
Nella progettazione e produzione meccanica, i termini "foro filettato" e "foro filettato" sono spesso usati in modo intercambiabile, ma trattarli come la stessa cosa è un errore costoso. La distinzione determina i requisiti degli utensili, i tempi dei cicli CNC e, in ultima analisi, il costo del pezzo.
Quando si specifica un foro su un disegno, si comunica con l'officina meccanica. Se si usa una terminologia sbagliata, si costringe il produttore a un processo rigido e non ottimale. Ecco il nocciolo della questione: un foro filettato è la caratteristica geometrica che si desidera; un foro filettato è solo un modo specifico per realizzarlo.
Questa guida illustra le differenze di progettazione, i processi di produzione e il modo in cui le scelte progettuali influiscono direttamente sui costi di produzione in officina.
Foro filettato vs foro filettato
Per ottimizzare un pezzo per la produzione, è necessario separare l'intento progettuale dal processo produttivo. Norme come l'ASME Y14.5 e l'ISO esistono per definire la geometria finale, non per dettare il modo in cui il macchinista svolge il proprio lavoro.
Che cos'è un foro filettato?
Il foro filettato è l'ultima caratteristica fisica: un vuoto cilindrico contenente filettature interne progettate per accettare uno specifico elemento di fissaggio.
Quando si specifica un "foro filettato", si definisce la geometria e lo standard richiesto. Si dice al produttore cosa di cui avete bisogno, ma state lasciando il come a loro scelta. L'officina può scegliere di creare tali filettature utilizzando un rubinetto, una fresa per filetti, un tornio o un inserto, a seconda di ciò che è più conveniente per la sua attrezzatura e per il materiale scelto.
Che cos'è un foro filettato?
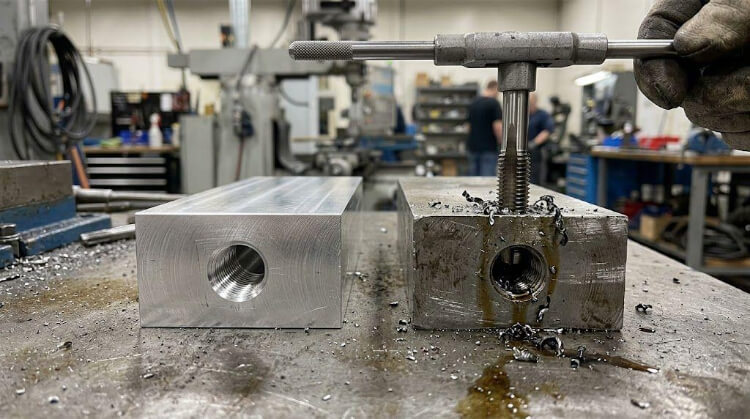
Un foro maschiato è un foro filettato che è stato creato utilizzando uno specifico utensile rotante noto come "rubinetto".
La maschiatura è un'operazione di produzione. L'utensile viene inserito in un foro pilota preforato per tagliare o spostare il materiale e formare la filettatura. La specificazione di un "foro filettato" limita esplicitamente il macchinista all'utilizzo di questo esatto metodo di lavorazione.
Come si realizzano le filettature interne?
Le officine meccaniche dispongono di diversi metodi per inserire le filettature in un pezzo. La scelta giusta dipende dalla durezza del materiale, dalla geometria del foro e dal volume di produzione.
Rubinetti da taglio
Il taglio dei rubinetti è il metodo più tradizionale. Il rubinetto viene inserito in un foro pilota e i suoi taglienti scanalati tagliano via il materiale per incidere il profilo della filettatura.
- Il vantaggio: Velocità e basso costo degli utensili. In un materiale morbido come l'alluminio 6061, un maschio da taglio può completare un foro in soli 2 secondi. Per la produzione di grandi volumi, questo si traduce in un enorme risparmio di tempo di ciclo.
- Lo svantaggio: Il taglio dei rubinetti produce trucioli. In un foro cieco, i trucioli possono depositarsi sul fondo, causando la rottura del rubinetto. Se un rubinetto si rompe all'interno di un pezzo costoso, estrarlo è un incubo che spesso porta a scartare l'intero pezzo. Inoltre, un rubinetto non può essere regolato: taglia la misura per cui è stato costruito.
