
Dans la conception et la fabrication mécaniques, les termes "trou taraudé" et "trou fileté" sont souvent utilisés de manière interchangeable, mais les considérer comme la même chose est une erreur coûteuse. La distinction dicte les exigences en matière d'outillage, les temps de cycle de la CNC et, en fin de compte, le coût par pièce.
Lorsque vous spécifiez un trou sur un dessin, vous communiquez avec l'atelier d'usinage. Si vous n'utilisez pas la bonne terminologie, vous obligez le fabricant à suivre un processus rigide et sous-optimal. Voici ce qu'il faut retenir : un trou fileté est la caractéristique géométrique que vous souhaitez ; un trou taraudé n'est qu'une façon spécifique de le réaliser.
Ce guide présente les différences techniques, les processus de fabrication et l'impact direct de vos choix de conception sur les coûts de production dans l'atelier.
Trou taraudé ou trou fileté
Pour optimiser la fabrication d'une pièce, il faut séparer l'intention de la conception du processus de fabrication. Les normes telles que ASME Y14.5 et ISO existent pour définir la géométrie finale, et non pour dicter la manière dont le machiniste fait son travail.
Qu'est-ce qu'un trou fileté? ?
Le trou fileté est la dernière caractéristique physique : un vide cylindrique contenant des filets internes conçus pour accepter un élément de fixation spécifique.
Lorsque vous spécifiez un "trou fileté", vous définissez la géométrie et la norme requise. Vous dites au fabricant ce que vous avez besoin, mais vous quittez le comment à eux. L'atelier peut choisir de créer ces filets à l'aide d'un taraud, d'une fraise à fileter, d'un tour ou d'une plaquette, en fonction de ce qui est le plus rentable pour son équipement et le matériau choisi.
Qu'est-ce qu'un trou taraudé? ?
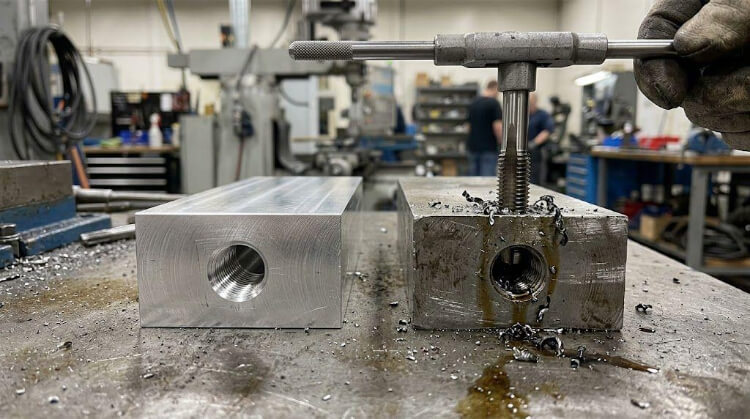
Un trou taraudé est un trou fileté qui a été créé à l'aide d'un outil rotatif spécifique appelé "taraud".
Le taraudage est une opération de fabrication. L'outil est enfoncé dans un trou pilote pré-percé pour couper ou déplacer la matière et former les filets. La spécification d'un "trou taraudé" limite explicitement l'usinier à l'utilisation de cette méthode d'outillage exacte.
Comment sont fabriqués les filets internes?
Les ateliers d'usinage disposent de plusieurs méthodes pour insérer des filets dans une pièce. Le bon choix dépend de la dureté du matériau, de la géométrie du trou et du volume de production.
Tarauds de coupe
Le taraudage est la méthode la plus traditionnelle. Le taraud est enfoncé dans un trou pilote et ses arêtes de coupe cannelées cisaillent la matière pour sculpter le profil du filet.
- L'avantage : Vitesse et faible coût d'outillage. Dans un matériau tendre comme l'aluminium 6061, un taraud de coupe peut terminer un trou en seulement 2 secondes. Pour une production en grande série, cela se traduit par des économies considérables en termes de temps de cycle.
- L'inconvénient : La coupe des tarauds produit des copeaux. Dans un trou borgne, les copeaux peuvent s'accumuler au fond, entraînant la rupture du taraud. Si un taraud se casse à l'intérieur d'une pièce coûteuse, son extraction est un cauchemar qui aboutit souvent à la mise au rebut de toute la pièce. En outre, un taraud ne peut pas être ajusté ; il coupe la taille pour laquelle il a été fabriqué.
