
Выбор правильного метода соединения листового металла - это не вопрос предпочтений; это структурный и экономический расчет. Решение между сваркой и клепкой определяет грузоподъемность узла, узкое место в производственном цеху и конечную стоимость одной детали.
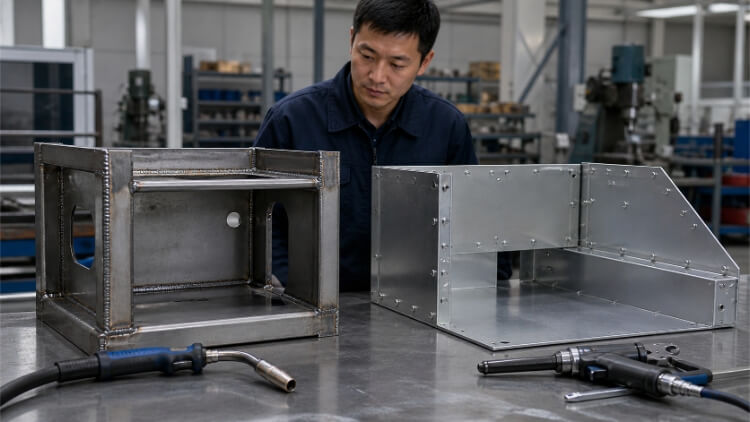
Сварка соединяет материалы в единую, непрерывную структуру, идеально подходящую для тяжелых грузов и строгих требований к герметичности. Клепка использует механические крепежные элементы для скрепления перекрывающихся листов, обеспечивая решение для холодной обработки, которое позволяет избежать деформации материала.
Неправильный выбор на ранней стадии проектирования может привести к деформации тонких листов, неудачным испытаниям на вибрацию в полевых условиях или ненужным затратам на вторичную отделку. В этом руководстве рассматриваются инженерные реалии обоих процессов, чтобы помочь вам выбрать правильное соединение для вашей сборки.
Сварка и клепка в одном месте
Не существует универсального "лучшего" процесса между сваркой и клепкой. Оптимальный выбор строго определяется назначением детали, используемыми материалами и условиями производства.
Сварка образует непрерывное соединение
Сварка Интенсивное тепло расплавляет основные металлы (часто с наполнителем), сплавляя их в единое целое. Этот процесс используется, когда сборка требует максимальной жесткости, постоянной структурной прочности или абсолютной герметичности в жидкостях и газах.
Клепка образует механическое соединение
Клепка это процесс холодной штамповки. Он включает в себя пробивку или сверление отверстий, установку крепежа и деформацию хвостовой части заклепки для скрепления металлических листов. Она очень эффективна для соединения тонколистовых металлов, термочувствительных материалов и разнородных металлов, которые нельзя расплавить.
Правильный выбор зависит от функции детали
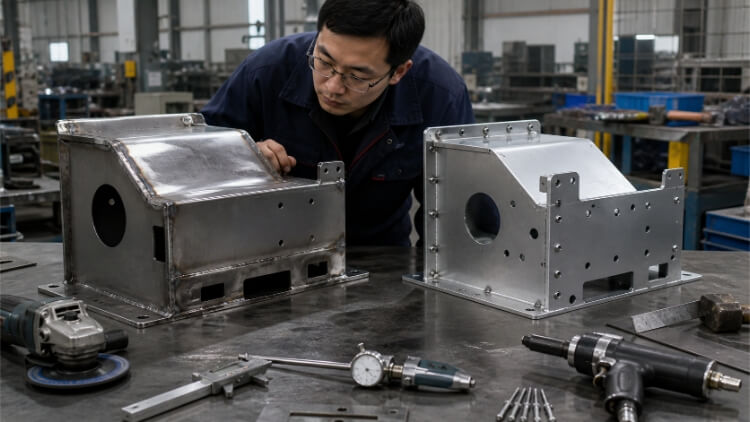
Инженеры должны оценить компромиссы. Сварное соединение обеспечивает бесшовную косметическую отделку, но требует квалифицированного труда и чревато термическими деформациями. Заклепочное соединение отличается быстротой и высокой повторяемостью, но оставляет видимые головки крепежа и требует наложения фланцев друг на друга.