Fresatura della filettatura
La fresatura dei filetti utilizza un utensile da taglio multipunto più piccolo del diametro del foro, che utilizza l'interpolazione elicoidale CNC (muovendosi contemporaneamente in X, Y e Z) per incidere i filetti.
- Il vantaggio: Precisione e sicurezza. Poiché l'utensile è più piccolo del foro, l'evacuazione dei trucioli è impeccabile. Se una fresa per filetti si rompe, esce semplicemente dal foro, salvando un pezzo potenzialmente costoso. Inoltre, la fresatura di filetti consente al macchinista CNC di utilizzare la compensazione dell'usura dell'utensile (compensazione del raggio della fresa) per regolare il diametro del passo di frazioni di millimetro.
- Lo svantaggio: Richiede capacità CNC ad alta velocità e richiede più tempo per ogni foro. La filettatura di un foro profondo può richiedere da 10 a 15 secondi con una filettatrice rispetto ai 2 secondi di un rubinetto.
Un consiglio da professionista: La fresatura dei filetti è sempre preferibile per i metalli induriti (come l'acciaio inox 304 o l'inconel), per i pezzi di alto valore per i quali lo scarto è inaccettabile o per le filettature strette di Classe 3B (o 4H).
Maschi di formatura (Roll Tapping)
Conosciuti anche come maschi senza filettatura, i maschi di formatura non tagliano il materiale, ma lo spostano. Utilizzano la pressione per formare a freddo il metallo nel profilo della filettatura.
- Il vantaggio: Poiché non viene rimosso alcun materiale, non ci sono trucioli da evacuare, il che lo rende una scelta eccellente per i fori ciechi profondi. Il processo di lavorazione a freddo comprime inoltre la struttura dei grani del metallo (indurimento da lavoro), dando vita a filetti con una resistenza alla trazione e alla fatica notevolmente superiore.
- Lo svantaggio: Questo processo funziona solo su materiali altamente duttili, tipicamente quelli con una durezza inferiore a 30 HRC (come alluminio, ottone o acciaio dolce). Inoltre, le dimensioni del foro pilota devono essere calcolate e praticate con estrema precisione; la finestra di tolleranza per il foro pilota di un rubinetto di formatura è molto più stretta di quella di un rubinetto da taglio.

Inserti per parti sottili o deboli
A volte, il materiale di base non è in grado di supportare un filo affidabile.
- Vincoli della lamiera: Regola empirica: Se lo spessore del materiale è inferiore a 1,5-2 volte il passo della filettatura, la maschiatura è un problema. Non si otterranno le 3 o 4 filettature piene minime necessarie per una giunzione sicura. In questo caso, la maschiatura o la fresatura sono fisicamente impossibili. È invece necessario specificare la ferramenta a pressione (come i dadi PEM) o i dadi a rivetto.
- Plastiche morbide/metalli: Nei componenti in plastica morbida o in quelli strutturali che devono essere smontati spesso, le filettature tagliate direttamente nel materiale di base si consumano con il tempo. Le filettature possono spanarsi perché il materiale di base non è abbastanza robusto da sopportare l'uso ripetuto. Una soluzione ingegneristica comune è l'installazione di inserti elicoidali, o inserti con chiusura a chiave. Questi inserti creano un foro filettato più robusto e resistente all'usura.
Che cosa influisce sul metodo di filettatura migliore?
Se si lascia aperto il metodo di fabbricazione sul disegno, il programmatore CNC decide come realizzare il filetto. La sua scelta - e il vostro preventivo finale - è determinata da sette fattori di rischio e di utensileria.
Tipo di parte
I macchinisti considerano la responsabilità dello scarto del pezzo. Se stanno filettando una $5 staffa in alluminioun rubinetto da taglio ad alta velocità ha senso. Se devono filettare un collettore in titanio complesso $2.000, filetteranno. Un rubinetto rotto fa perdere il pezzo, mentre una fresa per filettare non lo fa.
