Нестандартные крышки из листового металла
Создан для промышленного производства
Прецизионное изготовление листового металла для электроники, телекоммуникаций, промышленного оборудования, медицинских приборов и наружных систем - от проверки прототипов до серийного производства.
Изготовление изделий из алюминия, нержавеющей стали и стали
Лазерная резка углеродистой стали толщиной до 20 мм и точная гибка
Конструкции корпусов с классом защиты IP и защитой от электромагнитных помех
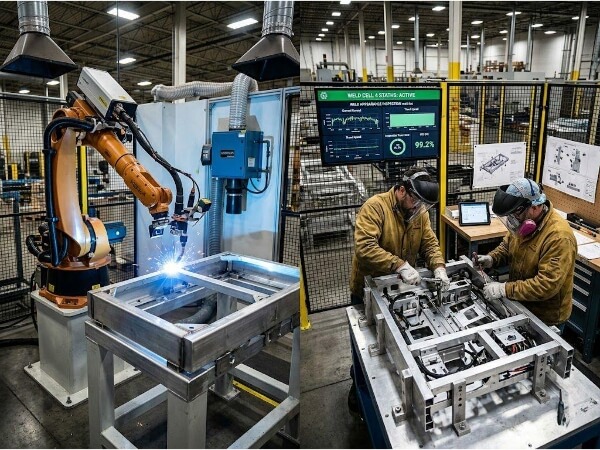
Изготовление с жесткими допусками и интеграция сборки
Быстрое создание прототипов и масштабируемое производство
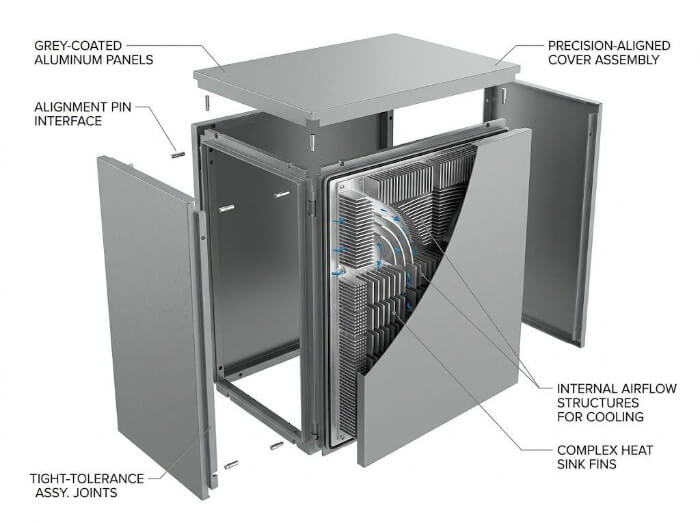
Инженерные кожухи из листового металла для защиты конструкций и интеграции систем
Разработаны с учетом реальных требований к производству, сборке и окружающей среде, а не типовых шаблонов корпусов.
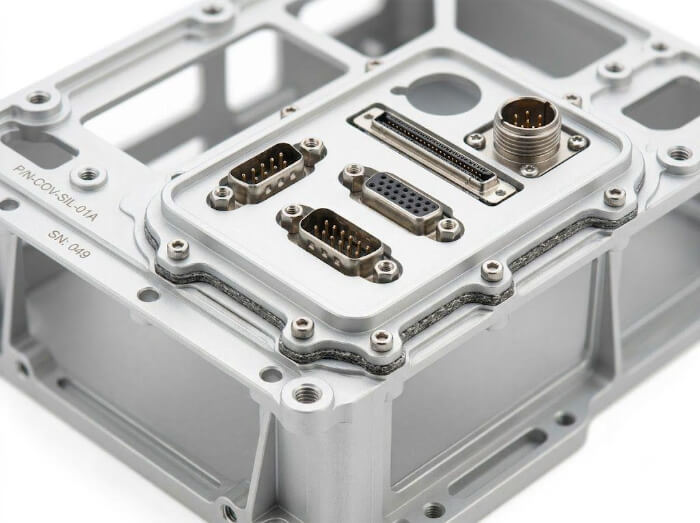
IP54 - IP65 Поддержка дизайна конструкции
Встроенные конструкции с изгибом, сварные швы и совместимые с прокладками конструкции для наружных и промышленных сред, требующих пыле- и влагозащищенности.
