
En el diseño y la fabricación mecánicos, los términos "agujero roscado" y "agujero roscado" suelen utilizarse indistintamente, pero tratarlos como si fueran lo mismo es un error muy caro. La distinción determina los requisitos de las herramientas, los tiempos de ciclo del CNC y, en última instancia, el coste por pieza.
Cuando se especifica un orificio en un dibujo, se está comunicando con el taller de mecanizado. Si utiliza una terminología incorrecta, obligará al fabricante a seguir un proceso rígido y poco óptimo. En resumen: un orificio roscado es la característica geométrica que desea; un orificio roscado es sólo una forma específica de realizarlo.
Esta guía desglosa las diferencias de ingeniería, los procesos de fabricación y el modo en que las decisiones de diseño repercuten directamente en los costes de producción en el taller.
Taladro roscado frente a taladro roscado
Para optimizar la fabricación de una pieza, hay que separar la intención del diseño del proceso de fabricación. Normas como ASME Y14.5 e ISO existen para definir la geometría final, no para dictar cómo hace su trabajo el operario.
Qué es un agujero roscado?
Un orificio roscado es la característica física final: un vacío cilíndrico que contiene roscas internas diseñadas para aceptar un elemento de fijación de acoplamiento específico.
Cuando se especifica un "orificio roscado", se está definiendo la geometría y la norma requerida. Le está diciendo al fabricante qué que necesitas, pero estás dejando el cómo depende de ellos. El taller puede optar por crear esas roscas utilizando un macho de roscar, una fresadora de roscas, un torno o una plaquita, en función de lo que resulte más rentable para su equipo y el material elegido.
Qué es un agujero roscado?
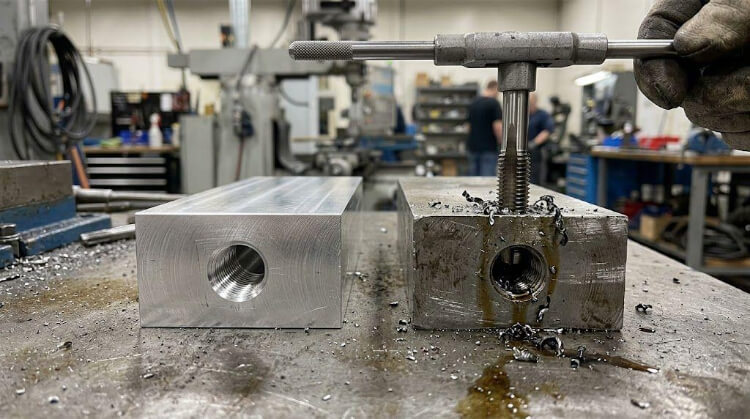
Un orificio roscado es un orificio roscado que se ha creado utilizando una herramienta rotativa específica conocida como "macho de roscar".
El roscado es una operación de fabricación. La herramienta se introduce en un orificio piloto previamente taladrado para cortar o desplazar el material y formar las roscas. Especificar un "orificio roscado" limita explícitamente al mecanizador a utilizar exactamente este método de mecanizado.
Cómo se hacen las roscas internas?
Los talleres de mecanizado disponen de varios métodos para introducir roscas en una pieza. La elección correcta depende de la dureza del material, la geometría del orificio y el volumen de producción.
Grifos de corte
Los machos de roscar cortantes son el método más tradicional. El macho se introduce en un orificio piloto y sus bordes de corte estriados cortan el material para tallar el perfil de la rosca.
- La ventaja: Velocidad y bajo coste de las herramientas. En un material blando como el aluminio 6061, un macho de corte puede terminar un orificio en sólo 2 segundos. Para una producción de gran volumen, esto se traduce en un enorme ahorro de tiempo de ciclo.
- El inconveniente: Cortar machos de roscar produce virutas. En un agujero ciego, las virutas pueden acumularse en el fondo y hacer que el macho de roscar se rompa. Si un macho de roscar se rompe dentro de una pieza cara, extraerlo es una pesadilla que a menudo acaba desechando toda la pieza. Además, un macho de roscar no se puede ajustar; corta el tamaño para el que fue fabricado.