Materiale
I metalli duri (acciaio per utensili, titanio) distruggono i maschi, rendendo la fresatura dei filetti l'unica scelta sicura. I metalli duttili (alluminio 6061, ottone) sono perfetti per la maschiatura, che crea un filetto più resistente senza produrre trucioli. I metalli gommosi (acciaio inox 304) richiedono la fresatura della filettatura o maschi da taglio specializzati per evitare l'indurimento del lavoro e la rottura dell'utensile.
Foro cieco vs foro passante
I fori passanti spingono facilmente i trucioli fuori dal fondo. Fori ciechi intrappolano i trucioli, che spezzano un rubinetto standard. Per filettare in modo sicuro un foro cieco, le officine devono utilizzare maschi a spirale, maschi di formazione senza trucioli o frese per filettare.
Dimensione e passo della filettatura
Le microfilettature (ad esempio, M1.6 o #0-80) richiedono utensili incredibilmente fragili; le officine utilizzano spesso maschi di formatura per evitare di spezzare i piccoli bordi di taglio. Le filettature massicce (ad esempio, M36 o 1″-8) richiedono un'immensa coppia del mandrino per essere maschiate. La maggior parte delle macchine CNC standard non dispone di questa potenza, rendendo obbligatoria la fresatura dei filetti per i grandi diametri.
Profondità e impegno della filettatura
Qualsiasi foro più profondo di 3 volte il suo diametro (3D) è un "foro profondo". La maschiatura di fori profondi è rischiosa perché il refrigerante non può raggiungere facilmente il bordo di taglio e i trucioli si accumulano. Per i fori profondi, le officine dovranno proporre processi di filettatura o di formatura più lenti, aumentando il prezzo del pezzo.
Assemblaggio ripetuto
Le filettature nude nei materiali morbidi (alluminio, plastica) si incrociano o si spanano rapidamente se il bullone viene rimosso regolarmente. Nell'acciaio inox, le filettature nude sono soggette a gallerie. Se un pezzo richiede un assemblaggio ripetuto, il metodo migliore è quello di lavorare un foro sovradimensionato e installare un Helicoil in acciaio inox o un inserto di bloccaggio a chiave.
Limiti della lamiera sottile
Un giunto sicuro richiede 3 o 4 filetti pieni di impegno. Se lo spessore del materiale è inferiore a 1,5 volte il passo della filettatura, la maschiatura è fisicamente impossibile. È necessario specificare la ferramenta a pressione (dadi PEM) o i dadi a rivetto.
Riferimento rapido: Matrice di decisione del metodo di filettatura
| Tipo di materiale | Tipo di foro | Metodo consigliato | Fattore rischio/costo |
| Alluminio / Ottone | Attraverso | Rubinetto di taglio | Costo più basso, ciclo più veloce |
| Alluminio / Ottone | Cieco | Rubinetto di formatura (rubinetto a rulli) | Zero chip, filo più forte |
| Acciaio per utensili / Titanio | Qualsiasi | Fresatura della filettatura | Elevata sicurezza, zero rischi di rottamazione |
| 304/316 Inox | Cieco | Fresatura della filettatura | Previene l'indurimento del lavoro / la rottura dei rubinetti |
| Lamiera (< 2x Pitch) | Qualsiasi | Inserto (PEM / Dado per rivetti) | Obbligatorio per l'integrità strutturale |
Come specificare le filettature di un disegno?
Le specifiche eccessive costano, quelle insufficienti fanno sì che i pezzi vengano rifiutati. Ecco come scrivere callout ingegneristici che vi permettano di ottenere esattamente ciò che vi serve senza gonfiare il preventivo.
Quando è sufficiente un "foro filettato"?
Nel 95% della produzione commerciale, la definizione dell'elemento geometrico è tutto ciò che serve. Un'indicazione come 4X M6 x 1.0 - 6H indica all'officina esattamente lo standard da rispettare. In questo modo è possibile esaminare gli utensili e i materiali e scegliere il modo più economico e affidabile per superare l'ispezione di qualità.
Quando richiamare il tapping?
Specificare la "maschiatura" solo se l'integrità strutturale del pezzo si basa sulla struttura specifica della grana creata da questo processo. Ad esempio, i componenti idraulici ad altissima pressione o alcuni MIL-SPEC aerospaziali richiedono filettature compresse e indurite dal lavoro che solo un maschiatore di formatura è in grado di fornire. In questo raro scenario, specificare: M8 x 1,25 - 6H FORMA TAPPATA.
