Lavorazione della filettatura: Guida ingegneristica alla selezione del processo e al DFM
Kevin Lee
Pubblicato:
La lavorazione della filettatura è tipicamente una delle operazioni finali di una Produzione CNC ciclo. Un guasto in questa fase, come un rubinetto rotto o un profilo di filettatura strappato, spesso comporta lo scarto dell'intero pezzo, con conseguente spreco di tempo e materiale precedentemente investito nella lavorazione.
La scelta del metodo di filettatura appropriato è una decisione ingegneristica dettata dalla resistenza allo snervamento del materiale, dalla geometria del pezzo e dal volume di produzione. Questa guida spiega come scegliere tra maschiatura, fresatura e tornitura. Inoltre, illustra le principali linee guida DFM che aiutano a collegare la prototipazione rapida con la produzione di massa.
Selezione del processo di lavorazione della filettatura
Metodi di lavorazione della filettatura
I diversi processi di filettatura manipolano la fisica del materiale in modi diversi. Il metodo ottimale cambia radicalmente quando un progetto passa dalla prototipazione a basso volume alla produzione ad alto volume.
Taglio di maschiatura
La maschiatura a taglio rimuove il materiale per creare il profilo della filettatura, generando trucioli fisici.
Applicazione: Filettature standard in materiali a lavorazione libera come acciaio al carbonio, ghisa e leghe di alluminio specifiche.
Considerazioni: L'evacuazione dei trucioli è la sfida principale. Nei fori ciechi, se i trucioli si accumulano sul fondo, la coppia di taglio necessaria aumenta, portando spesso alla rottura dell'utensile.
Maschiatura della forma (maschiatura dei rulli)
La maschiatura di forma sposta il materiale per formare il profilo della filettatura attraverso la deformazione plastica, anziché il taglio.
Applicazione: Materiali duttili come alluminio 6061-T6, ottone, rame e acciaio a basso tenore di carbonio.
Vantaggio di produzione: Questo processo non genera trucioli, rendendolo altamente affidabile per i fori ciechi. L'effetto della lavorazione a freddo comprime la struttura dei grani del materiale, aumentando la resistenza alla trazione del filetto. Poiché funziona a velocità di mandrino più elevate con una minore usura degli utensili, la maschiatura di forma è il metodo preferito quando si passa alla produzione di massa di involucri in alluminio o dissipatori di calore.
Fresatura della filettatura
La fresatura della filettatura utilizza un utensile da taglio rotante a più lame che si muove in un percorso elicoidale per lavorare la filettatura.
Applicazione: Leghe difficili da lavorare (ad esempio, acciaio inox 304/316, titanio), pezzi asimmetrici, filettature di grande diametro o componenti di alto valore.
Vantaggio di produzione: Questo è il processo a minor rischio. Poiché il diametro dell'utensile è inferiore a quello del foro, l'evacuazione dei trucioli è molto efficiente. Se un utensile si rompe, esce dal foro senza scartare il pezzo. Durante la prototipazione rapida, la fresatura di filetti offre la massima flessibilità, consentendo a un singolo utensile di tagliare diversi diametri dello stesso passo.
Filettatura esterna di tornitura
Eseguito al tornio, questo processo utilizza un inserto in metallo duro a punta singola che corrisponde al profilo della filettatura e richiede più passate per tagliare una filettatura esterna.
Applicazione: Standard per alberi, raccordi personalizzati e componenti cilindrici che richiedono una rigorosa concentricità tra la filettatura e l'asse di rotazione.
Filettature e inserti laminati
Filettature arrotolate: Processo di formatura a freddo in cui i pezzi grezzi di metallo vengono schiacciati tra stampi temprati. Questo processo consente di ottenere un flusso di grani ininterrotto, con il risultato di ottenere la massima resistenza possibile. È il processo di produzione di massa per eccellenza per le filettature esterne (come gli elementi di fissaggio standard), che consente di ridurre il costo per pezzo a frazioni di centesimo su scala.
Inserti filettati (ad esempio, elicoidi): Per i substrati morbidi (come l'alluminio o il magnesio) sottoposti a elevati carichi di serraggio o a ripetuti assemblaggi, le filettature direttamente filettate si spanano. La soluzione ingegneristica standard consiste nella lavorazione di un foro sovradimensionato per installare un inserto filettato in acciaio inox, che fornisce un'interfaccia resistente all'usura.
