Первичный контроль изделия (FAI) — это процесс проверки, предназначенный для подтверждения того, что первая изготовленная деталь соответствует всем проектным спецификациям и требованиям к размерам. Для инженерных и закупочных подразделений он служит обязательным этапом проверки перед запуском серийного производства.
Проанализировав первую партию продукции, заказчики могут убедиться, что поставщик правильно понял технические требования и что его производственные мощности позволяют выпускать детали стабильного качества. Пропуск этого этапа зачастую приводит к самому худшему сценарию в производстве: обнаружению системного дефекта только после того, как уже изготовлены тысячи деталей.

Проведите тестирование процесса перед запуском в производство
Цель FAI заключается не просто в том, чтобы доказать правильность отдельной детали, а в том, чтобы подтвердить, что производственная среда достаточно стабильна для выпуска партии большего объема.
Соответствие детали
Основная функция FAI заключается в оценке соответствия деталей требованиям. Инспекторы по качеству сравнивают физическую деталь с 3D-моделью CAD и 2D-чертежами с помощью координатно-измерительных машин (CMM), оптических компараторов или откалиброванных ручных инструментов.
Вместо того чтобы полагаться на простые проверки на соответствие или несоответствие, инспекторы фиксируют фактические измеренные значения для каждого указанного размера. Это помогает инженерам точно определить, в каком диапазоне допусков находятся размеры, что позволяет им выявлять потенциальное отклонение от допусков до того, как детали выйдут за пределы допустимых значений.
Настройка процесса
FAI также проводит оценку самого производственного процесса. Соответствующий требованиям первый образец свидетельствует о том, что программа ЧПУ, инструмент, приспособления и параметры станка правильно настроены для серийного производства.
Если первая деталь не соответствует допускам, это часто указывает на проблему с настройкой или закреплением заготовки, требующую корректировки. Своевременное выявление таких ошибок в настройке станка позволяет предотвратить их повторение во всей партии.
Управление версиями
Отражение технических изменений в документации является стандартным требованием любого отчета FAI. Дефекты производства зачастую возникают просто потому, что поставщик работает на основе устаревшей документации.
FAI прямо связывает проверяемую деталь с конкретной редакцией чертежа. Это гарантирует, что и заказчик, и завод будут исходить из актуальных конструктивных требований ещё до начала раскроя сырья.
Точка утверждения
В стандартных производственных процессах этап FAI выступает в качестве формальной контрольной точки, на которой серийное производство приостанавливается на время проверки первого экземпляра изделия. Продолжение производства без одобрения FAI повышает риск массового выпуска некондиционных деталей.
Выявление нарушения допусков на этапе FAI обходится значительно дешевле, чем обнаружение того же дефекта после обработки сотен деталей или, что ещё хуже, когда детали не соединяются друг с другом на этапе окончательной сборки.
Определите, когда требуется новый FAI
Контроль первой партии не ограничивается только вновь внедренными продуктами. Изменения в производственной среде приводят к появлению новых переменных, что зачастую означает необходимость повторной валидации процесса.
Пересмотр проекта
Любое обновление конструкции изделия, как правило, требует подготовки нового FAI. Это касается изменений размеров, корректировки допусков или обновления примечаний о материалах на чертеже.
В зависимости от масштаба изменения инженеры могут запросить дельта-FAI (также известную как частичная FAI). При таком подходе проверке подвергаются только измененные элементы и прилегающие участки, затронутые изменением, а не производится повторное измерение всей детали.
Изменение процессов
Изменение методов производства влечет за собой изменение факторов, влияющих на качество деталей. Если поставщик переводит производство со стандартного 3-осевого фрезерного станка на 5-осевой станок или меняет основной технологический процесс с лазерная резка на штамповка листового металла, требуется новый FAI.
Это позволяет убедиться, что новый технологический процесс или оборудование по-прежнему способны производить детали, соответствующие исходным техническим требованиям, поскольку применение различных методов механической обработки может приводить к появлению новых термических напряжений или прогиба инструмента.
Существенное изменение
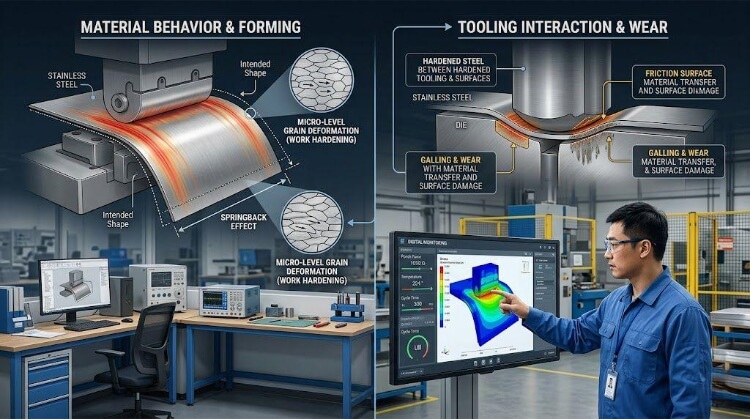
Смена сырья может кардинально изменить поведение детали в процессе механической обработки или формовки. Например, переход с алюминия 5052 на алюминий 6061 может привести к изменению углов пружинного отскока при гибке листового металла, что напрямую влияет на конечную геометрию.