Quando definire il thread e lasciare il metodo aperto?
Separare sempre la profondità di foratura dalla profondità di filettatura. Un'officina meccanica non può filettare perfettamente sul fondo piatto di un foro praticato perché l'utensile ha bisogno di uno spazio fisico.
- Chiamata professionale: Ø5.00 ↧ 15.0 (profondità di perforazione) / M6 x 1,0 - 6H ↧ 10,0 (profondità della filettatura). In questo modo si definisce l'elemento e si lascia al macchinista un margine critico di 5 mm per la caduta dei trucioli.
Errori comuni di callout
- Forzare i fili pieni fino al fondo assoluto: Questa è la ragione #1 dei preventivi gonfiati. La richiesta di filettature complete fino all'esatto fondo di un foro cieco costringe l'officina a utilizzare maschi da fondo specializzati e a eseguire operazioni secondarie manuali, moltiplicando spesso il costo di questa funzione per 300%. Lasciare sempre 2 o 3 passi non filettati sul fondo.
- Specificare le dimensioni del foro pilota: Non disegnare esplicitamente un foro da 5,0 mm per una filettatura M6. Un rubinetto da taglio potrebbe necessitare di un foro di 5,0 mm, ma un rubinetto da formatura di 5,5 mm. Indicare la dimensione finale della filettatura e lasciare che l'officina calcoli il proprio diametro di preparazione.
Qualità della vestibilità e del filo
La classe 2B (imperiale) o 6H (metrica) è la misura commerciale standard. Con un rubinetto standard è incredibilmente difficile ottenere una tolleranza più stretta di Classe 3B / 4H con l'usura dell'utensile.
Se si specifica 3B, si costringe l'officina a passare a una fresatura più lenta per garantire che il pezzo superi l'ispezione del calibro Go/No-Go. Specificate gli accoppiamenti di precisione solo se l'assemblaggio lo richiede veramente.
Che cosa determina il rischio di costi e produzione?
Quando un produttore fa un preventivo per il vostro pezzo, non sta solo calcolando il tempo macchina, ma anche il rischio di guasto. Capire che cosa determina questo rischio vi aiuta a eliminare i costi inutili prima ancora di inviare una richiesta di offerta.
Velocità vs. flessibilità
La maschiatura è incredibilmente veloce. Un ciclo di maschiatura rigido su un moderno CNC può filettare un foro in pochi secondi. Tuttavia, i maschi mancano di flessibilità.
Ogni dimensione e passo di filettatura richiede un utensile dedicato, che occupa spazio prezioso nel magazzino utensili della macchina. La fresatura dei filetti è più lenta per ogni foro, ma un singolo utensile può tagliare filetti di diverse dimensioni e filetti sia destri che sinistri.
Rubinetti rotti e rottami
Questo è il costo nascosto più elevato nella lavorazione. Se un rubinetto $20 si rompe all'interno di un componente aerospaziale $1.000, l'officina deve passare ore a bruciare il rubinetto rotto con un'elettroerosione a tuffo o a scartare completamente il pezzo.
Se il progetto prevede fori ciechi profondi in materiali duri, i negozi aumenteranno drasticamente il prezzo del pezzo per coprire l'assicurazione di potenziali scarti.
Dimensione del foro pilota
La qualità di una filettatura dipende interamente dal foro pilota. Se il foro pilota viene praticato troppo piccolo, il rubinetto si incastra e si rompe. Se il foro è troppo grande, la filettatura non avrà la forza necessaria e non supererà il test del calibro Go/No-Go.
I maschi per formatura sono particolarmente rischiosi in questo caso. Hanno bisogno di una tolleranza molto stretta sulle dimensioni del foro pilota. Per questo motivo, l'officina deve dedicare più tempo alla macchina per controllare l'usura della punta e tenere sotto controllo le dimensioni del foro.
Problemi di materiale sottile
Cercare di tagliare i filetti in lamiere sottili è una ricetta per il fallimento. Se si lavora con lamiere da 16 gauge (1,5 mm) o più sottili, la filettatura standard non è in grado di fornire i tre filetti minimi di impegno necessari per l'integrità strutturale.
