
Остаточная деформация — это геометрическое искажение, при котором металлическая деталь частично возвращается в исходное состояние после снятия деформирующих сил. Это явление, вызванное упругой восстановляемостью, приводит к отклонениям в углах и размерах, что требует точной компенсации при изготовлении листового металла.
Неучёт упругой деформации приводит к тому, что детали выходят за пределы допуска, что вызывает проблемы при последующей сборке и увеличивает количество брака. При крупносерийном производстве даже 1-градусное некомпенсированное отклонение может привести к остановке всей автоматизированной сварной линии.
Для управления этим изменением размеров требуется сочетание практической реализации на производстве и продуманного проектирования на начальном этапе. Вместо того чтобы полагаться на метод проб и ошибок, данное руководство содержит точные данные и стратегии, необходимые для контроля пружинного отскока:
- Механические причины за счет упругого восстановления и пружинистого отскока.
- Базовые значения пружинного возврата для углеродистой стали, нержавеющей стали и алюминия.
- Стратегии компенсации используется в различных методах (воздушное сгибание и сгибание с нижней стороны).
- Практические рекомендации по DFM для стабилизации допусков и сокращения излишних затрат на инструмент.
Понимание явления пружинистости
Под «отскоком» понимается склонность листового металла частично возвращаться в исходное плоское состояние после снятия силы гибки. Для эффективного управления этим явлением полезно точно понимать, что происходит внутри материала во время цикла гибки.
Эластичное восстановление
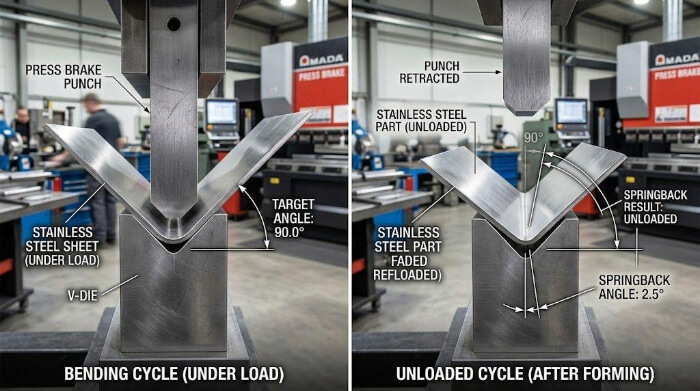
Когда гибочный пресс вдавливает лист металла в матрицу, на материал действуют различные нагрузки. Внешняя сторона изгиба растягивается (напряжение), а внутренняя — сжимается.
Когда зажим инструмента ослабляется, остаточные напряжения внутри материала стремятся к уравновешиванию. Эластичная часть материала восстанавливается, в результате чего угол изгиба слегка увеличивается. Именно поэтому операторы не могут просто установить пресс-гибочный станок на 90,0° для изгиба под углом 90°; инструмент должен пройти немного дальше — возможно, до 88,5° — чтобы металл мог расслабиться и вернуться к заданному размеру.
Пластическая деформация
Чтобы образовался постоянный изгиб, приложенная сила должна превышать предел текучести материала, вводя его в зону пластической деформации. Однако изгиб никогда не бывает полностью пластическим.
Внутри толщины материала всегда остается некоторая доля упругой деформации. Эта остаточная упругость является основной причиной фазы восстановления после снятия физической нагрузки.
Переход на летнее время
Хотя обычно ожидается обратный упругий ход, может наблюдаться и противоположный эффект — упругий ход вперед, или отрицательный обратный упругий ход. В этом случае угол изгиба после снятия пуансона фактически уменьшается.
Обычно это происходит при выполнении определенных операций штамповки или выпуклой штамповки, особенно при больших радиусах изгиба или определённых зазорах в инструменте. В таких случаях снятие сжатия на внутреннем радиусе превосходит растяжение на внешнем радиусе, в результате чего материал выпячивается внутрь.
Факторы, влияющие на пружинистость
Часто возникающая проблема в производстве заключается в том, почему при выполнении запрограммированного изгиба под углом 90° результаты различаются в зависимости от конкретного заказа. Степень пружинного возврата в значительной степени зависит от конкретных механических свойств листового металла и геометрии детали.
Предел текучести
Существует прямая зависимость между пределом текучести материала и его упругой деформацией. Более высокий предел текучести означает более широкую область упругости, которую материал должен преодолеть, прежде чем произойдет необратимая деформация.
