Обработка резьбы: Инженерное руководство по выбору технологического процесса и DFM
Обработка резьбы: Инженерное руководство по выбору технологического процесса и DFM
Калеб Хейс
Опубликовано:
Обработка резьбы обычно является одной из завершающих операций в Производство с ЧПУ цикл. Неудача на этом этапе - например, сломанный метчик или сорванный профиль резьбы - часто приводит к отбраковке всей детали, что приводит к потере всего ранее вложенного в обработку времени и материала.
Выбор подходящего метода нарезания резьбы - это инженерное решение, обусловленное пределом текучести материала, геометрией детали и объемом производства. В этом руководстве объясняется, как выбрать между нарезанием, фрезерованием и точением. В нем также рассматриваются ключевые рекомендации по DFM, которые помогают связать быстрое создание прототипов с серийным производством.
Выбор процесса обработки резьбы
Методы обработки резьбы
Различные процессы резьбы по-разному влияют на физику материала. Оптимальный метод резко меняется при переходе от малосерийного прототипирования к крупносерийному производству.
Нарезка резьбы
Резьбонарезание снимает материал для создания профиля резьбы, образуя физическую стружку.
Применение: Стандартные размеры резьбы в материалах, подвергающихся свободной обработке, таких как углеродистая сталь, чугун и специальные алюминиевые сплавы.
Соображения: Основной проблемой является удаление стружки. В глухих отверстиях, если стружка скапливается на дне, требуемый крутящий момент резания резко возрастает, что часто приводит к поломке инструмента.
Нарезание резьбы по форме (нарезание роликов)
При нарезании резьбы по форме материал вытесняется для формирования профиля резьбы путем пластической деформации, а не резки.
Применение: Вязкие материалы, такие как алюминий 6061-T6, латунь, медь и низкоуглеродистая сталь.
Преимущество производства: При этом процессе не образуется стружки, что делает его очень надежным для глухих отверстий. Эффект холодной обработки сжимает зернистую структуру материала, повышая прочность резьбы на разрыв. Поскольку этот метод работает на более высоких скоростях шпинделя с меньшим износом инструмента, нарезание резьбы по форме является предпочтительным при расширении массового производства алюминиевых корпусов и радиаторов.
Фрезерование резьбы
При фрезеровании резьбы используется вращающийся многолезвийный режущий инструмент, движущийся по винтовой траектории.
Применение: Труднообрабатываемые сплавы (например, нержавеющая сталь 304/316, титан), асимметричные детали, резьба большого диаметра или дорогостоящие компоненты.
Преимущество производства: Это процесс с наименьшим риском. Поскольку диаметр инструмента меньше диаметра отверстия, удаление стружки происходит очень эффективно. Если инструмент ломается, он выпадает из отверстия, не отбраковывая деталь. При быстром создании прототипов резьбофрезерование обеспечивает максимальную гибкость, позволяя одним инструментом нарезать различные диаметры с одинаковым шагом.
Нарезание наружной резьбы
При нарезании наружной резьбы на токарном станке используется одноточечная твердосплавная пластина, соответствующая профилю резьбы, за несколько проходов.
Применение: Стандарт для валов, нестандартных фитингов и цилиндрических деталей, требующих строгой концентричности между резьбой и осью вращения.
Накатанная резьба и вставки
Скрученные нити: Процесс холодной штамповки, при котором металлические заготовки сжимаются между закаленными штампами. Это обеспечивает непрерывный поток зерен, что приводит к максимально возможной прочности. Это самый совершенный процесс массового производства наружной резьбы (например, стандартных крепежных деталей), позволяющий снизить стоимость одной детали до долей цента в масштабе.
Резьбовые вставки (например, геликоилы): В мягких субстратах (таких как алюминий или магний), подвергающихся высоким зажимным нагрузкам или многократной сборке, прямая нарезанная резьба срывается. Стандартным инженерным решением является обработка отверстия увеличенного размера для установки резьбовой вставки из нержавеющей стали, обеспечивающей долговечный износостойкий интерфейс.
