
Нержавеющая сталь по своей природе устойчива к коррозии. Нанесение на нее покрытия - это просчитанное инженерное решение, направленное на изменение механики поверхности, а не мера по предотвращению ржавчины. Мы используем никелевое покрытие для значительного повышения износостойкости, увеличения твердости поверхности, устранения заедания резьбы и обеспечения надежной пайки или припоя при окончательной сборке.
Никелирование нержавеющей стали значительно повышает коррозионную стойкость, твердость поверхности и паяемость. Чтобы обеспечить превосходную адгезию, перед нанесением гальванического или электролитического никеля необходимо удалить пассивный оксидный слой металла с помощью никелевого удара Вудса. Эта специальная активация предотвращает отслаивание и обеспечивает долговечное, износостойкое покрытие для промышленных компонентов.
Это руководство посвящено исключительно практическим, цеховым реалиям нанесения покрытия на нержавеющую сталь. Мы рассмотрим выбор технологического процесса, контроль адгезии, планирование допусков и компромиссы между физическими затратами, которые диктует крупномасштабное производство.

Почему нержавеющая сталь трудно поддается пластинам?
Нержавеющая сталь устойчива к металлизации благодаря стабильному поверхностному слою. Он блокирует адгезию и требует специальных действий по активации перед нанесением покрытия.
Пассивный оксидный слой
Определяющей характеристикой нержавеющей стали является пассивный оксидный слой, богатый хромом. Эта пленка мгновенно образуется под воздействием кислорода, защищая подложку и являясь физическим барьером для гальванического покрытия.
Осаждение никеля непосредственно на этот пассивный слой приводит к "ложной адгезии". Покрытие может визуально пройти проверку в резервуаре, но оно неизбежно покроется пузырями или отслоится, как только столкнется с механической нагрузкой при стандартном испытании на изгиб или термоциклировании.
Никелевый удар Вуда
Пассивный слой нельзя обойти; его нужно химически удалить, одновременно предотвратив его реформирование. Промышленным стандартом для этого является Никелевый удар Вуда.
- Химия: В этом процессе используется сильнокислая ванна - точное соотношение хлорида никеля и соляная кислота-Работают при очень высокой плотности тока.
- Механизм: Он агрессивно вытравливает оксидный слой и мгновенно наносит микротонкий, высокоактивный слой никеля, создавая необходимую металлургическую связь.
Пределы активации поверхности
Активация требует агрессивного, целенаправленного управления химикатами. Различные марки нержавеющей стали по-разному реагируют на линии.
Высоколегированные сплавы, такие как 316, или детали, подвергшиеся закалке во время работы. штамповка листового металлатребуют гораздо более тщательной катодной активации по сравнению со стандартным листом 304. Невозможность полностью активировать специфическую геометрию поверхности гарантирует, что первоначальный удар будет неудачным.
Строгие сроки перевода
В жестких производственных условиях нарушения адгезии часто происходят между резервуарами, а не внутри них. После нанесения удара Вуда поверхность становится очень реактивной.
Если время перехода от ударной ванны к ванне первичного никелирования слишком мало - часто оно не превышает 30 секунд, - деталь высыхает или повторно пассивируется в окружающем воздухе, вызывая последующее расслоение.
Выбор процесса: Электролитическое никелирование против электролитического никелирования
Различные методы нанесения покрытия дают совершенно разные результаты на реальных деталях. Каждый процесс изменяет стоимость, качество покрытия и функциональные характеристики.