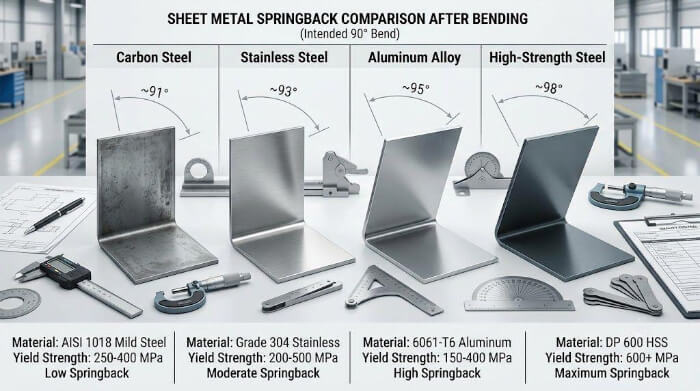
Как правило, у стандартной мягкой стали (например, марки Q235) отклонение от заданной формы может составлять от 1° до 2°. В то же время у материалов с высоким пределом текучести, таких как нержавеющая сталь марок 304 или 316, при тех же настройках инструмента это отклонение может достигать от 3° до 5°. Чем прочнее материал, тем более значительной должна быть компенсация изгиба.
Толщина материала
Толщина материала играет важную роль в распределении напряжений при гибке. Как правило, более толстые материалы демонстрируют меньшую упругую деформацию при заданных радиус изгиба поскольку больший объём поперечного сечения подвергается деформации за пределами предела текучести.
Напротив, более тонкие листы сохраняют более высокое соотношение упругой и пластической деформации при изгибе. Это делает фазу восстановления более выраженной и порой более труднопредсказуемой для разных партий материала.
Радиус изгиба
Соотношение между внутренним радиусом изгиба и толщиной материала (часто называемое коэффициентом R/T) является важнейшим показателем для инженеров. Более большой внутренний радиус изгиба означает, что материал подвергается меньшему растяжению, благодаря чему большая его часть остается в пределах упругости.
Когда внутренний радиус равен толщине материала (R/T = 1), упругая деформация относительно минимальна и предсказуема. Если радиус превышает удвоенную толщину материала (R/T > 2), упругая зона расширяется, что усложняет компенсацию упругой деформации и делает её более чувствительной к колебаниям качества партий материала.
Направление прокатки
Листовой металл имеет характерную структуру кристаллической решетки, формирующуюся в процессе прокатки на металлургическом заводе. Гибка параллельно направлению кристаллической решетки (продольная гибка) обычно приводит к несколько более сильному упругому отскоку и сопряжена с более высоким риском образования трещин на линии сгиба.
Гибка перпендикулярно волокнам (поперечная) обычно обеспечивает более стабильный и предсказуемый угол. Однако это может ограничить возможности размещения деталей на плоском листе на этапе лазерной резки, что может привести к снижению коэффициента использования материала. Инженеры и менеджеры по закупкам должны найти баланс между стабильностью размеров и затратами на получение материала.
Типичные значения упругой деформации в зависимости от материала
Инженерам часто требуются ориентировочные данные для оценки технологичности процесса и стоимости деталей на ранних этапах проектирования. Хотя точные углы пружинного отскока зависят от конкретного инструмента, соотношения R/T и партии материала, определение общего диапазона помогает установить реалистичные производственные допуски.
Углеродистая сталь
Стандартные углеродистые стали, такие как Q235 или холоднокатаная сталь SPCC, обладают относительно низким пределом текучести. Они отличаются высокой пластичностью и поддаются формовке при стандартном усилии.
Как правило, можно ожидать незначительного усадки в диапазоне от 0,5° до 1,5°. Благодаря этой предсказуемости углеродистая сталь является весьма экономичным материалом для крупных серийных производств, где требуются жесткие угловые допуски.
Нержавеющая сталь
Аустенитные марки, такие как 304 и 316, обладают высокой прочностью на разрыв и выраженной склонностью к упрочнению при деформации. Это приводит к значительному упругому восстановлению после снятия давления пуансона.
Инженеры должны учитывать отскок в пределах от 2° до 5°. Для обработки нержавеющей стали требуются листогибочные прессы с большей мощностью и инструментальные комплекты, позволяющие выполнять более сильный изгиб.
Алюминиевые сплавы
Степень упругой деформации алюминия в значительной степени зависит от его конкретного состояния. Более мягкий и пластичный сплав, такой как 5052-H32, обычно демонстрирует умеренную упругую деформацию в пределах от 1,5° до 3°.
Однако жесткие конструкционные сплавы, такие как 6061-T6, могут восстанавливать форму на 3–5°, если материал не разрушится раньше. При формовке алюминия с состоянием T6 почти всегда требуются гораздо большие радиусы изгиба, чтобы предотвратить растрескивание, что приводит к изменению общей геометрии детали.
Высокопрочная сталь
Высокопрочные низколегированные (HSLA) стали выходят за пределы стандартных возможностей компенсации на листогибочных прессах. Ввиду их чрезвычайно высокого предела текучести упругая деформация оказывается значительной и очень чувствительной к незначительным колебаниям в партиях. Величина упругой деформации часто колеблется от 5° до более 10°.
