Usinage des filets : Guide d'ingénierie pour la sélection des processus et la DFM
Usinage des filets : Guide d'ingénierie pour la sélection des processus et la DFM
Caleb Hayes
Publié :
L'usinage des filets est généralement l'une des opérations finales d'un processus de fabrication. Fabrication CNC cycle. Une défaillance à ce stade - comme un taraud cassé ou un profil de filet déchiré - entraîne souvent la mise au rebut de l'ensemble de la pièce, gaspillant ainsi tout le temps d'usinage et le matériau investis précédemment.
Le choix de la méthode de filetage appropriée est une décision technique qui dépend de la limite d'élasticité du matériau, de la géométrie de la pièce et du volume de production. Ce guide explique comment choisir entre le taraudage, le fraisage de filets et le tournage. Il aborde également les principales lignes directrices de la DFM qui permettent de faire le lien entre le prototypage rapide et la production de masse.
Sélection du processus d'usinage des filets
Méthodes d'usinage du filetage
Les différents procédés de filetage manipulent la physique des matériaux de manière distincte. La méthode optimale change radicalement lorsqu'un projet passe du prototypage en petite quantité à la fabrication en grande quantité.
Couper le taraudage
Le taraudage par enlèvement de copeaux enlève de la matière pour créer le profil du filet, générant ainsi des copeaux physiques.
Application : Tailles de filets standard dans des matériaux à usinage libre tels que l'acier au carbone, la fonte et certains alliages d'aluminium.
Considérations : L'évacuation des copeaux est le principal défi. Dans les trous borgnes, si les copeaux s'accumulent au fond, le couple de coupe requis monte en flèche, ce qui entraîne souvent la rupture de l'outil.
Taraudage de forme (taraudage par roulage)
Le taraudage de forme déplace la matière pour former le profil du filet par déformation plastique, plutôt que par découpage.
Application : Matériaux ductiles tels que l'aluminium 6061-T6, le laiton, le cuivre et l'acier à faible teneur en carbone.
Avantage de la production : Ce procédé ne génère pas de copeaux, ce qui le rend très fiable pour les trous borgnes. L'effet de l'usinage à froid comprime la structure des grains du matériau, ce qui augmente la résistance à la traction du filet. Parce qu'il fonctionne à des vitesses de broche plus élevées et que l'usure de l'outil est moindre, le taraudage par déformation est la méthode privilégiée pour la production en série de boîtiers ou de dissipateurs thermiques en aluminium.
Fraisage de filets
Le fraisage de filets utilise un outil de coupe rotatif à cannelures multiples se déplaçant sur une trajectoire hélicoïdale pour usiner le filet.
Application : Alliages difficiles à usiner (par exemple, acier inoxydable 304/316, titane), pièces asymétriques, filets de grand diamètre ou composants de grande valeur.
Avantage de la production : Il s'agit du processus le moins risqué. Le diamètre de l'outil étant inférieur à celui du trou, l'évacuation des copeaux est très efficace. Si un outil se casse, il tombe du trou sans mettre la pièce au rebut. Lors du prototypage rapide, le fraisage de filets offre une flexibilité maximale, permettant à un seul outil de couper différents diamètres du même pas.
Tournage de filets externes
Réalisé sur un tour, ce procédé utilise une plaquette en carbure à pointe unique correspondant au profil du filet, en plusieurs passes pour couper un filet extérieur.
Application : Standard pour les arbres, les raccords personnalisés et les composants cylindriques nécessitant une concentricité stricte entre le filetage et l'axe de rotation.
Filets roulés et inserts
Fils roulés : Procédé de formage à froid par lequel des pièces métalliques sont pressées entre des matrices trempées. Il permet d'obtenir un flux ininterrompu de grains, ce qui se traduit par la plus grande résistance possible. Il s'agit du processus ultime de fabrication de masse pour les filetages extérieurs (comme les fixations standard), qui permet de réduire le coût par pièce à quelques fractions de centimes à l'échelle.
Inserts filetés (par exemple, hélicoïdaux) : Pour les substrats souples (tels que l'aluminium ou le magnésium) soumis à des charges de serrage élevées ou à des assemblages répétés, les filetages taraudés directement se dénudent. La solution technique standard consiste à usiner un trou surdimensionné pour installer un insert fileté en acier inoxydable, ce qui permet d'obtenir une interface d'usure durable.
