
Beim Pressnieten handelt es sich um ein Kaltverformungsverfahren, das eine dauerhafte mechanische Verbindung zwischen einem Befestigungselement und einem Blech ohne Hitzeeinwirkung herstellt. Bei diesem Verfahren wird ein Niet oder ein Befestigungselement durch Druck in ein vorgebohrtes Loch getrieben, um eine starke, dauerhafte Verbindung herzustellen. Es wird häufig eingesetzt, um wiederholbare Verbindungen herzustellen und gleichzeitig den Verzug, die Nachbearbeitung und die Montagezeit zu reduzieren.
Der Wert des Pressnietens geht über die Maschine selbst hinaus. Die Teams müssen wissen, wie die Verbindung zu gestalten ist, wann sie dem Schweißen vorzuziehen ist und wie sie sich auf die Gesamtkosten der Montage auswirkt, vom Prototyping bis zur Massenproduktion.
In diesem Leitfaden wird erläutert, wie die Verbindung an Festigkeit gewinnt und welche Konstruktionsregeln am wichtigsten sind. Außerdem werden die Grenzen der Werkzeugherstellung, häufige Fehler und der Punkt, an dem das Verfahren in der Fertigung wirtschaftlich sinnvoll ist, behandelt.

Wo Pressnieten in der Blechmontage eingesetzt wird?
Das Pressnieten eignet sich am besten, wenn eine Verbindung fest, schnell und ohne Wärmeverzug sein muss. Die folgenden Punkte zeigen, wo es gut funktioniert und wo eine andere Methode besser sein könnte.
Kaltes mechanisches Fügen
Im Gegensatz zu thermischen Verfahren beruht das Pressnieten ausschließlich auf mechanischer Kraft. Ein spezielles Befestigungselement wird in ein vorgestanztes oder lasergeschnittenes Loch gepresst. Unter Druck fließt das Grundblech kalt in die vorgesehene Geometrie des Befestigungselements (in der Regel eine Hinterschneidung oder Nut).
Dadurch entsteht eine solide, vibrationsfeste Verbindung. Da der Prozess bei Raumtemperatur stattfindet, werden die Risiken von thermischer Verformung, Materialverschlechterung und metallurgischen Veränderungen des Grundmetalls ausgeschlossen.
Geeignete Belastungs- und Montagebedingungen
Pressnieten ist das Standardverfahren, wenn Sie starke, belastbare Gewinde oder Befestigungspunkte in Bleche einbringen müssen, die zu dünn sind, um sie sicher zu schneiden. Dies gilt in der Regel für Materialien mit einer Dicke von weniger als 2,5 mm.
Es ist auch in Umgebungen, die Vibrationen ausgesetzt sind, sehr effektiv. Dies macht es zu einer gängigen Verbindungsmethode in Servergehäusen, elektrischen Gehäusen, Kfz-Baugruppen und Halterungen für die Luftfahrt.
Wenn Punktschweißen zusätzliche Kosten verursacht
Punkt- oder Buckelschweißen mag zwar pro Stück billiger erscheinen, aber die versteckten Kosten machen die Wirtschaftlichkeit der Einheit oft zunichte. Das Schweißen von dünnen Metallen (z. B. 1,0 mm Aluminium oder Edelstahl) führt häufig zu Wärmeverzug, der manuelles Richten erfordert.
Außerdem brennt das Schweißen Oberflächenbeschichtungen ab. Wenn Sie schweißen, müssen Sie die Oberfläche glatt schleifen und nach der Montage beschichten oder pulverbeschichten. Das Pressnieten ermöglicht die Verwendung von vorbeschichteten, vorlackierten oder anodisiertes BlechDadurch entfällt die Notwendigkeit einer sekundären Oberflächenbehandlung.

Fälle, die eine andere Methode erfordern
Das Pressnieten ist keine universelle Lösung. Wenn Ihr Design eine perfekt bündige Oberfläche auf beide Seiten des Blechs ohne Gegenbearbeitung zu bearbeiten, funktioniert dieses Verfahren nicht.