Fresado de roscas
El fresado de roscas utiliza una herramienta de corte multipunto más pequeña que el diámetro del orificio, utilizando interpolación CNC helicoidal (moviéndose en X, Y y Z simultáneamente) para tallar las roscas.
- La ventaja: Precisión y seguridad. Como la herramienta es más pequeña que el orificio, la evacuación de la viruta es impecable. Si una fresa de roscar se rompe, simplemente sale del orificio, lo que ahorra una pieza potencialmente cara. Y lo que es más importante, el fresado de roscas permite al mecanizador CNC utilizar la compensación del desgaste de la herramienta (compensación del radio de la fresa) para ajustar el diámetro de paso en fracciones de milímetro.
- El inconveniente: Requiere capacidades CNC de alta velocidad y lleva más tiempo por agujero. Roscar un orificio profundo puede llevar de 10 a 15 segundos con una fresadora de roscas, frente a 2 segundos con un macho de roscar.
Consejo profesional: Opte siempre por el fresado de roscas para metales endurecidos (como el acero inoxidable 304 o el Inconel), piezas de gran valor en las que la chatarra es inaceptable o cuando necesite ajustes de roscas ajustados de clase 3B (o 4H).
Machos de conformación (Roll Tapping)
También conocidos como machos sin ranura, los machos de roscar conformadores no cortan el material, sino que lo desplazan. Utilizan la presión para conformar en frío el metal en el perfil de la rosca.
- La ventaja: Dado que no se elimina material, no hay virutas que evacuar, por lo que es una opción excelente para agujeros ciegos profundos. El proceso de trabajo en frío también comprime la estructura del grano metálico (endurecimiento por deformación), lo que da como resultado roscas con una resistencia a la tracción y a la fatiga significativamente mayores.
- El inconveniente: Este proceso sólo funciona en materiales muy dúctiles, normalmente los que tienen una dureza inferior a 30 HRC (como el aluminio, el latón o el acero dulce). Además, el tamaño del orificio piloto debe calcularse y taladrarse con extrema precisión; el margen de tolerancia de un orificio piloto de macho de roscar por deformación es mucho más estrecho que el de un macho de roscar de corte.

Insertos para piezas finas o débiles
A veces, el material de base no puede soportar un hilo fiable.
- Limitaciones de chapa: Regla de oro: Si el grosor del material es inferior a 1,5 ó 2 veces el paso de rosca, el roscado es un problema. No obtendrá las 3 ó 4 roscas completas mínimas necesarias para una unión segura. El roscado o el fresado son físicamente imposibles en este caso. En su lugar, debe especificar herrajes a presión (como tuercas PEM) o tuercas remachables.
- Plásticos blandos/Metales: En piezas fabricadas con plásticos blandos, o en piezas estructurales que deben desmontarse con frecuencia, las roscas cortadas directamente en el material base suelen desgastarse con el tiempo. Las roscas pueden desprenderse porque el material base no es lo bastante resistente para soportar un uso repetido. Una solución de ingeniería habitual es instalar insertos helicoidales, o insertos de cierre con llave. Estos insertos crean un orificio roscado más fuerte y resistente al desgaste.
Qué afecta al mejor método de roscado?
Si deja abierto el método de fabricación en su dibujo, el programador del CNC decide cómo hacer la rosca. Su elección -y el presupuesto final- depende de siete factores de riesgo y herramientas.
Tipo de pieza
Los maquinistas se fijan en la responsabilidad de desguace de la pieza. Si están roscando un $5 soporte de aluminiotiene sentido utilizar un macho de roscar de corte rápido. Si están roscando un colector de titanio complejo $2.000, roscarán con fresa. Un macho de roscar roto desecha la pieza; una fresa de roscar rota, no.