Matrice de décision du processus
Utilisez la matrice suivante pour aligner rapidement vos exigences en matière de filetage sur le processus d'atelier approprié :
Processus
Meilleure application matérielle
Avantage principal
Risque de bris d'outil
Volume de production idéal
Couper le taraudage
Aciers de décolletage, Fonte
Temps de cycle rapides, coûts d'outillage initiaux faibles
Haut (dans les trous borgnes)
Faible à moyen
Taraudage de forme
Aluminium, laiton, acier doux
Zéro copeaux, filets plus résistants, longue durée de vie de l'outil
Faible
Moyen à élevé
Fraisage de filets
Acier inoxydable, Titane, Exotiques
Risque de rebut nul, haute précision, flexibilité
Très faible
Du prototype au support
Tournage du fil
Tout matériau de qualité pour le tournage
Haute concentricité, excellente finition de surface
Faible
De faible à élevé (pièces de tour)
Roulage du fil
Aciers au carbone, Aciers alliés
Résistance ultime, coût unitaire le plus bas
Aucun (procédé de moulage)
De la production de masse à la production de pointe
Facteurs de conception qui affectent la qualité du filetage
La qualité du filetage et les coûts de fabrication finaux sont fortement influencés par le modèle CAO initial. Le respect des directives DFM standard permet d'éviter l'usure excessive de l'outillage et de réduire considérablement les délais de production.
Taille du trou et petit diamètre
La taille du trou pré-percé détermine le pourcentage d'engagement du filet.
Ligne directrice : Conçu pour un engagement des filets de 65% à 75%.
Ingénierie physique : Concevoir pour un engagement du filetage de 100% est une erreur courante. Le passage d'un engagement de 75% à 100% n'entraîne qu'une augmentation marginale de ~5% de la résistance du joint, mais nécessite un couple de taraudage presque trois fois plus élevé. Un engagement 75% offre une intégrité structurelle optimale tout en maintenant les forces d'usinage dans des limites sûres.
Profondeur du filet
Ligne directrice : Limiter les profondeurs de filetage à 1,5 à 2 fois le diamètre nominal (1,5xD à 2xD).
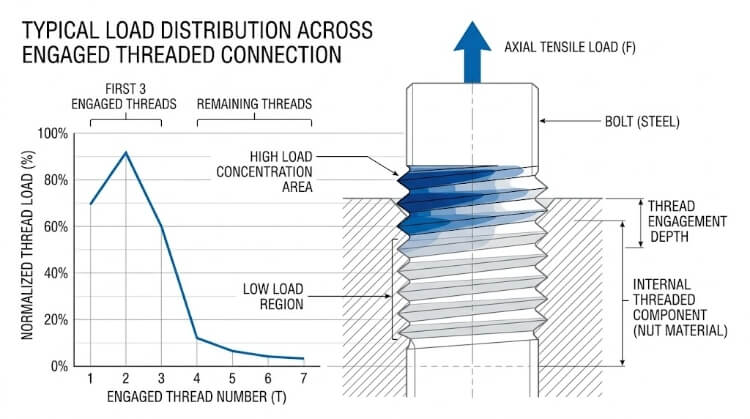
Ingénierie physique : La charge mécanique n'est pas répartie uniformément sur un assemblage fileté. En raison de l'allongement du pas du boulon sous contrainte de traction, les trois ou quatre premiers filets absorbent jusqu'à 80% de la charge mécanique. La spécification de filets plus profonds que 2xD apporte une résistance à la traction supplémentaire négligeable, mais augmente de manière exponentielle le risque de formation de paquets de copeaux, de déviation de l'outil et de manque de liquide de refroidissement au cours de la fabrication.
Répartition de la charge sur l'engagement du filetage
Dégagement du trou borgne
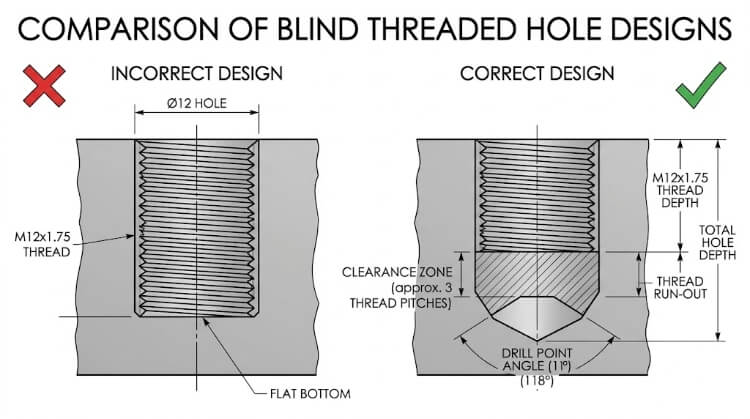
Les tarauds ne peuvent pas couper des filets complets sur le fond absolument plat d'un trou percé en raison du chanfrein sur le bord d'attaque de l'outil.