Außerdem ist der Zugang zu den Werkzeugen stark eingeschränkt. Befindet sich die Nietstelle tief im Inneren eines schmalen U-Kanals oder eines Überraschungskastens, wird der C-Rahmen der Pressmaschine physisch mit dem Teil interferieren. Und wenn die Baugruppe häufig zerlegt oder zerstörungsfrei gewartet werden muss, sind abnehmbare mechanische Befestigungen die erforderliche Alternative.
Was stärkt die Gelenke?
Die Festigkeit der Verbindung wird nicht allein durch die Presskraft bestimmt. Sie hängt vom Materialfluss, der Passgenauigkeit der Löcher und der Art und Weise ab, wie das Befestigungselement in das Blech einrastet.
Materialfluss und mechanische Verriegelung
Die strukturelle Integrität einer Pressnietverbindung wird nicht allein durch das Verbindungselement bestimmt, sondern dadurch, wie effektiv sich das Grundmaterial bewegt. Wenn der Pressenstößel eine axiale Kraft ausübt, wirkt das härtere Verbindungselement wie eine Matrize.
Es verdrängt das weichere Blech und zwingt es, nachzugeben und plastisch in die ringförmige Aussparung des Befestigungselements (den Hinterschnitt) zu fließen. Dieses eingeschlossene Metallvolumen erzeugt die dauerhafte mechanische Verriegelung.
Füllen von Löchern und Rückseitenbearbeitung
Um eine maximale Festigkeit zu erreichen, muss das verdrängte Blech den Hinterschnitt des Verbindungselements ausfüllen. Wenn das Material nicht ausreichend fließt, versagt die Verbindung unter Belastung.
Eine ordnungsgemäß hergestellte Pressnietverbindung sieht auf beiden Seiten sauber aus. Auf der Einbauseite ist der Kopf des Befestigungselements bündig (oder leicht unterbündig) in die Blechoberfläche eingebettet. Auf der Rückseite (Blindseite) bleibt das Blech flach, ohne Risse, Ausbeulungen oder übermäßige Verformungen.
Auszugs- und Drehmomentfestigkeit
Ingenieure müssen die Festigkeit von Verbindungen über zwei spezifische Vektoren bewerten: Auszug (Durchschub) und Drehmoment.
- Auszugswiderstand wird durch das Volumen des Blechs bestimmt, das erfolgreich in die hinterschnittene Nut fließt.
- Ausdrehmoment-Widerstand wird durch den Rändelring, die Verzahnung oder die Sechskantform unter dem Kopf des Befestigungselements erzeugt. Beim Eindrücken des Befestigungselements verbeißen sich diese Zähne in das Blech und verhindern, dass sich das Befestigungselement dreht, wenn eine Gegenschraube angezogen wird.
Materialhärte und Blechdicke
Die wichtigste Regel beim Pressen von Nieten ist der Härteunterschied. Wenn Sie versuchen, einen Standardniet aus rostfreiem Stahl der 300er Serie in ein Blech aus rostfreiem Stahl der 300er Serie zu pressen, wird das Verbindungselement zerdrückt, bevor das Blech fließt.
Außerdem bestimmt die Blechdicke die Wahl des Beschlags. Das Blech muss dick genug sein, um ein ausreichendes Volumen an Material zu bieten, das in den Hinterschnitt fließen kann.
💡 Technische Faustformel: > Härtespalt: Das Befestigungsmittel muss mindestens 20 HRB härter sein als das Grundblech.
- Minimale Blechdicke: Normalerweise 0,8 mm (0,030″) für selbstklemmende Standardbeschläge. Dünneres Material erfordert spezielle Mikrobefestigungen.
Was Ingenieure beim Entwurf bestätigen sollten?
Viele Probleme beim Pressnieten beginnen bereits in der Zeichnungsphase. Frühzeitige Konstruktionsprüfungen helfen, schwache Verbindungen, Störungen der Werkzeuge und kostspielige Änderungen zu vermeiden.