Fraisage de filets
Le fraisage de filets utilise un outil de coupe multipoint plus petit que le diamètre du trou, en utilisant une interpolation CNC hélicoïdale (se déplaçant simultanément en X, Y et Z) pour sculpter les filets.
- L'avantage : Précision et sécurité. L'outil étant plus petit que le trou, l'évacuation des copeaux est parfaite. Si une fraise à fileter se casse, elle tombe simplement hors du trou, ce qui permet d'économiser une pièce potentiellement coûteuse. Plus important encore, le fraisage de filets permet au machiniste CNC d'utiliser la compensation de l'usure de l'outil (compensation du rayon de la fraise) pour ajuster le diamètre du pas de vis par fractions de millimètre.
- L'inconvénient : Elle nécessite des capacités CNC à grande vitesse et prend plus de temps par trou. Le filetage d'un trou profond peut prendre 10 à 15 secondes avec une fraise à fileter, contre 2 secondes avec un taraud.
Conseil de pro : Privilégiez toujours le fraisage de filets pour les métaux trempés (comme l'acier inoxydable 304 ou l'Inconel), les pièces de grande valeur pour lesquelles les rebuts sont inacceptables, ou lorsque vous avez besoin d'ajustements serrés de filets de classe 3B (ou 4H).
Tarauds à refouler (Roll Tapping)
Également connus sous le nom de tarauds sans cannelure, les tarauds à refouler ne coupent pas la matière, ils la déplacent. Ils utilisent la pression pour former à froid le métal dans le profil du filetage.
- L'avantage : Comme il n'y a pas d'enlèvement de matière, il n'y a pas de copeaux à évacuer, ce qui en fait un excellent choix pour les trous borgnes profonds. Le processus d'usinage à froid comprime également la structure du grain du métal (écrouissage), ce qui permet d'obtenir des filets dont la résistance à la traction et à la fatigue est nettement plus élevée.
- L'inconvénient : Ce processus ne fonctionne que sur des matériaux très ductiles, généralement ceux dont la dureté est inférieure à 30 HRC (comme l'aluminium, le laiton ou l'acier doux). En outre, la taille du trou pilote doit être calculée et percée avec une extrême précision ; la fenêtre de tolérance pour un trou pilote de taraudage par déformation est beaucoup plus étroite que pour un taraudage par enlèvement de copeaux.

Inserts pour les parties minces ou faibles
Parfois, le matériau de base ne peut pas supporter un fil fiable.
- Contraintes liées à la tôle : Règle de base : Si l'épaisseur de votre matériau est inférieure à 1,5 à 2 fois le pas de vis, le taraudage n'est pas une solution. Vous n'obtiendrez pas les 3 ou 4 filets complets minimum nécessaires pour un assemblage sûr. Le taraudage ou le fraisage sont physiquement impossibles dans ce cas. Vous devez plutôt spécifier des pièces à sertir (comme les écrous PEM) ou des écrous à riveter.
- Plastiques souples/métaux : Dans les pièces fabriquées à partir de plastiques souples ou dans les pièces structurelles qui doivent être démontées fréquemment, les filets coupés directement dans le matériau de base s'usent généralement avec le temps. Les filets peuvent se dénuder parce que le matériau de base n'est pas assez résistant pour supporter une utilisation répétée. Une solution technique courante consiste à installer des inserts hélicoïdaux ou des inserts de verrouillage. Ces inserts créent un trou fileté plus solide et plus résistant à l'usure.
Qu'est-ce qui influence la meilleure méthode de filetage? ?
Si vous laissez la méthode de fabrication ouverte sur votre dessin, c'est le programmeur de la CNC qui décide de la manière de fabriquer le fil. Son choix - et votre devis final - est déterminé par sept facteurs de risque et d'outillage.
Type de pièce
Les machinistes tiennent compte de la responsabilité de la pièce en matière de rebut. S'il s'agit de fileter une pièce $5 support en aluminiumDans ce cas, il est logique d'utiliser un taraud à coupe rapide. S'il s'agit de fileter un collecteur complexe en titane de $2 000, il faut utiliser une fraise à fileter. Un taraud cassé met la pièce au rebut, ce qui n'est pas le cas d'une fraise à fileter cassée.