Material
Los metales duros (acero para herramientas, titanio) destruyen los machos de roscar, por lo que el fresado de roscas es la única opción segura. Los metales dúctiles (aluminio 6061, latón) son perfectos para conformar machos de roscar, que crean una rosca más fuerte sin producir virutas. Los metales gomosos (acero inoxidable 304) requieren el fresado de roscas o machos de corte especializados para evitar el endurecimiento por deformación y la rotura de la herramienta.
Agujero ciego frente a agujero pasante
Los orificios pasantes expulsan fácilmente las virutas por la parte inferior. Agujeros ciegos Los machos de roscar ciegos pueden atrapar virutas, que romperían un macho de roscar estándar. Para roscar un agujero ciego de forma segura, los talleres deben utilizar machos de roscar de estrías helicoidales, machos de roscar conformadores sin virutas o fresas de roscar.
Tamaño y paso de rosca
Las microroscas (por ejemplo, M1,6 o #0-80) utilizan herramientas increíblemente frágiles; los talleres suelen utilizar machos de roscar de conformación para evitar que se rompan los filos de corte. Las roscas masivas (por ejemplo, M36 o 1″-8) requieren un par de husillo inmenso para roscar. La mayoría de las máquinas CNC estándar carecen de esta potencia, por lo que el fresado de roscas es obligatorio para diámetros grandes.
Profundidad y engrane de la rosca
Cualquier agujero más profundo que 3 veces su diámetro (3D) es un "agujero profundo". El roscado de agujeros profundos es arriesgado porque el refrigerante no puede llegar fácilmente al filo de corte y las virutas se acumulan. En el caso de los taladros profundos, es probable que los talleres ofrezcan procesos de fresado o conformado de roscas más lentos, lo que incrementa el precio de la pieza.
Montaje repetido
Las roscas desnudas en materiales blandos (aluminio, plástico) se entrecruzarán o se desprenderán rápidamente si el tornillo se retira con regularidad. En acero inoxidable, las roscas desnudas son propensas al gripado. Si una pieza requiere un montaje repetido, el mejor método es mecanizar un orificio sobredimensionado e instalar un Helicoil de acero inoxidable o un inserto de bloqueo de llave.
Límites de las chapas finas
Una unión segura requiere de 3 a 4 roscas completas de encaje. Si el grosor del material es inferior a 1,5 veces el paso de rosca, el roscado es físicamente imposible. En su lugar, debe especificar herrajes a presión (tuercas PEM) o tuercas remachables.
Referencia rápida: Matriz de decisión del método de enhebrado
| Tipo de material | Tipo de agujero | Método recomendado | Factor riesgo / coste |
| Aluminio / Latón | A través de | Grifo de corte | Menor coste, ciclo más rápido |
| Aluminio / Latón | A ciegas | Macho de roscar | Cero astillas, hilo más fuerte |
| Acero para herramientas / Titanio | Cualquier | Fresado de roscas | Alta seguridad, cero riesgo de chatarra |
| Inoxidable 304/316 | A ciegas | Fresado de roscas | Evita el endurecimiento del trabajo / grifos rotos |
| Chapa metálica (< 2x Paso) | Cualquier | Inserto (PEM / Tuerca remachable) | Obligatorio para la integridad estructural |
Cómo especificar hilos en un dibujo?
Las especificaciones excesivas cuestan dinero y las insuficientes provocan el rechazo de piezas. A continuación le explicamos cómo redactar especificaciones de ingeniería que le proporcionen exactamente lo que necesita sin inflar el presupuesto.
Cuándo es suficiente un " agujero roscado "?
En 95% de fabricación comercial, definir la característica geométrica es todo lo que necesita. Una llamada como 4X M6 x 1,0 - 6H indica al taller exactamente la norma que debe cumplir. Esto les permite analizar sus herramientas y materiales y elegir la forma más barata y fiable de pasar la inspección de calidad.
Cuándo gritar tapping?
Sólo especifique "roscado" si la integridad estructural de su pieza depende de la estructura de grano específica creada por ese proceso. Por ejemplo, los componentes hidráulicos de muy alta presión o ciertas normas MIL-SPEC aeroespaciales requieren roscas endurecidas y comprimidas que sólo proporciona un macho de roscar por deformación. En este raro caso, especifique: M8 x 1,25 - 6H FORMA ROSCADA.