Ligne directrice : La profondeur de perçage initiale doit dépasser d'au moins 2 à 3 pas de filets la profondeur de filetage fonctionnelle requise.
Raison d'être : Cette section non filetée fournit l'espace nécessaire pour que le chanfrein du taraud puisse sortir de la coupe et agit comme un réservoir pour les copeaux compactés. Si un taraud s'écrase contre le trou, il se brise instantanément.
Conception d'un trou borgne Filetage incorrect ou correct Dégagement au fond du trou
Chanfreins et entrées de filets
Ligne directrice : Inclure un chanfrein de 90° ou 120° à l'entrée des trous filetés, légèrement plus grand que le diamètre principal.
Raison d'être : Un chanfrein guide physiquement le taraud vers le centre lors de l'entrée de l'outil, empêche la matière de se déplacer dans une bavure surélevée sur la surface de contact et élimine pratiquement le risque de filetage croisé lors de l'assemblage final.
Filets standard et spéciaux
Ligne directrice : Dans la mesure du possible, les pas grossiers ou fins standard (par exemple, série M métrique standard ou UNC/UNF) sont utilisés par défaut.
Raison d'être : La spécification de pas de vis personnalisés ou non standard (par exemple, M14 x 1,25 au lieu de M14 x 1,5) exige que l'atelier d'usinage s'approvisionne en outillage rectifié sur mesure. Cela augmente les coûts d'installation initiaux et interrompt généralement la production pendant une à deux semaines en attendant l'arrivée des outils.
Problèmes de production dans le domaine de l'usinage des filets
Même avec une sélection de processus et une DFM optimales, l'usinage des filets présente des défis mécaniques et thermiques spécifiques dans l'atelier. La compréhension de ces modes de défaillance est essentielle pour les ingénieurs lorsqu'ils évaluent les capacités d'un fabricant ou diagnostiquent les pièces rejetées.
Évacuation des copeaux et emballage
L'enlèvement inefficace des copeaux est la principale cause de défaillance catastrophique des tarauds.
La physique : Dans les trous borgnes, les copeaux qui ne sont pas évacués avec succès se compriment au fond de l'alésage. Lorsque le taraud continue d'avancer vers le bas, il heurte cette masse compacte, ce qui provoque un pic instantané du couple de la broche qui cisaille l'outil.
Solution d'ingénierie : Les machinistes déterminent le flux des copeaux en fonction de la géométrie de l'outil. Les tarauds à pointe hélicoïdale (tarauds à canon) poussent les copeaux vers l'avant et ne doivent être utilisés que pour les trous débouchants. Les tarauds à goujures spirales tirent les copeaux vers le haut et hors de l'alésage, ce qui les rend obligatoires pour le taraudage de trous borgnes.
Bordure intégrée (BUE) et galeries
La physique : Lors de l'usinage de matériaux gommeux (comme l'aluminium ou l'acier à faible teneur en carbone), la combinaison de la chaleur et de la pression provoque la soudure par friction de particules microscopiques de la pièce à usiner sur l'arête de coupe de l'outil. Cette "arête accumulée" dégrade la géométrie de l'outil, ce qui se traduit par des profils de filetage déchirés, surdimensionnés ou rugueux.
Solution d'ingénierie : Pour atténuer le BUE, il faut réduire la friction. Pour ce faire, on utilise des outils hautement polis, des revêtements spécifiques (tels que TiCN ou TiB2), on augmente la lubrification du liquide de refroidissement et on optimise les vitesses de coupe afin de cisailler proprement le matériau avant de pouvoir le souder.
Usure de l'outil et dérive du diamètre primitif
La physique : Les tarauds ne se cassent pas seulement, ils s'usent progressivement. Au fur et à mesure que les arêtes de coupe s'abrasent, les filets intérieurs deviennent progressivement plus petits (plus serrés). Si elle n'est pas détectée, cette dérive se traduit par des filetages qui n'acceptent pas les attaches standard.
Fiche de dépannage pour l'usinage des filets
Vous trouverez ci-dessous une matrice de référence rapide pour diagnostiquer et résoudre les problèmes de filetage les plus courants dans l'atelier :
Symptôme
Cause première
Solution de fabrication
Le robinet se casse lors de la rétractation
Emballage de copeaux au fond d'un trou borgne.