Matériau
Les métaux durs (acier à outils, titane) détruisent les tarauds, ce qui fait du filetage par fraisage le seul choix sûr. Les métaux ductiles (aluminium 6061, laiton) sont parfaits pour les tarauds à refouler, qui créent un filet plus solide sans produire de copeaux. Les métaux gommeux (acier inoxydable 304) nécessitent un fraisage du filetage ou des tarauds de coupe spécialisés pour éviter l'écrouissage et la rupture de l'outil.
Trou borgne ou trou débouchant
Les trous traversants poussent facilement les copeaux par le bas. Trous borgnes Les trous borgnes peuvent retenir les copeaux, qui peuvent briser un taraud standard. Pour fileter un trou borgne en toute sécurité, les ateliers doivent utiliser des tarauds à goujures hélicoïdales, des tarauds de formage sans copeaux ou des fraises à fileter.
Taille et pas du filetage
Les micro-filets (par exemple M1.6 ou #0-80) nécessitent des outils incroyablement fragiles ; les ateliers utilisent souvent des tarauds de formage pour éviter de casser les minuscules arêtes de coupe. Les filets massifs (par exemple, M36 ou 1″-8) nécessitent un couple de broche énorme pour être taraudés. La plupart des machines CNC standard ne disposent pas de cette puissance, ce qui rend le fraisage de filets obligatoire pour les grands diamètres.
Profondeur du filet et engagement
Tout trou plus profond que 3 fois son diamètre (3D) est un "trou profond". Le taraudage profond est risqué car le liquide de refroidissement ne peut pas atteindre facilement l'arête de coupe et les copeaux s'y accumulent. Pour les engagements profonds, il faut s'attendre à ce que les ateliers proposent des processus de fraisage ou de formage de filets plus lents, ce qui augmente le prix de la pièce.
Assemblage répété
Les filets nus dans les matériaux tendres (aluminium, plastique) vont rapidement se croiser ou se dénuder si le boulon est retiré régulièrement. Dans l'acier inoxydable, les filets nus sont susceptibles de se gripper. Si une pièce doit être assemblée à plusieurs reprises, la meilleure méthode consiste à usiner un trou surdimensionné et à installer un Helicoil en acier inoxydable ou un insert de verrouillage à clé.
Limites des tôles minces
Un assemblage solide nécessite un engagement de 3 à 4 filets complets. Si l'épaisseur de votre matériau est inférieure à 1,5 fois le pas de filetage, le taraudage est physiquement impossible. Vous devez alors utiliser des écrous à sertir (écrous PEM) ou des écrous à riveter.
Référence rapide : Matrice de décision de la méthode de filetage
| Type de matériau | Type de trou | Méthode recommandée | Facteur de risque / coût |
| Aluminium / Laiton | A travers | Robinet de coupe | Coût le plus bas, cycle le plus rapide |
| Aluminium / Laiton | Aveugle | Taraud de formage (taraud à rouleaux) | Zéro puce, fil plus fort |
| Acier à outils / Titane | Tous | Fraisage de filets | Sécurité élevée, risque de rebut nul |
| Inox 304/316 | Aveugle | Fraisage de filets | Prévient l'écrouissage et la rupture des robinets |
| Tôle (< 2x pas) | Tous | Insert (PEM / Ecrou Rivet) | Obligatoire pour l'intégrité structurelle |
Comment spécifier des filets sur un dessin?
La surspécification vous coûte de l'argent ; la sous-spécification vous fait rejeter des pièces. Voici comment rédiger des notices techniques qui vous permettent d'obtenir exactement ce dont vous avez besoin sans gonfler le devis.
Quand un "trou fileté" est-il suffisant? ?
Dans les 95% de la fabrication commerciale, la définition de la caractéristique géométrique est tout ce dont vous avez besoin. Un rappel tel que 4X M6 x 1,0 - 6H indique à l'atelier la norme à respecter. Il leur permet d'examiner leur outillage et leurs matériaux et de choisir le moyen le moins cher et le plus fiable de passer votre contrôle de qualité.
Quand appeler le tapping?
Ne spécifiez le "taraudage" que si l'intégrité structurelle de votre pièce dépend de la structure de grain spécifique créée par ce processus. Par exemple, les composants hydrauliques à très haute pression ou certaines normes MIL-SPEC de l'aérospatiale nécessitent des filets comprimés et durcis par le travail que seul un taraudage par déformation permet d'obtenir. Dans ce cas rare, spécifiez : M8 x 1,25 - 6H FORM TAPPED.