Таблица 1: Руководство по быстрому выбору
| Требование | Лучший выбор | Причина |
| Высокая структурная прочность | Сварка | Образует непрерывный шов |
| Устойчивость к протечкам | Сварка | Может создавать герметичные швы |
| Тонкие термочувствительные листы | Клепка | Предотвращает тепловое искажение при сварке |
| Смешанные материалы | Клепка | Отсутствие плавления неблагородных металлов |
| Чистая внешняя поверхность | Сварка | Отсутствие видимых головок заклепок |
| Простой ремонт | Клепка | Заклепки можно снимать и заменять |
| Покрытые или оцинкованные листы | Клепка | Уменьшает повреждение покрытия |
Что меняется при сварке или клепке листового металла
Физические характеристики сборки из листового металла существенно меняются в зависимости от способа формирования соединений. Понимание этих механических различий имеет решающее значение для предотвращения преждевременного разрушения в полевых условиях.
Прочность и путь нагрузки
Правильно выполненный сварной шов распределяет механическое напряжение непрерывно по всей длине шва. Сварное соединение часто имеет такую же прочность, как и основной металл, или даже выше.
В отличие от этого, заклепочные соединения передают нагрузку через определенные, изолированные точки. Сверление или пробивка отверстий под заклепки неизбежно приводит к удалению материала, уменьшению площади поперечного сечения листа и созданию локальных концентраций напряжений по краям отверстий.
Усталостная долговечность при вибрации
Жесткость не всегда является преимуществом. В средах с высокочастотной вибрацией, таких как автомобильные шасси, транспортные корпуса или тяжелое оборудование, очень жесткий сварной шов может стать помехой. Постоянная циклическая нагрузка может привести к образованию микротрещин и их распространению через хрупкую зону термического воздействия сварного шва.
Клепаные соединения обладают определенной степенью микрогибкости. Это позволяет узлу слегка поглощать и рассеивать энергию вибрации, что часто приводит к увеличению усталостного ресурса при динамических нагрузках.
Подача тепла и деформация тонкого листа
При сварке образуется зона термического влияния (ЗТВ), которая изменяет микроструктуру окружающего металла. При сварке тонких материалов, таких как алюминий 5052 толщиной 1,2 мм или нержавеющая сталь 304 толщиной 1,0 мм, это интенсивное локализованное тепло вызывает сильное тепловое расширение и сжатие.
В результате возникают коробление, смятие и иногда прожоги, что требует последующей дорогостоящей ручной рихтовки. Клепка устраняет этот риск, сохраняя точную геометрию и плоскостность тонколистового проката.
💡 Совет профессионала: Мы часто видим проектные файлы, в которых инженеры указывают полные сварные швы на 1,2-миллиметровых алюминиевых корпусах, чтобы избежать видимых головок крепежа. В действительности, ручной труд, необходимый для устранения тепловых искажений, может легко привести к увеличению стоимости единицы продукции на 30% по сравнению с клепаной конструкцией.
Совместимость материалов и риск коррозии
Клепка - стандартное решение для соединения разнородных металлов, например, для крепления алюминиевой панели 6061-T6 к раме из углеродистой стали. Однако при этом возникает критическая инженерная ловушка: гальваническая коррозия.
Если голая стальная заклепка установлена в алюминиевый лист и подвергается воздействию электролита (например, влаги), металлы вступают в реакцию. В результате соединение быстро корродирует и выходит из строя, что приводит к дорогостоящим отзывам и гарантийным обязательствам.
Для успешной работы заклепочных соединений с разнородными металлами необходима соответствующая изоляция, например, диэлектрические покрытия, оцинковка или непроводящие шайбы. Сварка позволяет полностью избежать гальванических проблем, поскольку она обычно ограничивается соединением идентичных или хорошо совместимых сплавов.
Требования к герметичности и визуальному восприятию
Для применений, требующих водонепроницаемых или воздухонепроницаемых корпусов, таких как резервуары для жидкостей или наружные электрические шкафыПолный, непрерывный сварной шов является обязательным. Сварка также позволяет добиться первоклассной эстетики: сварной шов может быть отшлифован заподлицо и отполирован, становясь совершенно незаметным после порошковой окраски.
Клепка не может обеспечить герметичность без добавления вторичных жидких герметиков или прокладок. Кроме того, головки заклепок всегда будут выступать, нарушая визуальную плоскость поверхности.
Правила проектирования, влияющие на качество соединения
Надежность соединения зависит только от его конструкции. Плохо спроектированные сварные швы или места установки заклепок не просто выходят из строя в полевых условиях, они сразу же вызывают задержки на производстве. Проектирование для обеспечения технологичности (DFM) означает понимание физических ограничений инструментов и используемых материалов.
Расстояние между отверстиями под заклепки и расстояние между краями
Установка заклепки слишком близко к краю детали из листового металла чревата катастрофическим разрушением. Усилие зажима и рабочая нагрузка могут привести к вырыванию или деформации металла.