Новая проверка FAI позволяет убедиться, что имеющееся оборудование и настройки по-прежнему обеспечивают соблюдение требуемых допусков с учетом новых свойств материала.
Смена поставщика
Перенос производства на новый объект автоматически влечет за собой необходимость проведения FAI. Даже если новый поставщик получит точно такие же файлы CAD и спецификации материалов, возможности его оборудования и методы закрепления деталей будут отличаться.
Что ещё более важно, их внутренние эталонные показатели и процессы контроля качества не будут соответствовать стандартам предыдущего поставщика. Проведение FAI позволяет установить эталонный уровень возможностей нового поставщика и помогает сформулировать чёткие ожидания в отношении будущих партий продукции.
Создать FAIR, которому инженеры смогут доверять
Отчет о первичном контроле продукции (FAIR) ценен ровно настолько, насколько ценны содержащиеся в нем данные. Для инженеров и менеджеров по закупкам достоверный отчет FAIR — это тщательно составленный технический документ, а не просто контрольный список, который поставщик заполняет, чтобы получить оплату.

Рисунок с использованием воздушных шаров
На чертеже с пузырьками каждому размеру, допуску и техническому примечанию на чертеже присваивается уникальный пронумерованный пузырь. Это обеспечивает четкое соотношение «один к одному» между CAD-проектом и протоколом приемо-сдачи.
Когда поставщик сообщает об отклонении по «параметру 14», инженеры точно знают, какое именно отверстие, радиус или профиль затронуты, и им не приходится гадать. Такая стандартизация исключает недопонимание между производственным персоналом и инженерной командой заказчика.
Результаты измерений
Надежная система FAIR обеспечивает получение абсолютных значений измерений, а не просто отметки «прошел/не прошел». Если допуск составляет 10,00 ±0,05 мм, в отчете должно быть указано фактическое значение, например 10,02 мм, а не общая отметка «OK».
Указание реальных значений позволяет избежать «формального заполнения документов» — вредной привычки, при которой операторы просто вписывают в документы идеальные теоретические цифры, не проводя фактических измерений деталей. Требование указывать конкретный идентификатор измерительного прибора для каждого измерения гарантирует, что поставщик использовал на производстве надлежащее откалиброванное оборудование.
Учет материалов
Проверка габаритных размеров бессмысленна, если деталь изготовлена из металла несоответствующей марки. В пакет FAIR должны входить сертификат соответствия (CoC) и протоколы заводских испытаний, полученные непосредственно от поставщика сырья.
Эти документы подтверждают точный химический состав, механические свойства и номер термической партии, что доказывает: завод не заменил сплав на более дешевый и менее прочный. В случае отказа изделия в эксплуатационных условиях эти прослеживаемые сертификаты соответствия (CoC) служат вашей правовой защитой, ограждая вас от ответственности, связанной с использованием некачественных материалов.
Специальные процессы
Виды отделки поверхностей и термические обработки, такие как твёрдое анодирование, порошковое покрытие, или термическая обработка — зачастую требуют подтверждения со стороны третьих лиц. Полный набор FAIR включает сертификаты на эти специальные процессы, выполняемые сторонними организациями.
Это имеет решающее значение, поскольку последующие технологические процессы могут повлиять на конечные размеры или изменить прочность детали. Проверка толщины покрытия или твердости по шкале Роквелла на этапе FAI позволяет избежать отказов прецизионных деталей при окончательной сборке или их преждевременного износа.
Проанализируйте факторы, создающие производственный риск
Не все детали сопряжены с одинаковым производственным риском. В ходе практического контроля первого изделия особое внимание уделяется тем этапам изготовления, которые с наибольшей вероятностью могут привести к браку партии.
Особенности резки
Профили, изготовленные на станках или вырезанные лазером, обычно отличаются высокой повторяемостью, однако при их изготовлении существуют риски, связанные с прогибом инструмента и шириной пропила. Если во время обработки первого изделия фрезерный станок с ЧПУ перемещается со слишком высокой скоростью, режущий инструмент может погнуться, что приведет к появлению конических стенок в глубоких карманах.