Матрица принятия решений по процессам
Используйте следующую матрицу, чтобы быстро согласовать требования к нарезке резьбы с соответствующим цеховым процессом:
Процесс
Наилучшее применение материала
Основное преимущество
Риск поломки инструмента
Идеальный объем производства
Нарезка резьбы
Стали для свободной обработки, чугун
Быстрое время цикла, низкая первоначальная стоимость инструмента
Высокий (в глухих отверстиях)
От низкого до среднего
Нарезание форм
Алюминий, латунь, мягкая сталь
Отсутствие стружки, прочная резьба, долгий срок службы инструмента
Низкий
От среднего до высокого
Фрезерование резьбы
Нержавеющая сталь, титан, экзотика
Отсутствие риска брака, высокая точность, гибкость
Очень низкий
Прототипирование до среднего уровня
Токарная обработка нитей
Любой материал для токарной обработки
Высокая концентричность, превосходная обработка поверхности
Низкий
От низкого до высокого (детали токарного станка)
Катание на нитках
Углеродистые стали, легированные стали
Предельная прочность, минимальная стоимость единицы продукции
Нет (процесс штамповки)
От высокого до массового производства
Факторы проектирования, влияющие на качество резьбы
Качество резьбы и конечная стоимость изготовления в значительной степени зависят от исходной модели CAD. Соблюдение стандартных рекомендаций DFM предотвращает чрезмерный износ инструмента и значительно сокращает сроки изготовления.
Размер отверстия и малый диаметр
Размер предварительно просверленного отверстия определяет процент зацепления резьбы.
Руководство: Предназначен для зацепления резьбы 65% - 75%.
Инженерная физика: Проектирование для зацепления резьбы 100% - распространенная ошибка. Переход от зацепления 75% к зацеплению 100% дает лишь незначительное увеличение прочности соединения на ~5%, но требует почти в три раза большего момента нарезания. Зацепление 75% обеспечивает оптимальную структурную целостность при сохранении усилий обработки в безопасных пределах.
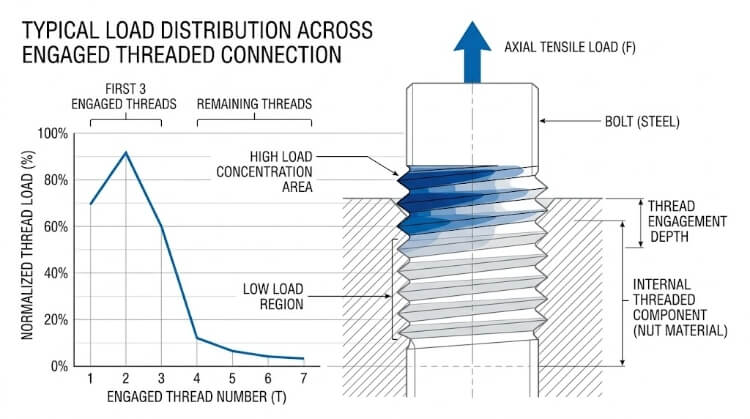
Инженерная физика: Механическая нагрузка распределяется по резьбовому соединению неравномерно. Из-за удлинения шага болта при растяжении первые три-четыре витка воспринимают до 80% механической нагрузки. Использование резьбы глубже, чем 2xD, обеспечивает незначительную дополнительную прочность на растяжение, но экспоненциально увеличивает риск образования стружки, отклонения инструмента и недостатка охлаждающей жидкости в процессе производства.