Passer à un taraud de forme ou à un taraud à goujure hélicoïdale à haute hélice ; augmenter le dégagement du trou borgne.
Flancs de fils déchirés ou rugueux
Bordure intégrée (BUE) soudée par friction à l'outil.
Augmenter la concentration du liquide de refroidissement ; passer à un robinet poli/non revêtu (pour l'aluminium).
La jauge "No-Go" s'enfile jusqu'au bout
Trou surdimensionné ; écoulement du robinet/manœuvre.
Vérifier le faux-rond de la broche (TIR) ; vérifier le diamètre de pré-perçage ; s'assurer que le taraud est maintenu dans une pince de serrage de précision.
Galvanisation lors de l'assemblage final
Soudage à froid des pièces jointes (fréquent pour l'acier inoxydable).
S'assurer que les filetages sont propres ; appliquer un composé antigrippant ; vérifier que l'état de surface des filetages est inférieur à 63 µin Ra.
Cas particuliers d'usinage de filets
Les lignes directrices standard en matière de DFM doivent être adaptées lorsqu'il s'agit de matériaux exotiques de grande valeur, de microcaractéristiques extrêmes ou de modifications dimensionnelles après traitement.
Aciers inoxydables austénitiques et alliages de titane
Les matériaux tels que l'acier inoxydable 304/316 et le titane de grade 5 sont très sensibles à l'écrouissage.
Le coût de l'échec : Les ébauches en titane et les opérations initiales d'ébauche sont très coûteuses. Si un taraud se casse à cause de l'écrouissage lors de l'opération finale de filetage, un composant aérospatial $500 est instantanément réduit à l'état de ferraille.
Stratégie de fabrication : Le taraudage de ces alliages nécessite des configurations de machines extrêmement rigides, des arêtes de coupe tranchantes et un liquide de refroidissement à travers la broche (TSC) pour projeter les copeaux hors du trou et réduire les chocs thermiques. Toutefois, pour éliminer totalement le risque financier, le fraisage de filets est le processus obligatoire pour les trous borgnes de grande valeur dans ces matériaux.
Micro-Threading (< M2 ou #2-56)
Considérations : Pour les filetages miniatures que l'on trouve dans les appareils médicaux ou l'électronique aérospatiale, les forces de coupe sont minimes, mais la tolérance au désalignement est pratiquement nulle.
Stratégie de fabrication : Le principal ennemi du micro-filetage est le faux-rond de la broche (TIR - Total Indicator Reading). Même 5 microns (0,0002″) d'oscillation suffisent à casser un micro-taraud. Ces caractéristiques nécessitent des pinces de serrage ultra-précises et utilisent fréquemment des cycles de "taraudage par chocs" (avancer et rétracter l'outil à plusieurs reprises pour briser les copeaux en toute sécurité).
Tolérances de finition de surface
C'est l'un des oublis les plus fréquents et les plus coûteux dans les dessins techniques. Les traitements de post-usinage ajoutent de l'épaisseur physique à la pièce, ce qui modifie directement le diamètre primitif du filet.
Impact quantifié : Par exemple, l'anodisation à couche dure de type III (MIL-A-8625) ajoute généralement 0,001″ à 0,002″ (25 à 50 microns) d'épaisseur à toutes les surfaces. Dans un trou fileté standard M3 ou #4-40, cette accumulation est suffisante pour entraîner le grippage complet de la fixation correspondante.
Stratégie de fabrication : Les ingénieurs doivent spécifier l'épaisseur du placage et indiquer si les dimensions du filetage s'appliquent. avant ou après l'enrobage. L'atelier d'usinage utilisera alors des tarauds surdimensionnés (désignés par des limites "H" plus élevées aux États-Unis, telles que H4 ou H5, ou des classes de tolérance "6G" en métrique) pour couper le filetage plus grand que la norme. Une fois que le revêtement s'est accumulé, les dimensions finales se situent précisément dans les limites de la spécification nominale.
Inspection du filetage et contrôle de la qualité
Prouver qu'un filet est géométriquement conforme est aussi important que de l'usiner. Les équipes chargées des achats et de l'assurance qualité s'appuient sur une métrologie normalisée pour vérifier la forme des filets avant l'assemblage.
Vérification standard : Jauges Go/No-Go
La norme industrielle pour une inspection rapide et fiable des filets dans l'atelier.
