
- La réalité de l'ingénierie : L'évidage d'une coupelle en acier inoxydable de 100 mm de profondeur sur un tour CNC peut nécessiter 15 à 25 minutes de temps de broche.
- L'avantage commercial : Une presse peut estampiller cette géométrie exacte à une vitesse de 30 à 60 pièces par minute. Le seuil de rentabilité - où la vitesse de production dépasse l'amortissement de l'outillage - se situe généralement entre 5 000 et 10 000 unités. Au-delà de ce volume, les coûts unitaires diminuent considérablement.
Utilisation de matériaux de forme quasi-nette
- La réalité de l'ingénierie : L'usinage CNC est soustractif. L'usinage d'un boîtier à parois minces à partir d'un bloc massif de 316 transforme jusqu'à 80% du matériau brut en copeaux de rebut.
- L'avantage commercial : Le dessin en profondeur est un Forme quasi-nette processus. Hormis la collerette rognée (généralement inférieure à 15% de la zone de découpe), la grande majorité de la bobine achetée reste dans le composant final.
Conclusion
La maîtrise de l'emboutissage profond de l'acier inoxydable est un exercice d'équilibre entre la science des matériaux et l'économie de la fabrication. Pour éviter les pièges des parois fracturées, de l'outillage détruit et des budgets explosés, les ingénieurs doivent concevoir en respectant strictement le rapport d'emboutissage limite (LDR), spécifier la bonne nuance d'alliage et comprendre les dures réalités de l'usure de l'outillage en production de masse.
Chez TZR, notre équipe d'ingénieurs a plus de 10 ans d'expérience dans la fabrication de tôles, l'usinage CNC et le prototypage rapide. Téléchargez vos fichiers CAO 3D ou STEP dès aujourd'hui pour un examen complet de la DFM. Nos ingénieurs vous aideront à trouver des moyens pratiques d'améliorer la conception de votre pièce et de la préparer à une production efficace en grande quantité.