Vorbohrungstoleranz und Blechdicke
Eine Pressnietverbindung ist nur so stark wie ihre Vorbohrung. Da das Verfahren auf einer präzisen Materialverdrängung beruht, muss die Bohrung perfekt dimensioniert sein. Wenn die Bohrung zu groß ist, kann nicht genügend Blech in den Hinterschnitt des Verbindungselements fließen, was die Auszugsfestigkeit stark verringert.
Wenn das Loch zu klein ist, steigt die erforderliche Presskraft an. Dies führt dazu, dass sich das Blech verzieht, ausbeult oder sogar die Montagewerkzeuge beschädigt werden. Außerdem muss das Loch sauber erzeugt werden. Obwohl moderne Faserlaser akzeptabel sind, werden CNC-gestanzte Löcher oft bevorzugt, da sie keine Wärmeeinflusszone (WEZ) erzeugen, die den Lochrand verhärtet.
💡 Technische Faustformel: > Toleranz der Bohrung: Standard-Vorbohrungen für selbstklemmende Befestigungselemente erfordern eine enge Toleranz, typischerweise +0,08mm / -0,00mm (+0,003″ / -0,000″).
- Niemals entgraten: Fasen Sie den Rand des Vorbohrlochs nicht an und entgraten Sie ihn nicht stark. Sie brauchen diese scharfen Kanten, um das Materialvolumen zu erhalten, das in den Befestiger fließt.
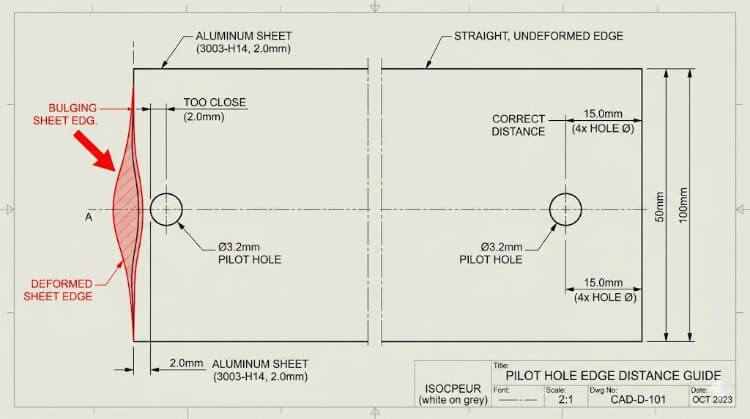
Randabstand und Lochabstand
Wenn das Befestigungselement eingedrückt wird, dehnt sich das verdrängte Blech nach außen aus. Wenn das Vorbohrloch zu nahe an der Blechkante platziert wird, drückt diese Materialausdehnung die Kante nach außen, wodurch sie sich ausbeult oder reißt.
Werden mehrere Befestigungselemente zu nahe beieinander angebracht, führen die sich überlappenden Spannungszonen zu einer dauerhaften Verformung des Blechs. Der Mindestabstand von der Mittellinie bis zur Kante muss im Katalog des Herstellers der Befestigungsmittel nachgeschlagen werden.
Biegungen, Kanäle und Freiräume für Werkzeuge
Viele Pressnietfehler sind nicht auf schlechte Hardware zurückzuführen, sondern auf physikalische Störungen. Die C-Rahmen-Presse benötigt oben einen gehärteten Stempel und unten einen Amboss. Wenn Sie eine Niete zu nahe an einer 90-Grad-Biegung platzieren, kann der Amboss nicht flach auf dem Blech aufliegen.
Wenn das Blech schief sitzt, wird der Befestiger schief eingeschlagen und die Verbindung zerstört. Wenn Sie einen tiefen U-Kanal oder das Innere eines Servergehäuses entwerfen, müssen Sie außerdem sicherstellen, dass die Ausladung der Presse die Bohrung erreichen kann.
💡 Technische Faustformel: > Freiraum zum Biegen: Der Abstand von der Mitte der Pilotbohrung zum innerhalb einer Biegung sollte mindestens das 1,5-fache des Außendurchmessers des Befestigungselements plus des Biegeradius betragen.