Quand définir le fil conducteur et laisser la méthode ouverte? ?
Il faut toujours séparer la profondeur de perçage de la profondeur de filetage. Un atelier d'usinage ne peut pas effectuer un filetage parfait sur le fond plat d'un trou percé, car l'outil a besoin d'un dégagement physique.
- Appel professionnel : Ø5.00 ↧ 15.0 (profondeur de forage) / M6 x 1,0 - 6H ↧ 10,0 (profondeur du filet). Cela permet de définir la caractéristique tout en donnant au machiniste un espace critique de 5 mm pour la chute des copeaux.
Erreurs courantes d'appel à l'aide
- Forcer les fils entiers à descendre au plus bas : C'est la raison #1 pour laquelle les devis sont gonflés. Le fait d'exiger un filetage complet jusqu'au fond exact d'un trou borgne oblige l'atelier à utiliser des tarauds de fond spécialisés et des opérations secondaires manuelles, ce qui multiplie souvent le coût de cette fonction par 300%. Il faut toujours laisser 2 à 3 pas non filetés au fond du trou.
- Spécification de la taille du trou pilote : Ne dessinez pas explicitement un trou de 5,0 mm pour un filet M6. Un taraud de coupe peut avoir besoin d'un trou de 5,0 mm, mais un taraud de formage a besoin d'un trou de 5,5 mm. Indiquez la taille finale du filetage et laissez l'atelier calculer son propre diamètre de préparation.
Qualité de l'ajustement et du fil
La classe 2B (impériale) ou 6H (métrique) est la norme commerciale. Il est incroyablement difficile de respecter une tolérance plus serrée de classe 3B / 4H avec un taraud standard à mesure que l'outil s'use.
Si vous spécifiez 3B, vous obligez l'atelier à passer à un fraisage de filets plus lent pour garantir que la pièce passe l'inspection de la jauge Go/No-Go. Ne spécifiez des ajustements de précision que si votre assemblage en a réellement besoin.
Quels sont les facteurs de risque en matière de coûts et de production ?
Lorsqu'un fabricant établit un devis pour votre pièce, il ne se contente pas de calculer le temps machine ; il évalue également le risque de défaillance. Comprendre ce qui détermine ce risque vous permet d'éliminer les coûts inutiles avant même d'envoyer un appel d'offres.
Vitesse ou flexibilité
Le taraudage est incroyablement rapide. Un cycle de taraudage rigide sur une CNC moderne permet de fileter un trou en quelques secondes. Cependant, les tarauds manquent de flexibilité.
Chaque taille de filet et chaque pas uniques nécessitent un outil spécifique, ce qui occupe un espace précieux dans le magasin d'outils de la machine. Le fraisage de filets est plus lent par trou, mais un seul outil peut couper plusieurs tailles de filets et des filets à gauche et à droite.
Robinets cassés et ferraille
Il s'agit du coût caché le plus élevé de l'usinage. Si un taraud $20 se casse à l'intérieur d'un composant aérospatial $1 000, l'atelier doit soit passer des heures à brûler le taraud cassé à l'aide d'une électroérosion en plongée, soit mettre la pièce au rebut.
Si votre projet comporte des trous borgnes profonds dans des matériaux durs, les ateliers augmenteront considérablement le prix de la pièce pour couvrir l'assurance d'une éventuelle mise au rebut.
Taille du trou pilote
La qualité d'un filetage dépend entièrement du trou pilote. Si le trou pilote est trop petit, le taraud se bloquera et se cassera. S'il est trop grand, le filetage n'aura pas la résistance requise et échouera au test de la jauge Go/No-Go.
Les tarauds de formage sont particulièrement risqués dans ce cas. Ils nécessitent une tolérance très étroite sur la taille du trou pilote. Pour cette raison, l'atelier doit passer plus de temps sur la machine à contrôler l'usure des forets et à maîtriser la taille du trou.
Problèmes liés aux matériaux minces
Essayer de couper des filets dans une tôle fine est une recette pour l'échec. Si vous travaillez avec de la tôle de calibre 16 (1,5 mm) ou plus fine, le taraudage standard ne permettra pas d'obtenir les trois filets d'engagement minimum nécessaires à l'intégrité de la structure.
La fixation se désagrège sous l'effet d'un couple de serrage minimal, ce qui entraîne des défaillances sur le terrain et des réclamations au titre de la garantie. Le passage à des fixations à sertir dès la phase de conception permet d'éviter des problèmes de production considérables.