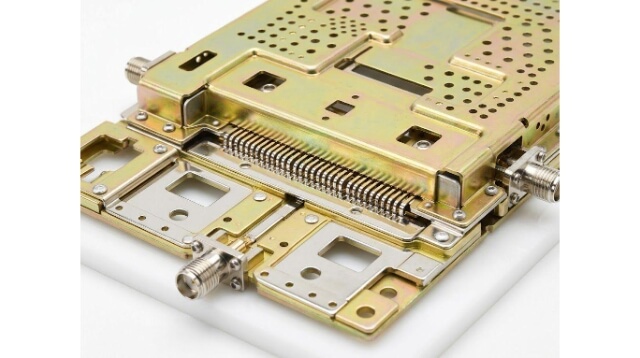
Проводящие структуры для электроники и телекоммуникационных систем
Контролируемые контактные поверхности, проводящие покрытия и жесткие допуски при сборке обеспечивают электромагнитное экранирование.
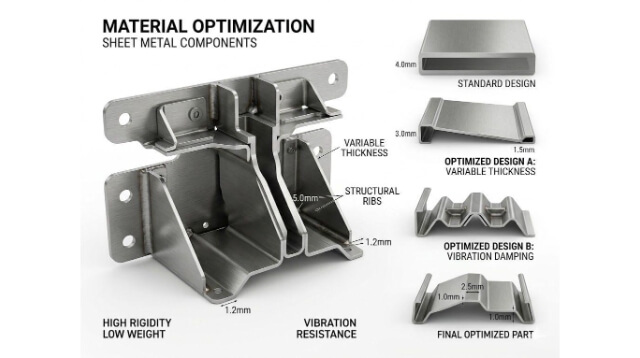
Оптимизация материала и толщины
При выборе материала поддерживается баланс между жесткостью, весом, виброустойчивостью и стоимостью производства в различных областях применения.
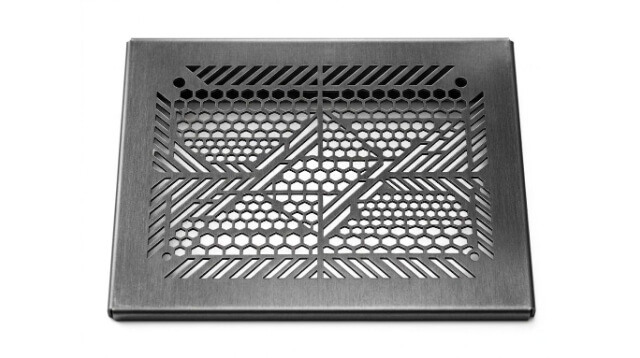
Вентиляция и теплоотвод
Вентиляционные отверстия, вырезанные лазером, и структуры, ориентированные на воздушные потоки, призваны улучшить внутренний теплоотвод без снижения прочности корпуса.