Для эффективной обработки этих материалов требуются современные гибочные станки с ЧПУ, оснащенные системой лазерного контроля угла гибки в режиме реального времени. Без такого оборудования на производстве часто приходится тратить часы на ручную пробную гибку, в результате чего скрытые затраты на настройку оборудования ложатся непосредственно на плечи заказчика.
Таблица справочных данных
| Тип материала | Общие оценки | Расчетная упругая деформация | Обрабатываемость и влияние на стоимость |
| Углеродистая сталь | Q235, SPCC | 0,5° – 1,5° | Высокая предсказуемость, минимальный износ инструмента. |
| Алюминий (мягкий) | 5052-H32 | 1,5° – 3,0° | Легко формуется, требует стандартной закрутки. |
| Алюминий (твердый) | 6061-T6 | 3,0° – 5,0° | Высокий риск растрескивания, требуются большие радиусы изгиба. |
| Нержавеющая сталь | 304, 316 | 2,0° – 5,0° | Высокая деформационная прочность, требует использования более мощного оборудования. |
| Высокопрочная сталь | HSLA, сталь с защитным покрытием | 5,0° – 10,0°+ | Сложно предсказать, требует гибки с ЧПУ с адаптивной настройкой. |
Восстановление формы при различных методах гибки
Выбранная технология формовки кардинально меняет подход к устранению внутренних напряжений в металле. От настройки инструмента зависит, будет ли пружинная деформация активно устраняться с помощью механического воздействия или же просто компенсироваться с помощью программирования станка.
Воздушный изгиб
При воздушной гибке пуансон вдавливает лист в V-образную матрицу, не прижимая его к дну. Внутренний радиус изгиба определяется динамически шириной проёма матрицы, а не формой наконечника пуансона.
Этот метод отличается высокой гибкостью, поскольку один комплект пуансонов и матриц позволяет формировать изгибы под разными углами. Однако он полностью зависит от расчета перегиба системой ЧПУ, поскольку при пневматической гибке образуется самая большая зона упругости и наблюдается максимальный возврат материала.
Внизу
При уплотнении листовой металл полностью прижимается к V-образному прорезу и боковым стенкам матрицы. Пуансон продолжает оказывать давление до тех пор, пока внутренний радиус металла не станет точно соответствовать кончику пуансона.
Это физическое ограничение приводит к тому, что пластической деформации подвергается больший объем материала. По сравнению с гибкой в воздушной среде упругая деформация значительно уменьшается, однако данный метод требует использования специальных комплектов пуансонов и матриц для каждого конкретного угла.
Монета
При штамповке с помощью огромного давления пуансон вдавливается непосредственно в материал, что приводит к небольшому утоньшению металла в вершине изгиба. Такое сильное сжатие проникает через нейтральную ось и полностью разрушает упругую структуру материала.
В результате откат практически отсутствует, а угловая точность остается исключительной. Однако для штамповки требуется в пять раз большая сила, чем при гибке с помощью пневматического пресса, что ускоряет износ оборудования и ограничивает его применение только для тонких листов.
Сравнение процессов
Сегодня на формовку воздушным давлением приходится более 90 % нашего производства листового металла. Поскольку современные гибочные прессы с ЧПУ обеспечивают высокую точность расчета алгоритмов пружинного отскока, заказчикам больше не нужно заказывать специальные нижние матрицы только для того, чтобы обеспечить соблюдение жестких допусков.
В настоящее время штамповка с нижней опорой в основном применяется в серийном производстве с большими объёмами, где требуется механическая фиксация определённых геометрических форм. Штамповка с верхней опорой в современном производстве используется редко производство листового металла если только не требуется исключительная точность при работе с конкретными локальными элементами.
Компенсация пружинного отскока в производстве
Даже при наличии точных данных о материале на производстве приходится активно настраивать оборудование, чтобы добиться конечных размеров. Производственные предприятия используют сочетание физической настройки инструментов и цифрового управления для компенсации естественной упругости металла.
Чрезмерное сгибание
Это наиболее простой способ устранения пружинистости. Если детали требуется угол 90°, а материал обычно пружинит на 2°, оператор программирует гибочный пресс так, чтобы металл сгибался под углом 88°.
Когда пуансон отходит, материал возвращается в диапазон допуска 90°. Этот метод хорошо подходит практически для всех материалов при условии, что между пуансоном и матрицей имеется достаточный зазор для обеспечения более острого угла.
Коррекция угла с ЧПУ
В современных листогибочных прессах используются системы измерения угла изгиба в процессе работы, такие как лазерные датчики или механические щупы. Эти системы измеряют фактический угол изгиба в режиме реального времени во время хода.