Matrice decisionale del processo
Utilizzate la seguente matrice per allineare rapidamente i requisiti di filettatura con il processo d'officina appropriato:
Processo
Applicazione del miglior materiale
Vantaggio primario
Rischio di rottura degli utensili
Volume di produzione ideale
Taglio di maschiatura
Acciai da taglio, Ghisa
Tempi di ciclo rapidi, basso costo iniziale degli utensili
Alto (in fori ciechi)
Da basso a medio
Maschiatura della forma
Alluminio, ottone, acciaio dolce
Zero trucioli, filettature più resistenti, lunga durata dell'utensile
Basso
Medio-Alto
Fresatura della filettatura
Acciaio inossidabile, titanio, esotici
Zero rischi di scarto, alta precisione, flessibilità
Fattori di progettazione che influenzano la qualità della filettatura
La qualità della filettatura e i costi di produzione finali sono fortemente influenzati dal modello CAD iniziale. Il rispetto delle linee guida DFM standard previene l'eccessiva usura degli utensili e riduce significativamente i tempi di consegna.
Dimensioni del foro e diametro minore
La dimensione del foro preforato determina la percentuale di impegno della filettatura.
Linea guida: Progettato per l'innesto di filettature da 65% a 75%.
Fisica dell'ingegneria: Progettare per un impegno della filettatura di 100% è un errore comune. Passare da un impegno di 75% a uno di 100% comporta solo un aumento marginale di ~5% nella resistenza del giunto, ma richiede una coppia di maschiatura quasi tripla. L'impegno 75% garantisce un'integrità strutturale ottimale, mantenendo le forze di lavorazione entro i limiti di sicurezza.
Profondità della filettatura
Linea guida: Limitare le profondità di filettatura a 1,5-2 volte il diametro nominale (1,5xD - 2xD).
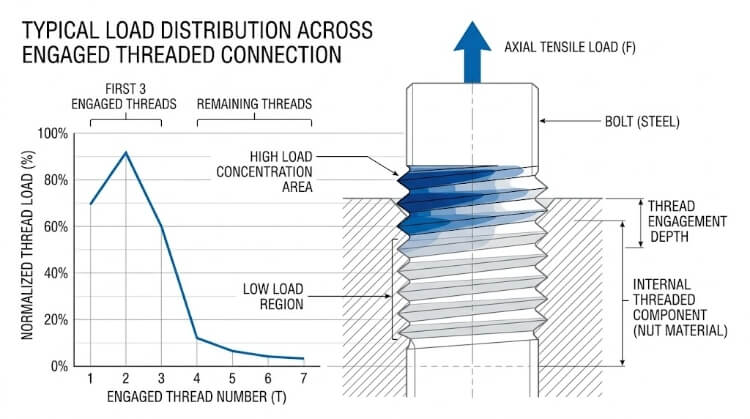
Fisica dell'ingegneria: Il carico meccanico non è distribuito uniformemente su un giunto filettato. A causa dell'allungamento del passo del bullone sotto sforzo di trazione, le prime tre o quattro filettature assorbono fino a 80% del carico meccanico. Se si specificano filettature più profonde di 2xD, si ottiene una resistenza alla trazione aggiuntiva trascurabile, ma si aumenta esponenzialmente il rischio di impaccamento dei trucioli, di deviazione dell'utensile e di affaticamento del refrigerante durante la produzione.
Distribuzione del carico attraverso l'innesto della filettatura
Spazio per il foro cieco
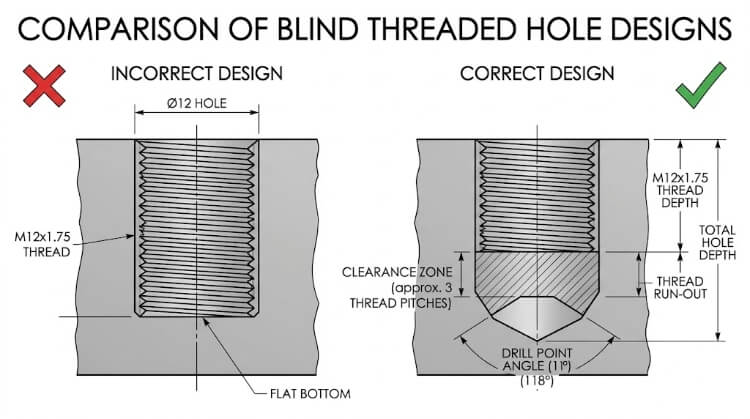
I maschi non sono in grado di tagliare filettature complete sul fondo assolutamente piatto di un foro, a causa dello smusso sul bordo di attacco dell'utensile.