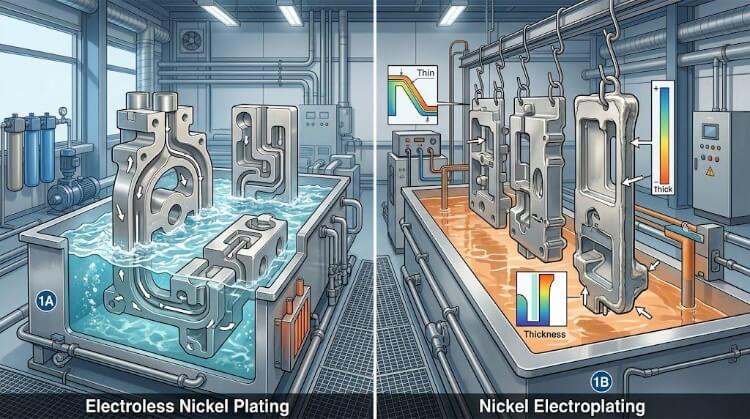
Электролитическое никелирование (ENP)
ENP - это автокаталитический процесс химического восстановления, не требующий внешнего электрического тока. В процессе происходит совместное осаждение никеля и фосфора, что делает его весьма предсказуемым для точного производства.
- Контролируемая твердость: Контролируя содержание фосфора (низкое, среднее или высокое), инженеры могут точно установить определенный уровень твердости и износостойкости.
- Абсолютная однородность: Скорость осаждения полностью зависит от температуры и химического состава ванны. Если в чертеже указано 15-микронный При нанесении покрытия деталь получает ровно 15 микрон равномерно по всей поверхности.
- Сложные геометрии: ENP - единственная возможность для обработки деталей с ЧПУ с внутренней резьбой, глубокими углублениями или пересекающимися отверстиями. Он обеспечивает внутренним поверхностям такую же защиту, как и внешним.
Электролитический никель
Электролитический никель использует внешний постоянный ток для перемещения ионов никеля с анода на подложку из нержавеющей стали.
- Эффективность при больших объемах: Как правило, он быстрее наносится и значительно экономичнее при больших объемах производства, например, при изготовлении плоских кронштейнов из листового металла.
- Эффект клетки Фарадея: Электролитическое покрытие испытывает серьезные трудности при работе со сложными геометрическими формами. Электрический ток не проникает в экранированные внутренние полости или глухие отверстия, оставляя их без покрытия.
- Текущие колебания плотности: В зонах сильных токов, таких как острые углы ЧПУ или срезанные кромки, происходит быстрое нарастание материала, известное как "Эффект собачьей кости". И наоборот, плоские центры, работающие на малых токах, имеют гораздо меньшую толщину. Такое неравномерное наращивание легко выводит жестко допущенные детали за пределы спецификации.
Как обработка и формовка определяют качество никелирования?
Операции цеховой обработки напрямую определяют окончательную посадку и надежность детали с гальваническим покрытием. Геометрия, планирование допусков и топография поверхности - все это взаимодействует с процессом нанесения покрытия.
Компенсация допусков
Инженеры часто упускают из виду, что обработка поверхности добавляет физический материал к подложке. Если в инженерном чертеже указан 15-микронный слой электролитического никелирования (ENP), машинист ЧПУ должен точно рассчитать этот объемный слой.
Для соблюдения допусков при окончательной сборке валы должны быть обработаны с занижением на 15 микрон на сторону (30 микрон по диаметру), и отверстия должны быть увеличены на такую же величину до того, как деталь покинет цех.
Очистка резьбы
Внутренняя резьба является основной причиной отказа механических компонентов с покрытием. Стандартные размеры метчиков не подходят: толщина покрытия изменяет диаметр шага примерно в четыре раза по сравнению с толщиной покрытия.
Машинисты должны использовать специализированные метчики для предварительной пластины - например, метчики 6G или метчики с пределом H, - чтобы гарантировать, что резьба после нанесения никеля будет принимать стандартные метизы без заедания или сцепления.
Шероховатость поверхности (Ra)
Распространенное производственное заблуждение заключается в том, что толстый слой никеля сгладит некачественные следы обработки. В действительности ENP идеально повторяет рельеф подложки.
Если деталь с ЧПУ выходит из фрезерного станка с грубой отделкой 3,2 Ra (мкм) из-за агрессивной подачи инструмента, то покрытая деталь просто станет блестящей, закаленной поверхностью 3,2 Ra. Критические уплотнительные поверхности должны быть отшлифованы или отполированы до окончательного значения Ra перед нанесением покрытия. Нанесение покрытия не скрывает плохую обработку, а подчеркивает ее.