Если система обнаруживает, что упругая деформация превышает расчетные значения, она автоматически опускает пуансон чуть ниже, чтобы оперативно скорректировать погрешность. Эта технология позволяет значительно сократить время наладки и минимизировать количество брака, образующегося на этапе проверки первого изделия.
Коррекция инструмента
Чтобы обеспечить возможность изгиба с превышением угла, пуансоны для листогибочных прессов изготавливаются с острыми углами — чаще всего 86° или 88° для стандартного изгиба под углом 90°.
При крупносерийном штамповке с использованием твердых штампов компенсация заложена непосредственно в конструкцию инструмента. Инженеры-инструментальщики используют метод конечных элементов (FEA) для прогнозирования пружинного отскока и обрабатывают поверхности штампа, придавая им профиль с избыточным изгибом. Это гарантирует, что деталь будет соответствовать требуемому допуску при каждом ходе без ручного вмешательства.
Проверка от прототипа до серийного производства
Преодоление разрыва между изготовлением небольших партий прототипов и массовым производством часто становится проблемой для команд, занимающихся разработкой продуктов.
Опытные партнеры-производители используют данные о пружинном отскоке, полученные на этапе быстрого прототипирования, для оптимизации конструкции пресс-форм при запуске серийного производства. Учет этих реальных данных при разработке окончательной конструкции пресс-формы позволяет сократить время на ее доработку на несколько недель и сэкономить тысячи долларов на модификации оборудования, что гарантирует вывод вашего продукта на рынок в установленные сроки.
Рекомендации по DFM для предотвращения пружинного отскока
Инженеры-конструкторы могут значительно сократить производственные затраты и сроки изготовления, если заранее учтут эффект пружинистости еще на этапе CAD-моделирования. Несложные изменения в конструкции позволяют значительно упростить процесс формовки детали на производстве.
Стандартизация радиуса изгиба
Использование единого радиуса внутреннего изгиба по всей детали — один из самых эффективных способов снизить производственные затраты.
Это избавляет оператора от необходимости многократно менять настройки пуансона и матрицы при изготовлении одной детали. Что еще более важно, это позволяет стандартизировать соотношение R/T, благодаря чему расчет упругой деформации остается одинаковым для всех фланцев детали.
Планирование направления прокатки
По возможности располагайте критические изгибы перпендикулярно направлению прокатки материала. Это позволяет получить наиболее стабильный и предсказуемый угол.
Если сложная конструкция корпуса требует гибки по нескольким осям, отметьте на 2D-чертеже наиболее критические размеры. Это позволит инженеру-технологу определить, каким изгибам следует уделить приоритетное внимание при ориентации плоской заготовки для лазерной резки, что обеспечит соблюдение самых жестких допусков именно в тех местах, где это наиболее важно.
Выемки для облегчения веса и элементы жесткости
Нанесение надлежащих разгрузочных выемок на концах фланца предотвращает разрыв окружающего материала. Кроме того, это позволяет локализовать изгибающее напряжение, предотвращая деформацию соседнего материала и смещение изгиба из правильного положения.
В случае тонких материалов или больших панелей, склонных к сильному отскоку, конструкторы могут предусмотреть штампованные усилительные ребра по линии сгиба. Эти небольшие углубления повышают жесткость угла и физически фиксируют его в нужном положении, предотвращая раскрытие металла.
Планирование толерантности
Жесткие угловые допуски обходятся дорого. Хотя допуск ±0,5° является стандартным и легко достижимым для большинства металлов, использование глобального допуска по умолчанию в CAD-программе, равного ±0,2° для каждого изгиба, — это самый быстрый способ удвоить стоимость детали.
Устанавливайте жесткие допуски только в тех случаях, когда они напрямую влияют на конечную сборку. Увеличение допустимых допусков на несоединяемых фланцах позволяет снизить количество брака и становится гораздо более экономически выгодным при серийном производстве.
Заключение
Отработка — это физический феномен, присущий процессу формовки листового металла, однако он не обязательно должен приводить к задержкам в реализации проектов или превышению бюджета. Для его эффективного контроля необходимо сочетание продуманного предварительного проектирования (DFM) и точного выполнения работ на производстве. Благодаря стандартизации радиусов сгиба, пониманию свойств материала и применению разумных допусков проектные группы могут способствовать оптимизации производственного процесса.
В компании TZR наша команда инженеров использует более чем десятилетний опыт в области обработки листового металла для учета всех этих факторов. На этапе быстрого прототипирования мы собираем точные данные о материалах и плавно переносим их в стабильное серийное производство с большими объёмами.
Вам нужно найти баланс между жесткими допусками и целевой ценой? Загрузите свои 3D-файлы CAD уже сегодня. Наши инженеры проведут бесплатную экспертизу по технологичности (DFM), выявят потенциальные риски пружинного отскока и покажут вам, в каких именно местах доработка конструкции позволит снизить производственные затраты.