Comment choisir la bonne option?
Il n'est pas toujours nécessaire de spécifier explicitement la méthode de fabrication sur le dessin, mais le fait de comprendre quand chaque processus est utilisé vous aide à concevoir des pièces de meilleure qualité et plus rentables.
Quand l'utilisation de l'ordinateur est-elle judicieuse? ?
Utilisez des tarauds de coupe standard pour la production de gros volumes dans des métaux faciles à usiner tels que l'aluminium 6061-T6, le laiton à usinage libre ou l'acier Q235.
Cette méthode est généralement la plus rapide et la moins coûteuse pour réaliser un filetage commercial standard, tel que la classe 2B ou 6H, dans une pièce. Elle fonctionne particulièrement bien pour les trous débouchants, où l'enlèvement des copeaux ne pose généralement pas de problème.
Quand le fraisage de filets est-il le choix le plus sûr? ?
Le fraisage de filets fonctionne comme une forme de protection dans ces cas-là. C'est souvent le meilleur choix pour les matériaux durs ou coûteux tels que le titane, l'acier à outils ou l'Inconel, car un outil cassé peut ruiner toute la pièce.
C'est également la méthode requise pour les trous filetés de grand diamètre, les pièces de forme irrégulière qui ne peuvent pas être tournées sur un tour et les assemblages de précision qui nécessitent un ajustement serré et clairement mesurable des filets de classe 3B ou 4H.
Quand les robinets de formage valent-ils la peine d'être envisagés? ?
Utilisez des tarauds à refouler lorsque vous avez besoin de filets plus résistants dans des matériaux ductiles. Ils ne coupent pas le métal. Au lieu de cela, ils le pressent et le façonnent. C'est pourquoi ils conviennent parfaitement aux applications soumises à de fortes contraintes qui utilisent de l'aluminium ou du cuivre.
Ils constituent également un bon choix pour les trous borgnes profonds. Les tarauds de formage ne produisent pas de copeaux pendant le processus. Cela élimine le risque d'accumulation de copeaux à l'intérieur du trou et réduit le risque de casse de l'outil.
Quand un encart est-il la meilleure réponse? ?
N'essayez plus d'usiner les filets lorsque le matériau de base joue contre vous. Utilisez du matériel à sertir (comme les écrous PEM) ou des écrous à riveter pour les pièces en acier inoxydable. enceintes en tôle. Utilisez des hélicoïdes ou des inserts de verrouillage pour les plastiques souples ou pour toutes les pièces en aluminium/magnésium qui seront fréquemment assemblées et désassemblées par l'utilisateur final.
Conseil de pro : Si votre pièce doit être revêtue de poudre ou anodisée, installez vos inserts après le processus de finition de la surface. Le filetage d'un trou avant les traitements de surface lourds entraîne souvent l'obstruction des filets et des diamètres de pas sous-dimensionnés, ce qui vous oblige à chasser les filets pour que le boulon s'ajuste manuellement.
Conclusion
La différence entre un trou taraudé et un trou fileté n'est pas un simple détail de formulation. Un trou taraudé est le résultat dont vous avez besoin dans la pièce. Le taraudage n'est qu'un moyen parmi d'autres de le créer. Une fois que vous considérez la caractéristique de cette manière, la décision réelle devient beaucoup plus claire : choisissez la méthode de filetage en fonction du matériau, du type de trou, de l'épaisseur de la pièce, de la taille du filetage, du volume de production et des besoins en matière d'assemblage.
En production réelle, un mauvais choix de filetage peut conduire à des tarauds cassés, des filetages faibles, des retouches supplémentaires, une qualité instable et des coûts inutiles. La meilleure approche consiste à définir clairement les exigences en matière de filetage sur le dessin, puis à déterminer si le taraudage, le fraisage de filets, le formage ou les inserts sont les solutions les plus judicieuses pour cette pièce spécifique. C'est là que commencent généralement l'amélioration de la fabricabilité et la maîtrise des coûts.
Si vous n'êtes pas sûr de la méthode de filetage qui convient à votre pièce, envoyez-nous votre dessin ou votre fichier 3D pour examen. Nous pouvons vérifier le matériau, la conception du trou, l'engagement du filetage et le risque de production, puis suggérer une solution plus fiable et plus rentable pour votre projet.