Cuándo definir el hilo y dejar el método abierto?
Separe siempre la profundidad de taladrado de la profundidad de roscado. Un taller mecánico no puede roscar perfectamente hasta el fondo plano de un orificio taladrado porque la herramienta necesita holgura física.
- Llamada profesional: Ø5.00 ↧ 15.0 (Profundidad de perforación) / M6 x 1,0 - 6H ↧ 10,0 (Profundidad de la rosca). De este modo se define el elemento y se deja al maquinista una holgura crítica de 5 mm para que caigan las virutas.
Errores comunes de llamada
- Forzar roscas completas hasta el fondo absoluto: Esta es la razón #1 de los presupuestos inflados. Exigir roscas completas hasta el fondo exacto de un orificio ciego obliga al taller a utilizar machos de roscar de fondo especializados y operaciones manuales secundarias, lo que a menudo multiplica el coste de esa característica por 300%. Deje siempre de 2 a 3 pasos sin roscar en el fondo.
- Especificación del tamaño del orificio piloto: No dibuje explícitamente un agujero de 5,0 mm para una rosca M6. Un macho de roscar de corte puede necesitar un orificio de 5,0 mm, pero un macho de roscar de conformación necesita 5,5 mm. Indique el tamaño final de la rosca y deje que el taller calcule su propio diámetro de preparación.
Ajuste y calidad del hilo
Clase 2B (Imperial) o 6H (Métrico) es el ajuste comercial estándar. Alcanzar una tolerancia de clase 3B / 4H más ajustada de forma fiable con un macho de roscar estándar es increíblemente difícil a medida que la herramienta se desgasta.
Si especifica 3B, obliga al taller a cambiar a un fresado de roscas más lento para garantizar que la pieza pasa una inspección de calibre Go/No-Go. Especifique ajustes de precisión solo si su montaje realmente los requiere.
Qué impulsa el riesgo de costes y producción?
Cuando un fabricante cotiza una pieza, no sólo está calculando el tiempo de mecanizado, sino también el riesgo de fallo. Comprender las causas de este riesgo le ayudará a eliminar costes innecesarios antes de enviar una petición de oferta.
Velocidad frente a flexibilidad
El roscado es increíblemente rápido. Un ciclo de roscado rígido en un CNC moderno puede roscar un agujero en cuestión de segundos. Sin embargo, los machos de roscar carecen de flexibilidad.
Cada tamaño y paso de rosca únicos requieren una herramienta específica, lo que ocupa un valioso espacio en el almacén de herramientas de la máquina. El fresado de roscas es más lento por orificio, pero una sola herramienta puede cortar varios tamaños de rosca y roscas a izquierda y derecha.
Grifos rotos y chatarra
Es el mayor coste oculto del mecanizado. Si un macho de roscar $20 se rompe dentro de un componente aeroespacial $1.000, el taller tiene que pasar horas quemando el macho roto con un electroerosionador de inmersión o desechar la pieza por completo.
Si su diseño incluye agujeros ciegos profundos en materiales duros, las tiendas aumentarán drásticamente el precio de la pieza para cubrir el seguro de posibles desechos.
Tamaño del orificio piloto
La calidad de una rosca depende totalmente del orificio piloto. Si el orificio piloto es demasiado pequeño, el macho de roscar se atascará y se romperá. Si se taladra demasiado grande, la rosca carecerá de la resistencia necesaria y no superará la prueba de calibre Go/No-Go.
Los machos de roscar son especialmente arriesgados en este caso. Necesitan una tolerancia muy ajustada en el tamaño del orificio piloto. Por ello, el taller debe dedicar más tiempo de mecanizado a comprobar el desgaste de la broca y mantener el tamaño del orificio bajo control.