Кромки листового металла
Штампованные или Лазерная резка листовой нержавеющей стали требует механической радиусной обработки кромок перед входом в линию нанесения покрытия. Острые, не зачищенные кромки являются зонами с высокой плотностью тока во время электролитического осаждения, что приводит к сильному, хрупкому наплавлению материала.
Кроме того, зона термического влияния (HAZ), образующаяся при лазерной резке, коренным образом изменяет местную металлургию. Эта карбонизация кромок активно сопротивляется химической активации, что приводит к локальным пустотам и отслаиванию покрытия.
Коренные причины неудач при нанесении никелевого покрытия в цеху
Неудачи при нанесении покрытия редко бывают тайной аномалией; они являются прямым результатом отклонения от технологического процесса или недостаточной подготовки поверхности.

Плохая адгезия
Если никель отслаивается от нержавеющей подложки во время теплового удара или испытания на адгезию крест-накрест (ASTM D3359), основная причина редко кроется в первичной никелевой ванне. Почти во всех случаях причина кроется в истощении никелевого состава Wood's Nickel Strike или в недостаточном обезжиривании.
Силикатные остатки от щелочных чистящих средств или синтетических смазочно-охлаждающих жидкостей, оставшихся в глухие отверстияЭто мгновенно разрушит металлургическую связь между подложкой и никелем.
Выжигание по краю
"Выгорание" - это серьезный дефект электролитического покрытия, при котором никелевое покрытие становится темным, шероховатым и очень хрупким на концах детали. Это происходит, когда плотность тока слишком высока для ускорения производства.
Инженеры по нанесению покрытий должны разрабатывать индивидуальные стеллажные системы, оснащенные нынешние "грабители" или "воры"-Добавки из металлической проволоки, которые намеренно отводят избыточный ток от острых углов, чтобы обеспечить равномерное осаждение.
Водородное охрупчивание
Агрессивная кислотная активация, необходимая для удаления пассивного слоя с нержавеющей стали, вводит атомарный водород непосредственно в металлическую решетку. Для высокопрочных или закаленных осадками нержавеющих марок (таких как 17-4 PH или 400 серия), этот захваченный водород может вызвать внезапное катастрофическое растрескивание под действием механической нагрузки.
Чтобы снизить этот серьезный риск, эти специфические сплавы должны пройти строгий цикл запекания с водородным разрядом. Согласно промышленным стандартам, детали должны быть запечены при 190°C ровно через четыре часа после выхода из линии нанесения покрытия.
Сварные зоны
Сварные узлы, как известно, трудно равномерно наплавить из-за сильной окисной окалины и измененной микроструктуры. Интенсивное тепло от Сварка TIG или MIG создает локальное состояние поверхности, в которое не может проникнуть стандартное кислотное травление.
Одной химической активации недостаточно; сварные швы перед химическим воздействием должны быть механически обработаны, зачищены проволокой или обработаны бисером, чтобы обеспечить надлежащую адгезию никеля к шву.
Контрольный список аудита поставщиков: Проверка партнера по нанесению покрытий
Прежде чем заключать контракт на большие объемы работ, уточните эти параметры у поставщика оборудования для обработки поверхностей:
- "Каково максимальное время переноса между ударной установкой Вуда и основной никелевой ванной?" (Любая продолжительность более 60 секунд является тревожным сигналом для повторной активации).
- "Как вы справляетесь с внутренними потоками?" (Они должны активно запрашивать лимиты кранов перед тарелкой).
- "Каково окно выпечки для нержавеющей стали 17-4 PH?" (При несоблюдении правила 4 часов ваши детали подвергаются непосредственному риску водородного охрупчивания).
Выбор материала и истинная стоимость обработки поверхности
Выбор материала определяет, будет ли нанесение покрытия практической необходимостью или излишними расходами. Различные марки нержавеющей стали меняют соотношение цены и качества.
Нержавеющая сталь 304 против 316
Не все нержавеющие стали ведут себя одинаково на линии нанесения покрытия. Стандартная нержавеющая сталь 304 относительно легко активируется при использовании стандартных параметров цеха.