Стандартное производственное правило гласит, что центр отверстия под заклепку должен находиться на расстоянии не менее удвоенного диаметра заклепки от края. Аналогично, слишком близкое расположение заклепок друг к другу удаляет слишком много основного материала, что значительно ослабляет общую прочность фланца на сдвиг.
Ширина фланца и доступ к инструменту
Инженеры часто проектируют узкие углы в САПР, забывая о том, что человеку-оператору необходимо физическое пространство, чтобы вставить пневматический заклепочный пистолет.
Если гибочный фланец слишком узкий (обычно менее 15 мм для стандартных заклепок), носовая часть заклепочного пистолета не может прилегать заподлицо к листовому металлу. Это приводит к образованию угловых заклепок, неплотному соединению и царапинам на поверхности. Всегда проверяйте радиус зазора стандартных заклепочных инструментов и рассчитывайте ширину фланца с учетом этого радиуса.
Длина сварного шва и управление нагревом
Задание непрерывного сварного шва по всей длине длинного листового металла редко необходимо для обеспечения целостности конструкции и почти всегда приводит к сильному короблению.
Вместо одной сплошной бусины опытные инженеры указывают сварка швом. Например, указание 25-миллиметрового сварного шва через каждые 75 мм обеспечивает отличную прочность, позволяя при этом отводить тепло. Это значительно снижает тепловые деформации в таких материалах, как холоднокатаная сталь 1,5 мм (SPCC).
Сдвиг допусков после сборки
По мере остывания и затвердевания сварочной ванны металл неизбежно сжимается. Такое термическое сжатие может привести к нарушению допусков всей сборки, особенно при изготовлении больших рам или точных корпусов.
Заклепки фиксируют детали точно в местах совмещения отверстий. Поскольку Перфорированный с ЧПУ или лазерная резка Пилотные отверстия невероятно точны, поэтому рабочие могут использовать штифты Cleco для фиксации крупных деталей из листового металла перед клепкой. Таким образом, детали становятся "самофиксирующимися", обеспечивая соответствие окончательной сборки размерам, указанным в САПР, без усадки под воздействием тепла.
💡 Совет профессионала: При проектировании сварной рамы, требующей жестких допусков на скольжение внутренних компонентов, мы всегда закладываем припуск на обработку в 1-2 мм. Сначала мы свариваем раму, даем деформации улечься, а затем фрезеруем с ЧПУ критические точки крепления до окончательного точного размера.
Стоимость, время выполнения и производственный риск
Менеджеры по закупкам часто сосредотачиваются на стоимости заклепки в сравнении со стоимостью сварочной проволоки. Это ловушка. Истинная финансовая разница заключается в трудозатратах, подготовке поверхности, сложности приспособлений и риске брака.
Квалификация рабочей силы и возможности автоматизации
Ручная сварка требует высококвалифицированных, сертифицированных операторов, что делает ее одним из самых дорогих видов работ на заводе по производству листового металла.
Клепка - это стандартизированный, легко повторяемый процесс. Установка пневматической глухой заклепки занимает от 3 до 5 секунд и может выполняться операторами с минимальной подготовкой. Для сравнения, сварка 25 мм TIG на нержавеющей стали может занять 45 секунд времени работы дуги, плюс настройка и последующая обработка.
Мост от прототипа к производству
На этапе создания прототипов и при небольших объемах производства клепка - это главное. Поскольку детали самостоятельно позиционируются с помощью пилотных отверстий и штифтов Cleco, не требуется никаких специальных приспособлений. Вы можете быстро повторять дизайн при низких затратах.
Однако при переходе к массовому производству стратегия часто переходит к роботизированной точечной сварке или сварке MIG. Хотя это требует вложения тысяч долларов в тяжелые, изготовленные на заказ сварочные приспособления для предотвращения термического коробления, полностью автоматизированная скорость и жесткость конструкции в конечном итоге снижают стоимость единицы продукции при масштабировании.
Скрытые расходы при очистке и обработке сварных швов
Сварка редко заканчивается после выключения горелки. Если изделию требуется гладкая косметическая отделка, операторы должны вручную отшлифовать сварной шов, отшлифовать область и химически очистить тепловой оттенок.
Шлифовка и пассивация сварного шва TIG на корпусе из нержавеющей стали 304 часто занимает 2-3 минуты на каждое соединение - гораздо дольше, чем сама сварка. В шасси с 50 точками соединения этот ручной труд приводит к большим затратам. Клепка не требует никакой последующей обработки. Как только заклепка выскочила, деталь готова к следующему этапу.