Linea guida: Progettare la profondità di foratura iniziale in modo che si estenda per almeno 2 o 3 passi di filettatura oltre la profondità di filettatura funzionale richiesta.
Motivazione: Questa sezione non filettata fornisce lo spazio necessario per lo smusso del rubinetto per uscire dal taglio e funge da serbatoio per i trucioli compattati. Se un rubinetto si appoggia al foro, si frantuma all'istante.
Design della filettatura del foro cieco errato rispetto al corretto gioco inferiore
Smussi e ingresso della filettatura
Linea guida: Includere uno smusso di 90° o 120° all'ingresso dei fori filettati, leggermente più grande del diametro maggiore.
Motivazione: Lo smusso guida fisicamente il rubinetto al centro durante l'inserimento dell'utensile, evita che il materiale si sposti in una bava in rilievo sulla superficie di accoppiamento ed elimina virtualmente il rischio di filettature incrociate durante l'assemblaggio finale.
Filettature standard e speciali
Linea guida: Se possibile, utilizzare i passi standard grossolani o fini (ad esempio, serie M metrica standard o UNC/UNF).
Motivazione: Se si specificano passi di filettatura personalizzati o non standard (ad esempio, M14 x 1,25 invece di M14 x 1,5), l'officina meccanica deve procurarsi utensili rettificati su misura. Questo aumenta i costi iniziali di allestimento e in genere blocca la produzione per 1 o 2 settimane in attesa dell'arrivo degli utensili.
Problemi di produzione della filettatura comune
Anche con una selezione ottimale dei processi e con il DFM, la lavorazione delle filettature introduce specifiche sfide meccaniche e termiche in officina. La comprensione di queste modalità di guasto è fondamentale per gli ingegneri quando valutano le capacità di un produttore o diagnosticano i pezzi scartati.
Evacuazione e imballaggio dei chip
La rimozione inefficiente dei trucioli è la principale causa di guasti catastrofici dei rubinetti.
La fisica: Nei fori ciechi, i trucioli non evacuati si compattano sul fondo del foro. Quando il rubinetto continua ad avanzare verso il basso, colpisce questa massa compattata, causando un picco istantaneo di coppia del mandrino che trancia l'utensile.
Soluzione ingegneristica: Il flusso del truciolo è determinato dalla geometria dell'utensile. I maschi a punta elicoidale (maschi a pistola) spingono i trucioli in avanti e devono essere utilizzati solo per i fori passanti. I maschi a spirale tirano i trucioli verso l'alto e fuori dal foro, quindi sono obbligatori per la maschiatura di fori ciechi.
Bordo di costruzione (BUE) e scagliatura
La fisica: Durante la lavorazione di materiali gommosi (come l'alluminio o l'acciaio a basso tenore di carbonio), la combinazione di calore e pressione fa sì che microscopiche particelle del pezzo si saldino per attrito al tagliente dell'utensile. Questo "bordo accumulato" degrada la geometria dell'utensile, dando luogo a profili di filettatura strappati, sovradimensionati o ruvidi.
Soluzione ingegneristica: Per ridurre la BUE è necessario ridurre l'attrito. Ciò si ottiene utilizzando utensili altamente lucidati, rivestimenti specifici (come TiCN o TiB2), aumentando la lubrificazione del refrigerante e ottimizzando le velocità di taglio per tranciare il materiale in modo netto prima che possa avvenire la saldatura.
Usura dell'utensile e deriva del diametro del passo
La fisica: I rubinetti non si rompono soltanto, ma si consumano gradualmente. Man mano che i taglienti si abradono, le filettature interne risultanti diventano progressivamente più piccole (più strette). Se non viene individuata, questa deriva porta a filettature che non accettano gli elementi di fissaggio standard.
Foglio di istruzioni per la risoluzione dei problemi di filettatura
Di seguito è riportata una matrice di riferimento rapido per la diagnosi e la risoluzione dei più comuni guasti di filettatura in officina:
Sintomo
Causa principale
Soluzione di produzione
Il rubinetto si rompe durante la ritrazione
Imballaggio di trucioli sul fondo di un foro cieco.