Однако нержавеющая сталь 316 морского класса содержит молибден, что делает ее пассивный оксидный слой значительно более химически стойким. Это требует более агрессивного, строго контролируемого удара Вуда для достижения базовой адгезии, что часто приводит к повышению цены за штуку.
Высокопрочная нержавеющая сталь
Мартенситные сорта (например, 420 или 440C) и закаленные сплавы содержат большое количество углерода в металлической матрице. При воздействии активирующих кислот эти элементы не растворяются, оставляя после себя черный порошкообразный налет. "разврат" на поверхности.
Если этот углеродный налет не будет полностью удален с помощью специализированной анодной электроочистки, никелевый слой будет осаждаться непосредственно на грязь, гарантируя массовое разрушение адгезии в полевых условиях.
Никелирование по сравнению с твердыми сплавами
Менеджеры по закупкам должны рассчитать истинную точку безубыточности финишной обработки поверхности на этапе проектирования для производства (DFM). Действительно ли дешевле обрабатывать стандартную деталь из 304 и платить за высокофосфорную обработку ENP для достижения износостойкости?
Если учесть внешнюю логистику, более длительные сроки изготовления и потенциальный процент брака при нанесении покрытия, то обработка детали непосредственно из износостойкого суперсплава высшего качества часто оказывается более разумным коммерческим решением.
Стоимость жизненного цикла
Самое низкое предложение от поставщика покрытий часто оказывается самым дорогим вариантом на протяжении всего жизненного цикла изделия. Плохо контролируемый, пористый 10-микронный слой никеля может сэкономить копейки на первоначальном заказе.
Однако попытка сократить расходы за счет неаккуратного нанесения покрытия Вуда - это ложная экономия. Если некачественное покрытие отслаивается и приводит к задиру резьбы из нержавеющей стали, имеющей жесткие допуски, вы можете быть вынуждены отбраковать весь дорогостоящий узел насоса для перекачки жидкости.
Когда никелирование - неправильный инженерный выбор?
Никелирование не является универсальным решением. В зависимости от механической среды и сопряжения материалов альтернативные способы обработки поверхности часто обеспечивают более высокую производительность и более низкий процент брака.
Пассивация
Не наносите никелевое покрытие, если основным техническим требованием является строгое предотвращение ржавчины. Если нержавеющая сталь просто должна выжить в коррозионной среде без изменения своих механических свойств, стандартная пассивация (ASTM A967) - это правильный выбор.
Использование ванн с азотной или лимонной кислотой удаляет свободное железо с поверхности и искусственно утолщает естественный слой оксида хрома. Этот процесс очень экономичен и не вносит абсолютно никаких изменений в размеры деталей с ЧПУ с жесткими допусками.
Твердый хром
Безэлектролитный никель тверд, но он выходит из строя при сильном износе от скольжения, абразивного трения или сильных ударных нагрузок (например, на штоках гидравлических цилиндров). В таких условиях никелевый слой со временем скалывается или галтусится.
Промышленное твердое хромирование - лучший выбор для этих целей. Оно обеспечивает значительно более низкий коэффициент трения и гораздо более высокую базовую твердость до проведения термической обработки после нанесения покрытия.
Цинк-никель
Никель обладает высокой катодной активностью. Если никелированный компонент из нержавеющей стали прикрутить непосредственно к алюминиевому корпусу во влажной среде, это приведет к быстрому разрушению более мягкого алюминия в результате гальванической коррозии.
Для аэрокосмических и автомобильных узлов из смешанных металлов требуется цинково-никелевое покрытие. Оно обеспечивает жертвенную защиту, активно корродируя сначала, чтобы защитить как нержавеющий крепеж, так и окружающую алюминиевую конструкцию.
PVD-покрытия
Когда допуски на размеры ограничиваются однозначными микронами, даже тонкий слой ENP выходит за рамки спецификации. Покрытия, наносимые методом физического осаждения из паровой фазы (PVD), такие как Нитрид титана (TiN)При меньшей толщине они обеспечивают экстремальную твердость поверхности (более 2000 HV).