Jauges à bouchon (filets internes) : La jauge "Go" vérifie l'état maximal du matériau (en s'assurant que le diamètre du pas est suffisamment grand et que le filetage est suffisamment profond). La jauge "No-Go" vérifie la condition minimale du matériau.
Critères d'acceptation : La jauge "Go" doit s'enfiler complètement à la main dans la profondeur désignée. La jauge "No-Go" ne doit pas s'engager plus de deux ou trois tours complets avant de se bloquer. Si elle s'engage plus loin, le trou est surdimensionné et la pièce doit être rejetée.
Mesures de précision : Micromètres à pas et méthode des 3 fils
Pour les filetages extérieurs (tels que les arbres tournés sur mesure), de simples jauges à anneau sont souvent insuffisantes pour le contrôle statistique du processus, car elles ne fournissent pas de valeur numérique quantifiable de l'usure de l'outil.
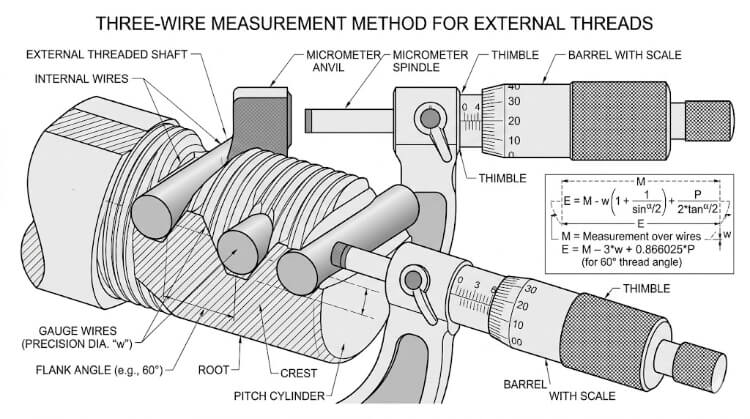
Mesure à trois fils pour les filetages extérieurs
Application de métrologie : Les inspecteurs de la qualité utilisent des micromètres de pas de vis ou la "méthode des trois fils". En plaçant trois fils précisément mis à la terre dans les rainures du filetage et en mesurant en travers, les inspecteurs utilisent des formules trigonométriques normalisées pour calculer le diamètre exact du pas de vis au dix millième de pouce (0,0001″).
Surveillance automatisée en cours de processus
Dans les environnements modernes de fabrication en grande série, l'inspection physique de chaque fil est prohibitive.
Stratégie d'assurance qualité : Les machines CNC avancées utilisent un système de contrôle de la charge de la broche. La machine établit une courbe de couple de base pendant le filetage de la première pièce acceptable dans le cadre de l'inspection du premier article (FAI). Si la charge de la broche s'écarte de cette courbe d'un pourcentage spécifié, ce qui indique une usure de l'outil, une accumulation de copeaux ou un taraud cassé, la machine arrête automatiquement la production, empêchant ainsi la fabrication d'un lot hors tolérance.
Conclusion
L'usinage des filets semble simple sur le dessin, mais le résultat dépend de nombreux détails. La méthode de filetage, la conception du trou, le matériau, l'état de l'outil et l'approche de l'inspection sont autant d'éléments qui influencent le bon fonctionnement du filetage dans la production réelle.
Un bon fil n'est pas seulement un fil qui peut être coupé. Il doit également se dérouler en douceur lors de l'assemblage, rester cohérent d'un lot à l'autre et éviter les rebuts ou les reprises qui pourraient être évités. C'est pourquoi l'usinage des filets doit être envisagé dès le début, en particulier pour les trous borgnes, les petits filets, les matériaux difficiles et les pièces exigeant une finition.
Vous avez une pièce filetée à fabriquer ? Envoyez-nous votre dessinNotre équipe peut examiner la pièce, suggérer une méthode de filetage pratique et signaler tout risque lié à la conception ou à la production avant le début de l'usinage. Notre équipe peut examiner la pièce, suggérer une méthode de filetage pratique et signaler tout risque lié à la conception ou à la production avant le début de l'usinage.
Merveilleux ! Partager ce cas :
Caleb Hayes
Caleb Hayes a plus de dix ans d'expérience dans l'industrie de la tôlerie, se spécialisant dans la fabrication de précision et la résolution de problèmes. Très attaché à la qualité et à l'efficacité, il apporte à chaque projet des connaissances et une expertise précieuses, garantissant des résultats de premier ordre et la satisfaction du client dans tous les aspects de la métallurgie.