Passare a un rubinetto di forma o a un rubinetto a spirale ad alta elica; aumentare il gioco del foro cieco.
Fianchi del filo strappati o ruvidi
Bordo incorporato (BUE) saldato per attrito all'utensile.
Aumentare la concentrazione del refrigerante; passare a un rubinetto lucido/non rivestito (per l'alluminio).
Il calibro "No-Go" si infila fino in fondo
Foro sovradimensionato, fuoriuscita/oscillazione del rubinetto.
Controllare il runout del mandrino (TIR); verificare il diametro di preforatura; assicurarsi che il rubinetto sia tenuto in una pinza di precisione.
Galling durante l'assemblaggio finale
Saldatura a freddo delle parti accoppiate (comune nell'acciaio inossidabile).
Assicurarsi che le filettature siano pulite; applicare un composto antigrippaggio; verificare che la finitura superficiale delle filettature sia inferiore a 63 µin Ra.
Casi speciali nella lavorazione della filettatura
Le linee guida standard della DFM devono essere adattate quando si tratta di materiali esotici di alto valore, microcaratteristiche estreme o modifiche dimensionali successive alla lavorazione.
Acciai inossidabili austenitici e leghe di titanio
Materiali come l'acciaio inox 304/316 e il titanio di grado 5 sono altamente suscettibili all'indurimento da lavoro.
Il costo del fallimento: Gli sbozzi in titanio e le operazioni di sgrossatura iniziale sono molto costosi. Se un rubinetto si rompe a causa dell'incrudimento durante l'operazione finale di filettatura, un componente aerospaziale $500 si riduce immediatamente a un rottame.
Strategia di produzione: La maschiatura di queste leghe richiede un'impostazione della macchina estremamente rigida, taglienti affilati e un refrigerante passante (TSC) per eliminare i trucioli dal foro e ridurre lo shock termico. Tuttavia, per eliminare completamente il rischio finanziario, la filettatura è il processo obbligatorio per i fori ciechi di alto valore in questi materiali.
Micro-Threading (< M2 o #2-56)
Considerazioni: Per le filettature miniaturizzate presenti nei dispositivi medici o nell'elettronica aerospaziale, le forze di taglio sono minime, ma la tolleranza di disallineamento è praticamente nulla.
Strategia di produzione: Il nemico principale della microfilettatura è il runout del mandrino (TIR - Total Indicator Reading). Anche 5 micron (0,0002″) di oscillazione fanno saltare una microfilettatura. Queste caratteristiche richiedono pinze di serraggio ultraprecise e spesso utilizzano cicli di "peck tapping" (avanzamento e ritrazione dell'utensile ripetutamente per rompere i trucioli in modo sicuro).
Tolleranze per la finitura della superficie
Questa è una delle sviste più frequenti e costose nei disegni tecnici. I trattamenti di post-lavorazione aggiungono uno spessore fisico al pezzo, che altera direttamente il diametro del passo della filettatura.
Impatto quantificato: Ad esempio, l'anodizzazione a strato duro di tipo III (MIL-A-8625) aggiunge tipicamente da 0,001″ a 0,002″ (da 25 a 50 micron) di spessore a tutte le superfici. In un foro filettato standard M3 o #4-40, questo accumulo è sufficiente a causare il grippaggio completo del dispositivo di fissaggio.
Strategia di produzione: Gli ingegneri devono specificare lo spessore della placcatura e indicare se si applicano le dimensioni della filettatura. prima o dopo rivestimento. L'officina meccanica utilizzerà quindi maschi sovradimensionati (designati da limiti "H" più elevati negli Stati Uniti, come H4 o H5, o da classi di tolleranza "6G" nel sistema metrico) per tagliare il filetto più grande dello standard. Una volta che il rivestimento si è formato, le dimensioni finali rientreranno esattamente nelle specifiche nominali.
Ispezione della filettatura e controllo qualità
La prova della conformità geometrica di una filettatura è fondamentale quanto la sua lavorazione. I team di approvvigionamento e di garanzia della qualità si affidano alla metrologia standardizzata per verificare le forme delle filettature prima dell'assemblaggio.
Verifica standard: Misuratori Go/No-Go
Lo standard industriale per l'ispezione rapida e affidabile delle filettature in officina.
Manometri a spina (filettature interne): Il calibro "Go" verifica la condizione massima del materiale (assicurandosi che il diametro del passo sia sufficientemente grande e che la filettatura sia sufficientemente profonda). Il calibro "No-Go" verifica la condizione minima del materiale.