Ungleiche Metalle und Korrosionsgefahr
Mit dem Pressnieten können Sie unterschiedliche Metalle verbinden (z. B. Verbindungselemente aus Kohlenstoffstahl mit Aluminiumblechen), ohne die metallurgischen Alpträume von Schweißen. Sie birgt jedoch eine andere Gefahr: galvanische Korrosion.
Wenn ein edles Metall (z. B. ein Befestigungselement aus rostfreiem Stahl) in ein aktives Metall (z. B. ein Aluminiumblech) gepresst wird und die Baugruppe Feuchtigkeit ausgesetzt ist, korrodiert das Aluminium schnell. Um dies zu verhindern, müssen die Ingenieure die richtige Oberflächenbeschichtung für das Verbindungselement wählen. Die Verwendung eines verzinkten Kohlenstoffstahl-Befestigungselements in einem Aluminiumgehäuse dient beispielsweise als Opferbarriere und schützt das Grundmetall.
Was den Prozess in der Produktion stabil hält?
Ein erfolgreiches Muster führt nicht immer zu einer stabilen Produktion. Eine stabile Produktion hängt von der Einrichtungskontrolle, einer konstanten Kraft und klaren Prüfpunkten ab.
Konsistenz und Prozessfenster einrichten
Die Umsetzung eines perfekten CAD-Entwurfs in der Werkstatt erfordert die Festlegung eines strengen Prozessfensters. Beim Pressnieten geht es nicht einfach darum, eine Niete zu schlagen, bis sie hält. Es ist ein präzises Gleichgewicht von Kraft und Verschiebung.
Wenn der Einrichter zu viel Kraft aufwendet, wird das Blech zerdrückt und verformt. Wenn er zu wenig Kraft aufwendet, können die Rändelzähne nicht einrasten, was dazu führt, dass sich der Beschlag dreht. Das Prozessfenster - die genaue Tonnage, die erforderlich ist, um das Verbindungselement bündig zu setzen - muss während der ersten Artikelprüfung festgelegt und für die gesamte Charge fixiert werden.
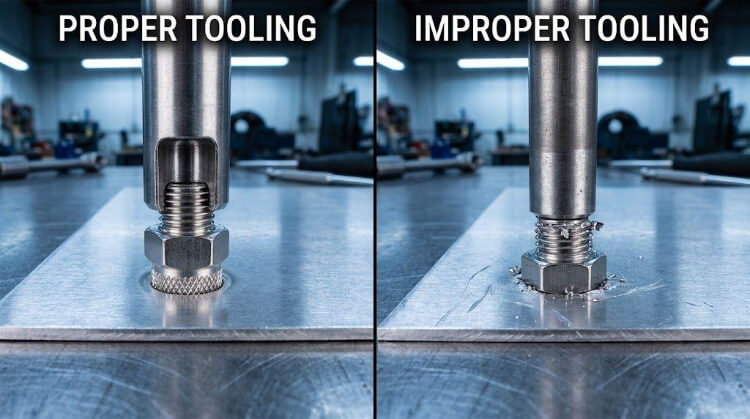
Übereinstimmung von Befestigungselementen und Werkzeugen
Für jede Art von Druckknopf ist eine bestimmte Kombination aus Stempel (Oberwerkzeug) und Amboss (Unterwerkzeug) erforderlich. Sie können nicht einen universellen flachen Amboss für alles verwenden.
Für eine Spülkopfmutter beispielsweise sind ein flacher Stempel und ein flacher Amboss erforderlich. Ein selbstklemmender Abstandshalter erfordert jedoch einen Stempel mit einer vertieften Vertiefung, um zu verhindern, dass der Gewindehülse gequetscht wird. Die Verwendung des falschen Werkzeugs zerstört entweder das Gewinde des Befestigungselements oder hinterlässt unschöne kosmetische Spuren auf der Blindseite des Blechs.