Последовательность обработки поверхности
Последовательность изготовления диктует метод соединения. Сварка должна производиться на голом металле; нельзя сваривать поверх порошкового покрытия или тяжелой гальванической обработки, так как это приведет к образованию токсичных испарений и пористых, слабых сварных швов.
Клепку можно выполнять после полной обработки поверхности металла. Это большое преимущество при работе с предварительно оцинкованными листами или предварительно окрашенными панелями, так как в этом случае полностью сохраняется нанесенное на заводе антикоррозийное покрытие.
Риск переделки и допустимость сборки
Ошибки случаются на сборочной линии. Если сваренный компонент смещен, его исправление требует разрушительной резки, шлифовки и начала работы заново, что часто приводит к полной отбраковке детали.
Заклепки обеспечивают безопасность с низкой степенью риска. Неправильно расположенные заклепки можно высверлить за считанные секунды. Детали чисто отделяются, переставляются и снова скрепляются без повреждения основного металла.
Таблица 2: Распределение затрат и производственных рисков
| Фактор производства | Воздействие сварки | Заклепывающее воздействие |
| Уровень квалификации оператора | Высокая (требуются сертифицированные сварщики) | Низкий (легко обучить, стандартизированные инструменты) |
| Первоначальная стоимость оборудования | Высокая (требуются жесткие, специальные зажимные приспособления) | Низкий (Самостоятельное определение местоположения через Клекос/пилотные отверстия) |
| Трудозатраты на постобработку | Высокая (шлифовка, полировка, кислотная очистка) | Ноль (Готовность к немедленному использованию или отправке) |
| Материалы с предварительным покрытием | Нельзя использовать (разрушает покрытие, токсичные испарения) | Отлично (сохраняет целостность заводского покрытия) |
| Стоимость переработки | Очень высокая (требуется разрушающая резка) | Очень низкая (просто высверлите заклепку) |
| Наилучшее соответствие объему | Массовое производство (оправдывает автоматизацию приспособлений) | От прототипирования до высокого уровня (гибкость и масштабируемость) |
Где каждый метод применяется в реальных сборках из листового металла?
На заводе применение диктует процесс. Вот как опытные инженеры-производственники применяют сварку и клепку в стандартных категориях промышленных изделий.
Электрические шкафы и шкафы управления
Если корпус требует строгой герметизации, например, по классу IP67 или NEMA 4X для наружных или моющих сред, то непрерывная сварка не является обязательным условием.
Шкаф управления, изготовленный из 1,5-миллиметровой нержавеющей стали 316L, должен быть полностью сварен TIG-сваркой по швам, зачищен заподлицо и пассивирован. Попытка склепать корпус со степенью защиты IP требует применения вторичных силиконовых герметиков или тяжелых прокладок. Они разрушаются под воздействием ультрафиолета и термоциклов, что в конечном итоге приводит к катастрофическому проникновению воды и короткому замыканию.
Телекоммуникационные шкафы и сборки с предварительным покрытием
Телекоммуникационные шкафы 5G и наружные блоки HVAC часто штампуются из предварительно оцинкованного листового металла, чтобы предотвратить появление ржавчины.
Если вы свариваете оцинкованную сталь, дуга температурой 3000°C мгновенно испаряет защитное цинковое покрытие, выделяя токсичные пары и оставляя зону термического воздействия совершенно незащищенной. Если не отправить всю сварную раму на дорогостоящее горячее цинкование после изготовления, этот сварной шов заржавеет в течение 6 месяцев в прибрежной среде. Клепка оставляет слой цинка 100% нетронутым, что делает ее обязательным процессом для материалов с предварительным покрытием.
Тяжелые конструкционные кронштейны и объем для транспортировки
При изготовлении несущих рам из углеродистой стали Q235 толщиной от 3 мм до 6 мм сварка MIG обеспечивает необходимую прочность на сдвиг, чтобы выдерживать большие статические нагрузки. Однако для трансграничных цепочек поставок полностью сваренная большая рама 100% означает, что вы платите за перевозку порожним воздухом.
Умные команды по закупкам используют модульную стратегию. Критически важные узлы, подвергающиеся высоким нагрузкам, они сваривают TIG или MIG на заводе, а основную внешнюю раму собирают с помощью сверхпрочных структурных заклепок или болтов. Такой гибридный подход позволяет сохранить структурную целостность стали Q235 и сократить объем морских грузоперевозок более чем на 40%.