Тщательное измерение этих элементов резания в ходе проверки FAI позволяет убедиться, что на заводе используются правильные значения подачи, скорости и траектории движения инструмента. Это гарантирует, что станок сможет сохранять прямую и точную геометрию в течение длительного производственного цикла без чрезмерного износа инструмента.
Сформированные характеристики
При гибке листового металла возникают такие сложные факторы, как пружинная деформация и направление зерна материала. Тщательная оценка FAI позволит выявить, не расположил ли поставщик плоские чертежи в раскладке поперек направления зерна лишь для экономии сырья — такой «упрощённый» подход часто приводит к появлению микротрещин вдоль радиуса изгиба.
FAI подтверждает, что поставщик правильно рассчитал развертку и настроил свои гибочные матрицы. Это доказывает, что он знает, как компенсировать особенности поведения данной партии материала под давлением, не идя на компромиссы.
Особенности сварных конструкций
Сварка приводит к локальному нагреву, что, естественно, вызывает деформацию и усадку металла при охлаждении. Сварная сборка может легко выйти за пределы допуска на размеры, даже если отдельные детали были идеально вырезаны лазером.
Оценка FAI для сварных деталей в значительной степени ориентирована на общую плоскостность, перпендикулярность и конечные положения отверстий. Это подтверждает, что сварочные приспособления поставщика достаточно прочные, чтобы обеспечить жесткость сборки во время теплового расширения и сжатия.
Отделка и сборка
Именно на заключительном этапе производства часто выявляются многие скрытые дефекты. Нанесение порошкового покрытия, окраска или гальваническое покрытие увеличивают толщину материала, что может легко привести к выходу точных отверстий за пределы допуска или вызвать серьезные проблемы с суммированием допусков при окончательной сборке.
Осмотр деталей после завершения обработки позволяет убедиться в правильности нанесения маскирующего покрытия. Это позволяет проверить, что резьба осталась чистой, гайки PEM прилегают ровно, а толщина конечного покрытия не будет мешать сопряжению деталей.
Соотнесите уровень FAI с уровнем риска проекта
Не каждая партия продукции требует одинакового объема документации. Инженеры и закупщики должны соотносить объем проверки первого экземпляра со степенью сложности детали и нормативными требованиями своей отрасли.
Полная сертификация AS9102 FAI
Полная система FAI в соответствии со стандартом AS9102 является эталонным стандартом для производств в аэрокосмической, оборонной и медицинской отраслях. Она требует строгого соблюдения Формы 1 («Ответственность за детали»), Формы 2 («Материалы и процессы») и Формы 3 («Ответственность за характеристики»), что позволяет отслеживать происхождение каждой отдельной переменной вплоть до её источника.
Несмотря на высокую степень безопасности, такой уровень документирования значительно увеличивает временные и финансовые затраты на этапе настройки. Обычно он применяется к строго регулируемым, критически важным компонентам, в отношении которых отслеживаемость является обязательным требованием законодательства.
Частичный FAI
Этот подход, также известный как «Delta FAI», применяется в случае внесения незначительных изменений в существующую, ранее утвержденную деталь. Если инженер просто смещает положение отверстия или изменяет шаг резьбы, завод проводит проверку только вновь измененных элементов и всех прилегающих участков, на которые эти изменения могут повлиять.
Это позволяет обеспечить бесперебойное выполнение проекта и контролировать затраты, не заставляя поставщика заново выполнять полную 100-точечную разметку.
Критические размеры
В случае коммерческого и стандартного промышленного оборудования создание полного чертежа с разверткой зачастую является ненужными дополнительными затратами. Вместо этого заказчики могут указать FAI по показателям, критичным для качества (CTQ), при котором поставщик фиксирует только фактические измерения для самых жестких допусков и критически важных сопрягаемых поверхностей.
Остальные стандартные размеры проверяются с помощью обычных средств контроля на производстве. Такой подход позволяет найти баланс между обеспечением качества и экономической эффективностью, предотвращает возникновение «узких мест» в отделе контроля качества и позволяет избежать повышения себестоимости единицы продукции из-за излишних затрат на контроль.
Обзор метода быстрого прототипирования
На этапе быстрого прототипирования приоритетом является скорость. Составление и проверка формального отчета FAIR может занять несколько дней, что противоречит целям гибкой разработки продукта.
В случае прототипов на ранних этапах проверка «первого образца» зачастую сводится лишь к визуальному контролю формы, соответствия размерам и работоспособности. Это позволяет инженерной команде быстро проверить основную конструкцию, прежде чем зафиксировать окончательные, более жесткие допуски для серийного производства.