Распределение нагрузки по зацеплению резьбы
Зазор между глухими отверстиями
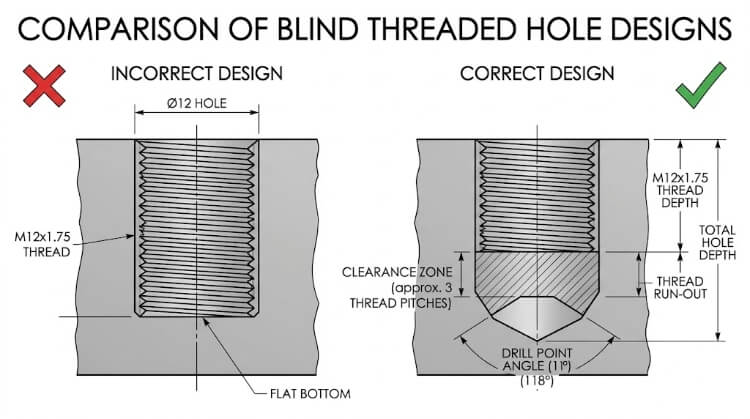
Метчики не могут нарезать полную резьбу до абсолютно плоского дна просверленного отверстия из-за фаски на передней кромке инструмента.
Руководство: Рассчитывайте, что начальная глубина сверления будет превышать требуемую глубину функциональной резьбы как минимум на 2-3 шага.
Обоснование: Эта нерезьбовая часть обеспечивает необходимый зазор для выхода фаски метчика из прорези и служит резервуаром для спрессованной стружки. Если метчик упирается в отверстие, он мгновенно разбивается.
Конструкция резьбы для глухих отверстий Неправильный и правильный зазор до дна
Фаски и вход в резьбу
Руководство: На входе в резьбовые отверстия сделайте фаску с зенковкой 90° или 120°, немного превышающую основной диаметр.
Обоснование: Фаска физически направляет метчик по центру при вводе инструмента, предотвращает смещение материала в рельефный заусенец на сопрягаемой поверхности и практически исключает риск возникновения поперечной резьбы при окончательной сборке.
Стандартные и специальные резьбы
Руководство: По возможности выбирайте стандартный крупный или мелкий шаг (например, стандартный метрический шаг серии M или UNC/UNF).
Обоснование: Задание нестандартных шагов резьбы (например, M14 x 1,25 вместо стандартного M14 x 1,5) требует от механического цеха изготовления инструмента по индивидуальному заказу. Это увеличивает первоначальные затраты на установку и обычно останавливает производство на 1-2 недели в ожидании прибытия инструмента.
Общие проблемы производства при обработке резьбы
Даже при оптимальном выборе технологического процесса и DFM обработка резьбы создает особые механические и тепловые проблемы в цеху. Понимание этих режимов отказа очень важно для инженеров при оценке возможностей производителя или диагностике бракованных деталей.
Эвакуация и упаковка чипов
Неэффективное удаление стружки является основной причиной катастрофического разрушения крана.
Физика: В глухих отверстиях стружка, которая не была успешно удалена, сжимается на дне отверстия. Когда метчик продолжает подачу вниз, он ударяет по этой уплотненной массе, вызывая мгновенный скачок крутящего момента шпинделя, который срезает инструмент.
Инженерное решение: Машинисты определяют поток стружки, основываясь на геометрии инструмента. Метчики со спиральным острием (метчики-пистолеты) выталкивают стружку вперед и должны использоваться только для сквозных отверстий. Спиральные флейцевые метчики отводят стружку вверх и из отверстия, поэтому они обязательны для нарезания глухих отверстий.
Застроченный край (BUE) и галтовка
Физика: При обработке липких материалов (например, алюминия или низкоуглеродистой стали) под воздействием тепла и давления микроскопические частицы заготовки привариваются к режущей кромке инструмента. Эта "нарастающая кромка" нарушает геометрию инструмента, в результате чего образуются рваные, чрезмерно большие или грубые профили резьбы.
Инженерное решение: Для уменьшения BUE необходимо снизить трение. Это достигается за счет использования высокополированных инструментов, специальных покрытий (например, TiCN или TiB2), увеличения смазочно-охлаждающей жидкости и оптимизации скорости резки для чистого среза материала перед сваркой.
Износ инструмента и дрейф диаметра питча
Физика: Метчики не только ломаются, но и постепенно изнашиваются. По мере истирания режущих кромок образующаяся внутренняя резьба становится все более мелкой (тугой). Если не заметить это смещение, то в результате резьба не будет принимать стандартный крепеж.