Presskraft, Verweilzeit und Werkstückauflage
Die Kraft ist nur ein Teil der Gleichung; die Zeit ist der andere. Das Kaltfließpressen von Blechen ist ein plastischer Verformungsprozess, der nur einen Bruchteil einer Sekunde dauert. Moderne Pressen verwenden eine programmierte "Verweilzeit" am Ende des Hubes.
Diese Millisekunde Pause ermöglicht es dem Metall, vollständig in den Hinterschnitt zu fließen und sich zu stabilisieren, bevor der Druck abgelassen wird. Außerdem muss der Bediener sicherstellen, dass das Blech vollständig auf dem Amboss aufliegt und flach ist, bevor er die Maschine einschaltet.
Kraftüberwachung und Inspektionskontrollen
In der Großserienfertigung ist es ein großes Risiko, sich ausschließlich auf die Sichtprüfung zu verlassen. Ein Verbindungselement kann bündig aussehen, aber dennoch einen Drehmomenttest nicht bestehen.
Moderne Pressen verwenden Kraftmesszellen und lineare Encoder, um die Kraft-Weg-Kurve jedes einzelnen Presszyklus zu überwachen. Wenn ein Loch zu groß ist, fällt die Kraft zu früh ab, und die Maschine meldet das Teil als fehlerhaft.
💡 Technische Faustformel für die Qualitätskontrolle: > Zerstörungsfreie Prüfung: Vergewissern Sie sich, dass der Kopf des Befestigungselements bis auf 0,05 mm mit der Blechoberfläche bündig ist.
- Zerstörende Prüfung: Ziehen Sie 1 von 500 Teilen aus der Charge heraus und führen Sie einen physischen Ausdrück- und Ausdrehtest mit einem kalibrierten Drehmomentschlüssel durch, wobei Sie das Ergebnis mit dem Datenblatt des Herstellers vergleichen.
Was sind die Ursachen für häufige Nietfehler??
Wenn eine Pressnietverbindung versagt, ist das selten ein Geheimnis. Es handelt sich fast immer um ein Versagen der Prozesssteuerung, der Werkzeugausrichtung oder der Maßtoleranzen. Im Folgenden finden Sie eine Anleitung zur Fehlerbehebung für die vier häufigsten Fehler in der Werkstatt.
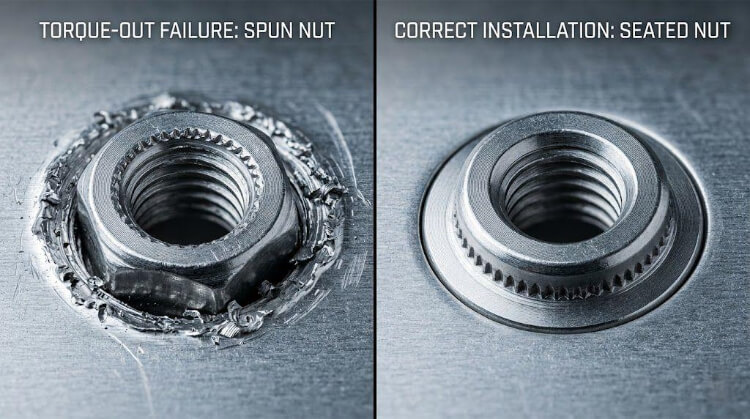
Drehung des Gelenks und geringe Drehmomentsicherung
Der Defekt: Der Kopf des Befestigungselements sieht bündig aus, aber wenn der Mitarbeiter am Fließband eine Schraube in die Mutter eindreht (oder eine Mutter auf den Bolzen anzieht), dreht sich der Niet im Blech.
- Grundursache 1: Unzureichende Presskraft. Die Rändelzähne unter dem Kopf haben sich nie vollständig in das Grundmaterial eingegraben.
- Grundursache 2: Das Vorbohrloch wurde mit der maximalen oberen Toleranz gestanzt, so dass zu wenig Blech in die Verzahnung fließen konnte.