Criteri di accettazione: Il calibro "Go" deve infilarsi completamente a mano nella profondità designata. Il calibro "No-Go" non deve impegnarsi per più di due o tre giri completi prima di legarsi. Se si infila ulteriormente, il foro è sovradimensionato e il pezzo deve essere scartato.
Misure di precisione: Micrometri a passo e metodo a 3 fili
Per le filettature esterne (come gli alberi torniti su misura), i semplici calibri ad anello sono spesso insufficienti per il controllo statistico del processo, perché non forniscono un valore numerico quantificabile dell'usura degli utensili.
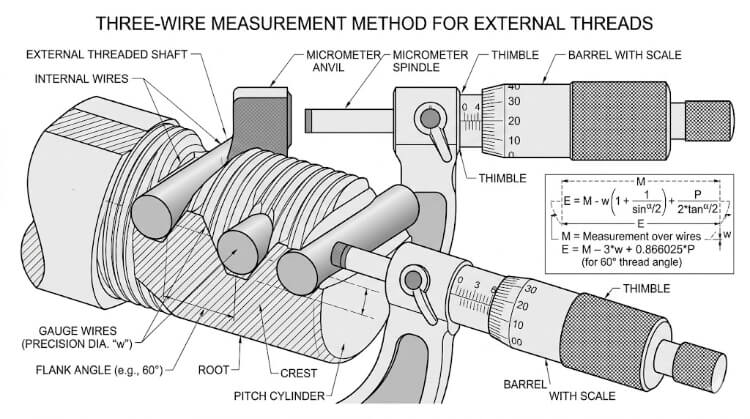
Misura a tre fili per filettature esterne
Applicazione metrologica: Gli ispettori di qualità utilizzano micrometri per il passo della filettatura o il "Metodo dei 3 fili". Collocando tre fili esattamente rettificati nelle scanalature della filettatura e misurando attraverso di essi, gli ispettori utilizzano formule trigonometriche standardizzate per calcolare il diametro esatto del passo fino al decimillesimo di pollice (0,0001″).
Monitoraggio automatizzato in corso d'opera
Nei moderni ambienti di produzione ad alto volume, l'ispezione fisica di ogni filetto è proibitiva dal punto di vista dei costi.
Strategia di garanzia della qualità: Le macchine CNC avanzate utilizzano il monitoraggio del carico del mandrino. La macchina stabilisce una curva di coppia di base durante la filettatura del primo pezzo accettabile per l'ispezione del primo articolo (FAI). Se il carico del mandrino si discosta da questa curva di una percentuale specifica, indicando l'usura dell'utensile, l'impaccamento del truciolo o la rottura del rubinetto, la macchina arresta automaticamente la produzione, impedendo la realizzazione di un lotto fuori tolleranza.
Conclusione
La lavorazione della filettatura sembra semplice sul disegno, ma il risultato dipende da molti dettagli. Il metodo di filettatura, il disegno del foro, il materiale, le condizioni dell'utensile e l'approccio di ispezione influiscono sul buon funzionamento della filettatura nella produzione reale.
Un buon filo non è solo quello che può essere tagliato. Deve anche funzionare senza problemi durante l'assemblaggio, essere costante in tutto il lotto ed evitare scarti o rilavorazioni. Ecco perché la lavorazione della filettatura deve essere esaminata in anticipo, soprattutto per i fori ciechi, le filettature piccole, i materiali difficili e i pezzi con requisiti di finitura.
Avete un pezzo filettato da realizzare? Inviateci il vostro disegnomateriale, quantità e requisiti di filettatura. Il nostro team è in grado di esaminare il pezzo, di suggerire un metodo di filettatura pratico e di evidenziare eventuali rischi di progettazione o produzione prima dell'inizio della lavorazione.
Meraviglioso! Condividi questo caso:
Indice dei contenuti
Invia la tua richiesta
Kevin Lee
Kevin Lee vanta oltre un decennio di esperienza nel settore della lavorazione della lamiera ed è specializzato nella lavorazione di precisione e nella risoluzione dei problemi. Con una forte attenzione alla qualità e all’efficienza, apporta preziose conoscenze e competenze a ogni progetto, garantendo risultati eccellenti e la soddisfazione del cliente in tutti gli aspetti della lavorazione dei metalli.