Il dispositivo di fissaggio si sfilaccerà con una coppia minima, causando guasti sul campo e richieste di garanzia. Passate alla ferramenta a pressione già in fase di progettazione per evitare grossi problemi di produzione.
Come scegliere la giusta opzione?
Non è sempre necessario specificare esplicitamente il metodo di produzione sul disegno, ma capire quando viene utilizzato ciascun processo aiuta a progettare pezzi migliori e più economici.
Quando ha senso picchiettare?
Utilizzate maschi da taglio standard per la produzione di grandi volumi in metalli facili da lavorare come l'alluminio 6061-T6, l'ottone a lavorazione libera o l'acciaio Q235.
Questo metodo è di solito il più rapido e meno costoso per realizzare una filettatura commerciale standard, come la Classe 2B o 6H, in un pezzo. È particolarmente indicato per i fori passanti, dove la rimozione dei trucioli non è un problema.
Quando la fresatura dei filetti è la scelta più sicura?
In questi casi, la filettatura funziona come una forma di protezione. Spesso è la scelta migliore per materiali duri o costosi come il titanio, l'acciaio per utensili o l'Inconel, perché un utensile rotto può rovinare l'intero pezzo.
È anche il metodo richiesto per i fori filettati di grande diametro, per i pezzi di forma irregolare che non possono essere torniti al tornio e per gli assemblaggi di precisione che necessitano di una filettatura stretta e chiaramente misurabile di Classe 3B o 4H.
Quando vale la pena prendere in considerazione i rubinetti di formatura?
Utilizzate i maschi di formatura quando avete bisogno di filettature più robuste in materiali duttili. Non tagliano il metallo. Al contrario, lo pressano e lo modellano. Per questo motivo, funzionano bene nelle applicazioni ad alta sollecitazione che utilizzano alluminio o rame.
Sono anche una buona scelta per i fori ciechi profondi. I maschi per formatura non producono trucioli durante il processo. Ciò elimina il rischio di accumulo di trucioli all'interno del foro e riduce la possibilità di rottura dell'utensile.
Quando un inserto è la risposta migliore?
Smettete di cercare di lavorare le filettature quando il materiale di base lavora contro di voi. Utilizzate ferramenta a pressione (come i dadi PEM) o dadi a rivetto per involucri in lamiera. Utilizzare Helicoil o inserti di bloccaggio a chiave per plastiche morbide o per parti in alluminio/magnesio che saranno assemblate e smontate frequentemente dall'utente finale.
Un consiglio da professionista: Se il pezzo viene verniciato a polvere o anodizzato, installare gli inserti dopo il processo di finitura superficiale. La filettatura di un foro prima dei trattamenti superficiali pesanti spesso porta a filettature intasate e a diametri del passo sottodimensionati, costringendo a rincorrere le filettature per far entrare il bullone manualmente.
Conclusione
La differenza tra un foro filettato e un foro filettato non è solo un dettaglio di formulazione. Un foro filettato è il risultato di cui si ha bisogno nel pezzo. La maschiatura è solo un modo per crearlo. Se si considera la caratteristica in questo modo, la vera decisione diventa molto più chiara: scegliere il metodo di filettatura in base al materiale, al tipo di foro, allo spessore del pezzo, alla dimensione della filettatura, al volume di produzione e alle esigenze di assemblaggio.
Nella produzione reale, la scelta di una filettatura sbagliata può portare a maschi rotti, filettature deboli, rilavorazioni extra, qualità instabile e costi inutili. L'approccio migliore consiste nel definire chiaramente il requisito della filettatura sul disegno, quindi verificare se la maschiatura, la fresatura della filettatura, la formatura o gli inserti sono la soluzione migliore per quel pezzo specifico. È da qui che partono una migliore producibilità e un migliore controllo dei costi.
Se non siete sicuri del metodo di filettatura adatto al vostro pezzo, inviateci il vostro disegno o file 3D per la revisione. Possiamo verificare il materiale, il design del foro, l'impegno della filettatura e il rischio di produzione, quindi suggerire una soluzione più affidabile ed economica per il vostro progetto.