- Grundursache 3: Das Blech wurde in einem vorangegangenen Umformungsschritt kaltverfestigt, so dass die Zähne des Befestigungselements nicht mehr durchdringen können.
- Die Lösung: Überprüfen Sie die Lochgröße mit einer Lochlehre. Erhöhen Sie die Tonnage der Presse leicht. Prüfen Sie den Härtespalt zwischen dem spezifischen Blechlos und dem Befestigungselement.
Unvollständige Aushärtung und geringe Auszugskraft
Der Defekt: Die Schraube springt bei axialer Belastung heraus oder der Kopf steht sichtbar über die Blechoberfläche hinaus.
- Grundursache 1: Die Senkung des Ambosses (unteres Werkzeug) ist zu groß, so dass das Blech von der Verbindung weg nach unten fließt, anstatt nach innen in den Hinterschnitt des Befestigungselements.
- Grundursache 2: Der Pressenhub war zu schnell und es fehlte die erforderliche "Verweilzeit", um die plastische Verformung zu vollenden.
- Die Lösung: Ersetzen Sie den Amboss durch einen Amboss, der den vom Hersteller angegebenen Abmessungen entspricht. Fügen Sie dem Pressenzyklus am unteren Totpunkt eine Verweilzeit von 0,5 Sekunden hinzu.
Oberflächenmarkierungen und lokale Blechverformung
Der Defekt: Auf der Blindseite des Blechs ist ein schwerer Ring eingestanzt, oder das Blech ist verzogen und nicht mehr plan um das Befestigungselement herum.
- Grundursache 1: Zu starkes Pressen. Der Bediener hat zu viel Druck ausgeübt, um einen bündigen Abschluss zu erzwingen, und den Amboss tief in die Blindseite gedrückt.
- Grundursache 2: Fehlausrichtung des Werkzeugs. Stempel und Amboss sind nicht perfekt konzentrisch, wodurch der Befestiger schräg eingedrückt wird.
- Die Lösung: Richten Sie die Achsen der C-Rahmen-Werkzeuge neu aus. Lassen Sie den Druck ab und überprüfen Sie, ob die Länge des Befestigungselements mit der Blechdicke übereinstimmt.
Prozessschwankungen von Charge zu Charge
Der Defekt: Der Prozess läuft an einem Montag einwandfrei, führt aber an einem Donnerstag mit denselben Maschineneinstellungen zu einer Ausfallrate von 10%.
- Hauptursache: Die Standardblechdicke variiert. Ein "1,5 mm"-Stahlblech aus dem Walzwerk könnte in einer Charge tatsächlich 1,42 mm und in der nächsten 1,55 mm messen. Wenn die Presse auf einen festen mechanischen Hub (Abstand) und nicht auf eine feste Kraft (Tonnage) eingestellt ist, schwankt der auf die Verbindung ausgeübte Druck stark.
- Die Lösung: Rüsten Sie auf hydraulische oder servoelektrische Pressen auf, die auf der Grundlage einer Kraftkurvenlogik statt eines harten mechanischen Anschlags anhalten.
Wie man Methoden vergleicht und die Gesamtkosten kontrolliert?
Beschaffungsteams machen oft den Fehler, Fügeverfahren allein auf der Grundlage der Stücklistenkosten für das Verbrauchsmaterial zu vergleichen. Unter BlechfertigungDas billigste Verbindungselement ist oft die teuerste Unterbaugruppe.
Pressnieten versus Punktschweißen
Beim Punktschweißen werden praktisch keine Verbrauchsmaterialien benötigt (nur Strom und Abnutzung der Kupferspitzen). Eine Pressniete kostet vielleicht $0,05 bis $0,15 pro Stück. Auf dem Papier gewinnt das Schweißen. Sie müssen jedoch die Kosten berechnen Gesamtkosten der Montage (TCA).
- Kostenstruktur des Punktschweißens: Verbrauchsmaterial (niedrig) + Schweißerarbeiten (hoch) + manuelles Schleifen/Schleifen zur Entfernung von Schweißnähten (hoch) + Beschichtung/Pulverbeschichtung nach der Montage (hoch) = Hohe Stückkosten.