Используйте результаты FAI для принятия решений по контролю затрат и производству
Отчет FAI — это не просто формальность, которую должен выполнить отдел контроля качества. Это финансовый и операционный инструмент, который менеджеры по закупкам используют для защиты прибыли покупателя.

Риск потери партии продукции
Основным финансовым преимуществом процедуры FAI является снижение рисков. Утверждение первого образца гарантирует, что если завод запустит серийное производство партии из 5 000 штук, эти детали не окажутся в контейнере для брака из-за неверного прочтения чертежа.
Первоначальные затраты на проверку с помощью координатно-измерительной машины (КИМ) незначительны по сравнению с затратами, связанными с потерей сырья и несоблюдением сроков сборки из-за системного дефекта.
Возможности поставщика
Опытные закупщики изучают отчет FAI, чтобы оценить реальные возможности нового партнера по механической обработке. Если предприятие стабильно выпускает первые образцы, которые попадают точно в середину диапазона допуска, это свидетельствует о жесткости оборудования, квалификации операторов и стабильности зажимных приспособлений.
И наоборот, если результаты FAI показывают, что размеры находятся на самой границе допустимых пределов, это является серьезным предупреждающим сигналом. Обычно это означает, что технологический процесс поставщика характеризуется низким показателем Cpk (индекс технологической способности) и, скорее всего, при серийном производстве показатели выйдут за пределы допуска.
Корректирующие меры
Неудачный результат проверки FAI не обязательно означает катастрофу; это контролируемый сбой. Если какой-либо размер выходит за пределы допуска, FAIR предоставляет точные данные, необходимые заводу для корректировки смещений инструмента ЧПУ, модификации гибочной матрицы или перепроектирования сварочного приспособления.
Это вынуждает поставщика принять корректирующие меры на основе достоверных данных до чтобы больше не тратить материалы или рабочее время оборудования.
Выпуск в производство
Утвержденный первый экземпляр зачастую становится «эталонным образцом» для серийного производства. Он устанавливает базовые стандарты и перекладывает ответственность.
Как только заказчик утверждает соответствующий требованиям первый образец, он уполномочивает поставщика воспроизвести именно этот процесс в промышленных масштабах. Если последующие партии не соответствуют утвержденному «эталонному образцу», у заказчика появляется документальное подтверждение того, что поставщик изменил технологический процесс.
Заключение
Контроль первой детали — это не просто отчет о качестве. Это этап утверждения, который связывает чертеж, первую изготовленную деталь, производственный процесс и решение заказчика о запуске в производство.
Настаивая на строгом подходе к FAI, основанном на данных, вы исключаете догадки на производстве и защищаете свою цепочку поставок от дорогостоящих неожиданностей.
В TZR, мы понимаем, что ключом к успешному производству является баланс между строгим контролем качества и сжатыми сроками выполнения заказов. Независимо от того, требуется ли вам проверка критических размеров при изготовлении листового металла или комплексная приемочная проверка (FAI) прецизионных деталей, обработанных на станках с ЧПУ, наша команда инженеров предоставит вам прозрачные и достоверные данные, необходимые для уверенного запуска серийного производства.
Вопросы и ответы
В чём заключается разница между FAI и PPAP?
В ходе первичного контроля детали (FAI) оценивается только первая деталь (или несколько первых деталей) с целью проверки правильности настройки оборудования. Процесс утверждения серийных деталей (PPAP) представляет собой более широкий автомобильный стандарт, который включает в себя FAI, но дополняется данными статистического контроля процессов (SPC), полученными в ходе более длительного производственного цикла, чтобы подтвердить стабильность процесса с течением времени.
Кто оплачивает проверку первой единицы продукции?
Стоимость стандартного FAI, как правило, включается в расходы на единовременные инженерные работы (NRE) или в затраты на изготовление оправки при запуске нового производственного цикла. Однако если покупатель запрашивает очень подробный отчет уровня AS9102 для сложной детали, поставщик обычно выделяет эту услугу в отдельную статью расходов, чтобы покрыть затраты времени на обширное программирование координатно-измерительной машины (КИМ) и составление документации. Примечание: Если FAI не проходит из-за ошибки поставщика при механической обработке, поставщик должен взять на себя расходы на настройку оборудования и повторную проверку при повторной попытке.
Означает ли неудачное прохождение FAI, что мне нужно искать нового поставщика?
Как правило, нет. Неудачный результат FAI означает лишь то, что производственная настройка требует определённой корректировки, например, изменения смещения инструмента или модернизации зажимного приспособления для более надёжного закрепления детали. Однако если поставщик неоднократно терпит неудачу при нескольких попытках FAI для одной и той же детали, это свидетельствует о том, что его оборудование или техническая компетенция не соответствуют вашим требованиям к допускам.