Шпаргалка по устранению неполадок при обработке резьбы
Ниже приведена матрица быстрых ссылок для диагностики и устранения распространенных неисправностей резьбонарезания в цеху:
Симптом
Коренная причина
Производственное решение
Обрыв крана при втягивании
Набивка стружки на дне глухого отверстия.
Перейдите на метчик с формой или метчик со спиральной флейтой с высокой спиралью; увеличьте зазор в глухом отверстии.
Оборванные или грубые нити
Встроенная кромка (BUE) приваривается к инструменту трением.
Увеличьте концентрацию охлаждающей жидкости; перейдите на полированный/неполированный кран (для алюминия).
Проверьте биение шпинделя (TIR); проверьте диаметр предварительного сверления; убедитесь, что метчик удерживается в прецизионной цанге.
Галопирование при окончательной сборке
Соединяемые детали свариваются холодной сваркой (обычно из нержавеющей стали).
Убедитесь, что резьба чистая; нанесите противозадирный состав; проверьте, что шероховатость поверхности резьбы составляет менее 63 мкн Ra.
Особые случаи при обработке резьбы
Стандартные рекомендации по DFM должны быть скорректированы, когда речь идет о дорогостоящих экзотических материалах, экстремальных микрофункциях или изменениях размеров после обработки.
Аустенитные нержавеющие стали и титановые сплавы
Такие материалы, как нержавеющая сталь 304/316 и титан Grade 5, сильно подвержены упрочнению.
Цена неудачи: Титановые заготовки и начальные операции черновой обработки очень дороги. Если метчик ломается из-за упрочнения при окончательной нарезке резьбы, аэрокосмический компонент $500 мгновенно превращается в металлолом.
Производственная стратегия: Для нарезания резьбы в таких сплавах требуются очень жесткие настройки станка, острые режущие кромки и сквозная шпиндельная охлаждающая жидкость (TSC) для удаления стружки из отверстия и снижения теплового удара. Однако, чтобы полностью исключить финансовый риск, фрезерование резьбы является обязательным процессом для высокоценных глухих отверстий в этих материалах.
Микрорезьба (< M2 или #2-56)
Соображения: Для миниатюрных резьб, используемых в медицинских приборах или аэрокосмической электронике, усилия резания минимальны, а допуск на несоосность практически равен нулю.
Производственная стратегия: Главный враг микрорезьбы - биение шпинделя (TIR - Total Indicator Reading). Даже 5 микрон (0,0002″) колебания приведут к заклиниванию микронарезки. Для выполнения таких операций требуются сверхточные цанговые патроны и часто используются циклы "нарезания пека" (многократное выдвижение и задвигание инструмента для безопасного снятия стружки).
Допуски на отделку поверхности
Это один из самых частых и дорогостоящих недочетов в инженерных чертежах. Обработка после обработки увеличивает физическую толщину детали, что напрямую изменяет диаметр шага резьбы.
Количественное воздействие: Например, при анодировании по технологии Type III Hard Coat Anodizing (MIL-A-8625) толщина всех поверхностей обычно составляет 0,001-0,002″ (25-50 микрон). В стандартном резьбовом отверстии M3 или #4-40 этого слоя достаточно для полного заедания сопрягаемого крепежа.
Производственная стратегия: Инженеры должны указать толщину покрытия и указать, применяются ли размеры резьбы до или после покрытие. Затем в механическом цехе используют метчики увеличенного размера (обозначаемые более высокими пределами 'H' в США, например, H4 или H5, или классами допусков '6G' в метрической системе), чтобы нарезать резьбу больше стандартной. После нанесения покрытия окончательные размеры будут точно соответствовать номинальной спецификации.
Инспекция и контроль качества резьбы
Подтверждение геометрического соответствия резьбы не менее важно, чем ее обработка. Команды по закупкам и обеспечению качества полагаются на стандартизированную метрологию для проверки формы резьбы перед сборкой.
Стандартная проверка: Датчики "идет/не идет
Промышленный стандарт для быстрого и надежного контроля резьбы в цеху.