- Presse Nieten Kostenstruktur: Kosten für Befestigungsmittel (mittel) + Arbeitsaufwand des Bedieners (mittel) + kein Schleifen (null) + Möglichkeit der Verwendung vorbeschichteter Bleche (massive Einsparungen) = Niedrigere Stückkosten.
Wenn es auf die Ästhetik des Teils ankommt oder eine Beschichtung erforderlich ist, ist das Pressnieten auf lange Sicht fast immer die wirtschaftlichere Wahl.
Standardverbindungselemente versus kundenspezifische Teile
Maschinenbauingenieure entwerfen gerne maßgeschneiderte Beschläge, um engen Platzverhältnissen zu begegnen. Vom Standpunkt der Beschaffung aus gesehen ist dies eine gefährliche Angewohnheit für das Pressnieten.
Kundenspezifisch gezogene Pressverbindungselemente erfordern kundenspezifische Stanzwerkzeuge, Gewindewalzwerkzeuge und spezielle Galvanisierungsgestelle. Dadurch steigen die Mindestbestellmengen (MOQs) von 1.000 Stück auf über 50.000 Stück und die Vorlaufzeiten von 2 Tagen auf 8 Wochen.
💡 Faustformel für die Kosten: > Entwerfen Sie immer auf der Grundlage von Standard-PEM® oder gleichwertigen Katalogmaßen. Genehmigen Sie nur dann eine kundenspezifische Pressbefestigung, wenn die Standardhardware strukturell nicht in das Gehäuse passt.
Manuelle, automatische und In-Die-Produktion
Der letzte Kostentreiber ist die Methode, mit der das Befestigungselement in die Presse eingeführt wird. Das Volumen Ihres Produktionslaufs diktiert die Ausrüstung, was die Arbeitskosten pro Einheit völlig verändert.
- Manuelle Presse (100 - 5.000 Einheiten): Der Bediener legt das Blatt manuell ein, nimmt einen kleinen Verschluss auf, setzt ihn ein und schaltet die Maschine ein. Hohe Arbeitskosten, langsame Zykluszeit (5-10 Sekunden pro Niet).
- Automatische Trommelpresse (5.000 - 50.000 Stück): Die Maschine verwendet eine Vibrationsschüssel, um ein Befestigungselement automatisch in die Stanze einzuführen. Der Bediener bewegt das Blech. Mittlere Arbeitskosten, schnelle Zykluszeit (1-2 Sekunden pro Niet).
- In-Die-Clinching (>50.000 Einheiten): Die ultimative Volumenlösung. Die Spezialwerkzeuge sind direkt in das Folgeverbundwerkzeug integriert. Während die große mechanische Presse die Blechform ausstanzt, treibt sie gleichzeitig automatisch die Nieten ein. Nahezu null marginale Arbeitskosten, massive Investitionskosten für Werkzeuge.
Schlussfolgerung
Das Pressnieten ist nicht nur ein einfacher Befestigungsschritt. Es ist eine Prozessentscheidung, die sich auf die Festigkeit der Verbindung, das Teiledesign, den Zugang zu den Werkzeugen, die Produktionsstabilität, das Fehlerrisiko und die gesamten Montagekosten auswirkt. Wenn die Bohrung, das Material, das Befestigungselement und der Aufbau richtig aufeinander abgestimmt sind, kann eine starke und wiederholbare Verbindung ohne die Hitze, den Verzug und die zusätzlichen Nacharbeiten, die beim Schweißen häufig auftreten, hergestellt werden.
Arbeiten Sie an einer Blechbaugruppe, die möglicherweise mit Pressnieten versehen werden muss? Senden Sie uns Ihre Zeichnung oder 3D-Datei. Unser Team kann das Lochdesign, das Material, die Wahl des Befestigungselements und die Produktionsmethode überprüfen und Ihnen dann dabei helfen, festzustellen, ob das Pressnieten die richtige Lösung für Ihr Teil ist.