Компоненты глубокой вытяжки и остаточные напряжения
При глубокой вытяжке листовой металл подвергается сильной пластической деформации. В результате в стенках вытянутой детали остается большое внутреннее остаточное напряжение.
Если приложить сильное сварочное тепло для крепления внутреннего кронштейна к корпусу с глубокой вытяжкой, это напряжение быстро исчезнет. Корпус, скорее всего, треснет, деформируется или выйдет за пределы допустимых размеров. Для участков с высокой формой на деталях глубокой вытяжки процессы холодной штамповки, такие как глухая клепка, остаются самым надежным инженерным выбором для крепления вторичных компонентов без нарушения первичной геометрии.
Когда сварка и клепка лучше работают вместе?
Самая распространенная ошибка начинающих инженеров заключается в том, что они рассматривают сварку и клепку как строгий бинарный выбор. При проектировании оборудования мирового класса лучшие узлы используют смешанную стратегию соединения.
Подход с использованием экзоскелета
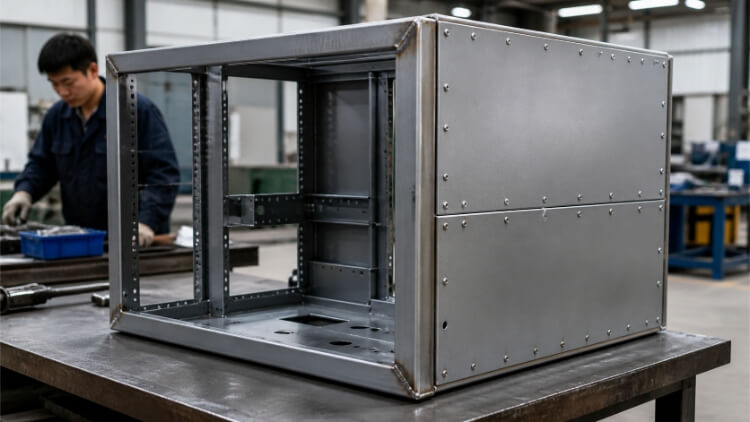
Классической стратегией DFM для промышленного оборудования является сборка "экзоскелета".
Для обеспечения абсолютной жесткости и гашения вибраций инженеры спроектируют тяжелую внутреннюю конструкцию из 2-миллиметровых сварных стальных труб. Однако внешняя косметическая обшивка - часто изготовленная из легкого 1,2-миллиметрового анодированного алюминия - крепится к этой сварной раме с помощью структурных глухих заклепок или резьбовых вставок. Это обеспечивает прочную основу с идеально ровными, без искажений эстетическими панелями.
Сварные швы со съемными сервисными панелями
Неразъемные соединения - это кошмар для обслуживания в полевых условиях. Если насос для перекачки жидкости, находящийся в полностью сваренном резервуаре, выходит из строя, специалисты на местах не могут привезти на объект клиента угловую шлифовальную машину и сварочный аппарат TIG, чтобы открыть и заново загерметизировать корпус.
Умные сборки используют непрерывные сварные швы для основного корпуса, чтобы обеспечить герметичность, а для панелей доступа применяют сверхпрочные заклепки или фланцы на болтах. Если какой-либо компонент выходит из строя, техник может высверлить заклепки за 10 секунд, заменить деталь и установить новые заклепки с помощью ручного инструмента $50, что практически исключает простои на заводе.
💡 Совет профессионала: При проектировании наружных шкафов смешанной сборки опасайтесь гальванической коррозии между сварной рамой и клепаными панелями. Если вы приклепываете алюминиевые панели к сварному каркасу из углеродистой стали, всегда указывайте заклепки с цинково-никелевым покрытием или используйте нейлоновые изолирующие шайбы. Мы видели, как электрические шкафы стоимостью $10 000 выходили из строя только потому, что заклепка из голой стали $0.05 вступила в реакцию с алюминиевой дверью.
Заключение
Сварка и клепка не являются конкурирующими методами. Они решают разные задачи соединения при производстве листового металла. Сварка часто лучше подходит для прочных каркасов, герметичных швов и чистых внешних поверхностей. Клепка часто лучше подходит для тонких листов, смешанных материалов, деталей с покрытием и узлов, которые могут нуждаться в ремонте или замене.
Прежде чем выбирать между сваркой и клепкой, уточните материал, толщину, требования к нагрузке, качество обработки поверхности, допуски и количество продукции. Если вы не уверены, какой метод подходит для сборки вашего листового металла, отправьте нам свой чертеж. Наша команда инженеров может рассмотреть конструкцию соединения и предложить практичный способ изготовления.