Плунжерные манометры (внутренняя резьба): Манометр "Go" проверяет максимальное состояние материала (обеспечивая достаточно большой диаметр шага и достаточную глубину резьбы). Манометр "No-Go" проверяет минимальное состояние материала.
Критерии приемлемости: Калибр "Go" должен полностью пройти через обозначенную глубину от руки. Метчик "No-Go" не должен заходить более чем на два-три полных оборота до заклинивания. Если резьба заходит дальше, то отверстие является чрезмерно большим, и деталь должна быть забракована.
Прецизионные измерения: Угловые микрометры и метод трех проводов
Для наружной резьбы (например, на токарных валах) простых кольцевых манометров часто недостаточно для статистического контроля процесса, поскольку они не дают количественного цифрового значения износа инструмента.
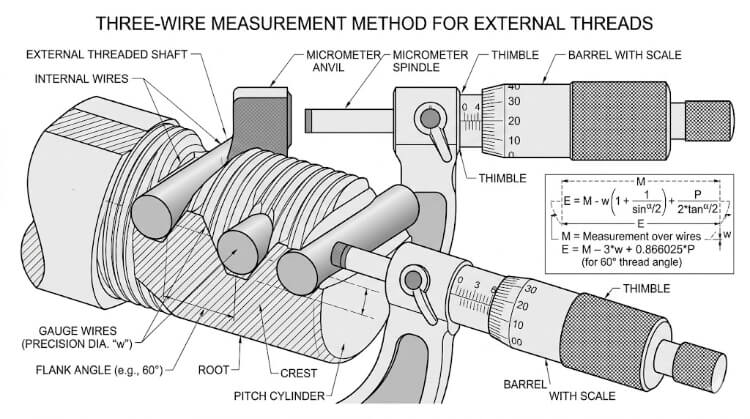
Измерение с помощью трех проволок для наружной резьбы
Применение в метрологии: Инспекторы по качеству используют микрометры для измерения шага резьбы или "метод трех проводов". Поместив три точно заземленных провода в канавки резьбы и измерив их поперек, инспекторы используют стандартные тригонометрические формулы для расчета точного диаметра шага с точностью до десятитысячной доли дюйма (0,0001″).
Автоматизированный мониторинг в процессе производства
В современных условиях крупносерийного производства физический контроль каждой нити нецелесообразен.
Стратегия обеспечения качества: В современных станках с ЧПУ используется контроль нагрузки на шпиндель. Станок устанавливает базовую кривую крутящего момента во время нарезания первой приемлемой детали, прошедшей контроль первого изделия (FAI). Если нагрузка шпинделя отклоняется от этой кривой на определенный процент, что свидетельствует об износе инструмента, скоплении стружки или поломке метчика, станок автоматически останавливает производство, предотвращая изготовление партии, не соответствующей допуску.
Заключение
Обработка резьбы выглядит просто на чертеже, но результат зависит от множества деталей. Метод нарезания резьбы, конструкция отверстия, материал, состояние инструмента и подход к контролю - все это влияет на то, будет ли резьба хорошо работать в реальном производстве.
Хорошая резьба - это не только та, которую можно нарезать. Она также должна плавно работать при сборке, сохранять целостность всей партии и исключать возможность брака или переделки. Именно поэтому вопрос об обработке резьбы должен быть рассмотрен заранее, особенно в случае глухих отверстий, мелкой резьбы, сложных материалов и деталей с требованиями к чистовой обработке.
Нужно изготовить деталь с резьбой? Пришлите нам свой чертежМатериал, количество и требования к резьбе. Наши специалисты рассмотрят деталь, предложат практичный метод нарезания резьбы и укажут на любые конструктивные или производственные риски до начала обработки.
Замечательно! Поделитесь этим делом:
Калеб Хейс
Калеб Хейс имеет более чем десятилетний опыт работы в сфере производства листового металла, специализируясь на точном изготовлении и решении проблем. Уделяя большое внимание качеству и эффективности, он привносит ценные знания и опыт в каждый проект, обеспечивая первоклассные результаты и удовлетворенность клиентов во всех аспектах металлообработки.