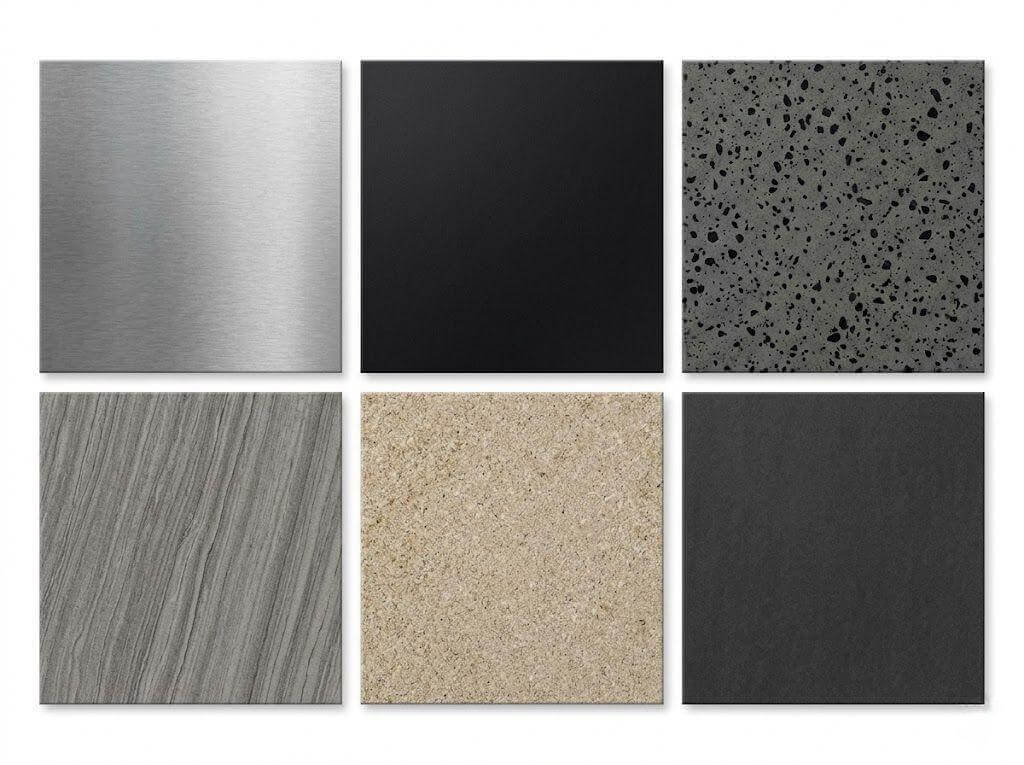
Выбор материала и отделки поверхности в зависимости от требований применения
Комбинации материалов и отделки выбираются в зависимости от коррозионной стойкости, конструктивных характеристик, требований к внешнему виду и условий эксплуатации.
Поддержка производства по индивидуальным заказам с учетом требований DFM-инжиниринга
Не просто поддержка производства - инженерное участие, направленное на снижение производственных рисков и повышение эффективности производства.
Проверка DFM перед производством
Инженерная проверка радиуса изгиба, доступа к сборке, соблюдения допусков, интеграции оборудования и возможности сварки перед производством.
От проверки прототипа до серийного производства
Согласованность процессов и поддержка планирования производства для плавного перехода от создания прототипов к стабильному серийному производству.
Оптимизация производственных затрат
Предложения по сокращению ненужной механической обработки, минимизации отходов материалов, упрощению сварочных конструкций и повышению эффективности сборки.
Сборка и структурная обратная связь
Рекомендации были направлены на снижение проблем с выравниванием сборки, улучшение жесткости и повышение надежности продукции в долгосрочной перспективе.
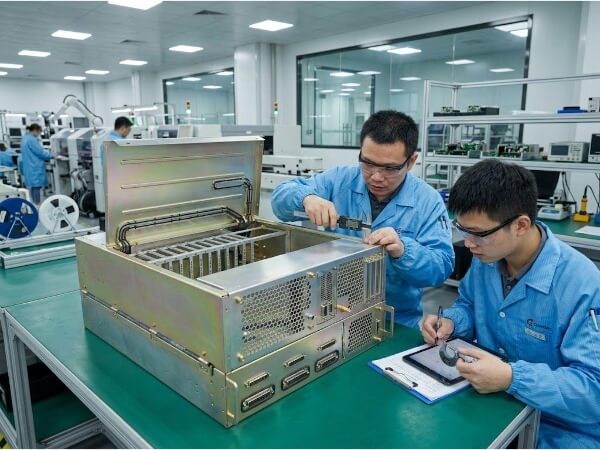
Допустимые отклонения зависят от материала, геометрии и производственного процесса. Для прецизионных узлов доступна поддержка изготовления с жесткими допусками.
Благодаря изготовлению с контролем приспособлений, контролю первого изделия, проверке качества в процессе производства и окончательной проверке размеров.