Problemas con materiales finos
Intentar cortar roscas en chapas finas es una receta para el fracaso. Si trabaja con chapa de calibre 16 (1,5 mm) o más fina, el roscado estándar no proporcionará los tres hilos de rosca mínimos necesarios para la integridad estructural.
El tornillo se desprenderá con un par de apriete mínimo, lo que provocará averías y reclamaciones de garantía. Cambie a la tornillería a presión en una fase temprana del diseño para ahorrarse quebraderos de cabeza en la producción.
Cómo elegir la opción adecuada?
No siempre es necesario especificar explícitamente el método de fabricación en el dibujo, pero entender cuándo se utiliza cada proceso ayuda a diseñar piezas mejores y más rentables.
Cuándo tiene sentido el tapping?
Utilice machos de corte estándar para grandes volúmenes de producción en metales fáciles de mecanizar, como aluminio 6061-T6, latón de mecanizado libre o acero Q235.
Este método suele ser la forma más rápida y económica de hacer una rosca comercial estándar, como la clase 2B o 6H, en una pieza. Funciona especialmente bien para agujeros pasantes, donde la eliminación de virutas no suele ser un problema.
Cuándo el fresado de roscas es la opción más segura?
En estos casos, el fresado de roscas funciona como una forma de protección. Suele ser la mejor opción para materiales duros o costosos como el titanio, el acero para herramientas o el Inconel, porque una herramienta rota puede arruinar toda la pieza.
También es el método necesario para orificios roscados de gran diámetro, piezas con formas irregulares que no se pueden tornear y ensamblajes de precisión que necesitan un ajuste de rosca de clase 3B o 4H ajustado y claramente medible.
Cuándo merece la pena considerar los machos de roscar encofrados?.
Utilice machos de conformar cuando necesite roscas más fuertes en materiales dúctiles. No cortan el metal. En su lugar, lo presionan y le dan forma. Por eso, funcionan bien en aplicaciones de alta tensión que utilizan aluminio o cobre.
También son una buena elección para agujeros ciegos profundos. Los machos de roscar no producen virutas durante el proceso. Esto elimina el riesgo de que se acumulen virutas en el interior del agujero y reduce la posibilidad de rotura de la herramienta.
Cuándo es mejor una inserción?
Deje de intentar mecanizar roscas cuando el material base trabaja en su contra. Utilice herrajes a presión (como tuercas PEM) o tuercas remachables para armarios de chapa. Utilice Helicoils o insertos con cierre de llave para plásticos blandos, o para cualquier pieza de aluminio/magnesio que vaya a ser montada y desmontada con frecuencia por el usuario final.
Consejo profesional: Si la pieza va a recibir un recubrimiento de polvo o anodizado, instale los insertos después del proceso de acabado superficial. Roscar un orificio antes de los tratamientos superficiales pesados a menudo provoca roscas obstruidas y diámetros de paso inferiores, lo que le obliga a perseguir las roscas para conseguir que el perno encaje manualmente.
Conclusión
La diferencia entre un agujero roscado y un agujero roscado no es sólo un detalle de redacción. Un orificio roscado es el resultado que se necesita en la pieza. El roscado es sólo una forma de crearlo. Una vez vista la característica de esta forma, la decisión real queda mucho más clara: elegir el método de roscado en función del material, el tipo de agujero, el grosor de la pieza, el tamaño de la rosca, el volumen de producción y las necesidades de montaje.
En la producción real, la elección de una rosca incorrecta puede dar lugar a machos rotos, roscas débiles, reprocesado adicional, calidad inestable y costes innecesarios. Lo mejor es definir claramente los requisitos de roscado en el plano y, a continuación, decidir si el roscado, el fresado de roscas, el conformado o los insertos son los más adecuados para esa pieza concreta. Ahí es donde suele empezar la mejora de la fabricabilidad y el control de costes.
Si no está seguro de qué método de roscado se adapta a su pieza, envíenos su dibujo o archivo 3D para que lo revisemos. Podemos comprobar el material, el diseño del orificio, el engranaje de la rosca y el riesgo de producción y, a continuación, sugerir una solución más fiable y rentable para su proyecto.