Применяемый в вакуумной камере, PVD обычно наносит только От 2 до 5 микрон материала. Это промышленный стандарт для высококлассной оснастки для литья под давлением и медицинских режущих инструментов, где необходимо идеально поддерживать остроту кромок.
Краткое справочное руководство:
- Вам нужна чистая защита от ржавчины без изменения размеров? Используйте пассивацию.
- Нужна высокая ударопрочность и низкое трение? Используйте Hard Chrome.
- Крепление детали болтами непосредственно к алюминию? Используйте цинк-никель.
- Нужна острая кромка с нулевым допуском смещения? Используйте PVD.
Устранение дефектов покрытия в цеху
Стойкое покрытие требует строгой подготовки поверхности и продуманного выбора конструкции. Дефекты покрытия редко являются химическими аномалиями; как правило, это сбои в управлении процессом или геометрии.
Контроль предварительной обработки
Самый важный резервуар в установке для нанесения покрытия - это щелочной обезжириватель. Если поставщик продлевает срок службы своей химии для очистки, чтобы сократить эксплуатационные расходы, синтетические смазочно-охлаждающие жидкости и смазки для штамповки выдерживают мойку.
Эти микроскопические остатки масла попадают в резервуары для активации кислоты, немедленно нейтрализуя ее. Удар Вуда. Это гарантирует массовое нарушение адгезии во всей производственной партии.
Слепые отверстия
Глубокие глухие отверстия в коллекторах, обработанных на станках с ЧПУ, являются серьезной проблемой при влажной обработке. Химические растворы задерживаются в этих полостях, что приводит к "кровотечение"-дефект, при котором высокоагрессивные кислоты вытекают через несколько дней, разрушая окружающий никелевый слой.
Если глухие отверстия не могут быть спроектированы на этапе проектирования, следует предусмотреть нестандартную ориентацию стеллажей и агрессивную среду. ультразвуковая очистка чтобы вытеснить застрявшую жидкость из внутренних углублений.
Проектирование дренажа
Химия для нанесения покрытий стоит дорого, и поставщики штрафуют за дизайн, который вызывает "затягивание" (зачерпывание жидкости из ванны и перенос ее в следующий резервуар). Корпуса из листового металла с глубокой вытяжкой часто выполняют роль ведер на технологической линии.
На этапе проектирования для производства (DFM) всегда включайте стратегические отверстия для отвода воды или дренажные вырезы в свои конструкции из листового металла. Это исключает перекрестное загрязнение химикатами, ускоряет время промывки и активно снижает цену изделия.
Соответствие требованиям RoHS и REACH
Никогда не думайте, что стандартная ванна ENP соответствует экологическим нормам. Исторически сложилось так, что поставщики химикатов использовали следовые количества тяжелых металлов - в частности, свинца и кадмия - в качестве стабилизаторов, чтобы предотвратить разложение ванны.
При распространении продукции по всему миру требуйте письменного подтверждения того, что ваш поставщик использует современную химию, не содержащую тяжелых металлов. Отсутствие такой документации приведет к тому, что вся продукция в сборе не будет соответствовать требованиям RoHS и REACH, что повлечет за собой таможенные конфискации и серьезные задержки в цепи поставок.
Заключение
Никелирование нержавеющей стали - это не просто этап отделки. Это процесс, который напрямую влияет на пригодность, прочность и долговременные эксплуатационные характеристики. Если поверхность подготовлена неправильно, даже хорошее покрытие не будет работать в процессе производства.
Конечный результат всегда зависит от того, насколько хорошо контролируется конструкция, обработка и процесс нанесения покрытия. Небольшие решения по допуску, отделке поверхности или марке материала могут изменить как качество, так и стоимость.
Если вы работаете над деталями с ЧПУ, компонентами из листового металла или узлами из нержавеющей стали, требующими никелирования, мы поможем вам пересмотреть конструкцию перед производством и снизить риски нанесения покрытия на ранних этапах процесса. Пришлите нам свои чертежи или требования. Мы оценим целесообразность, предложим варианты технологического процесса и предоставим четкое производственное решение для вашего проекта.