
303 und 304 Edelstahl mögen auf einer Materialliste oder in einem Regal identisch aussehen, aber sie lösen völlig unterschiedliche Fertigungsprobleme. Die Angabe der falschen Sorte kann zu zerstörten Werkzeugen, aufgeblähten Produktionsbudgets oder katastrophalen Fehlern beim Schweißen führen.
Grundsätzlich ist die Entscheidung einfach: 303 wird in der Regel gewählt für CNC-Bearbeitung Effizienz. Es ist für die Spindel gebaut. 304 wird in der Regel für Korrosionsbeständigkeit, Schweißen, Umformung und Blechverarbeitung gewählt. Es ist das Rückgrat der Abkantpresse und der Schweißkabine.
Ganz gleich, ob Sie einen schnellen Prototyp schneiden oder eine Massenfertigung anstreben, das Wissen um das Verhalten dieser beiden Legierungen in der Fertigung wird die Endkosten und die Leistung Ihres Teils bestimmen.

Die 60-Sekunden-TL;DR-Entscheidungsmatrix
Wenn Sie nicht viel Zeit haben, finden Sie hier den grundlegenden Vergleich für Ingenieure und Einkaufsleiter:
| Merkmal/Ziel | 303 Edelstahl | 304 Edelstahl |
| Primärer Prozess | Hochgeschwindigkeits-CNC-Bearbeitung | Blechbearbeitung, Schweißen, Umformen |
| Bearbeitbarkeit | Ausgezeichnet (~78%) | Angemessen (~45%) |
| Schweißeignung | Schlecht (hohes Risiko der thermischen Rissbildung) | Ausgezeichnet |
| Korrosionsbeständigkeit | Mäßig (Indoor/Trocken) | Hoch (Feuchtigkeit, Lebensmittel, Außenbereich) |
| Gemeinsame Formulare | Stange, Stab, Sechskant | Bleche, Platten, Rohre, Stangen |
Der Unterschied zwischen 303 und 304 Edelstahl?
Sowohl 303 als auch 304 gehören zur Familie der austenitischen nichtrostenden Stähle (oft als 18/8 bezeichnet, da sie etwa 18% Chrom und 8% Nickel enthalten). Sie werden jedoch nicht für das gleiche Produktionsziel hergestellt. Der Unterschied liegt in einer kleinen, aber entscheidenden chemischen Veränderung.
Schwefel und Spänekontrolle in 303
Das bestimmende Merkmal des rostfreien Stahls 303 ist der absichtliche Zusatz von Schwefel (oder manchmal Selen). In der Metallmatrix wirkt Schwefel wie ein eingebauter Festschmierstoff. Wenn ein Schneidewerkzeug auf das Material trifft, bewirkt der Schwefel, dass die Metallspäne sauber und leicht abbrechen, und verhindert, dass das Material "gummiartig" wird und am Werkzeug kleben bleibt.
📊 Nach den Zahlen: Legt man B1112-Stahl als Basiswert von 100% zugrunde, so liegt die Zerspanbarkeit von nichtrostendem Stahl 303 bei etwa 78%. 304 hingegen liegt bei etwa 45%. Dieser Unterschied von 33% schlägt sich direkt in kürzeren Zykluszeiten und weniger Werkzeugwechseln auf der CNC-Bühne nieder.
Korrosionsbeständigkeit in 304
304 enthält praktisch keinen Schwefel und hat einen geringeren Kohlenstoffgehalt. Diese reine Chemie ermöglicht die Bildung einer sehr gleichmäßigen, schützenden Chromoxidschicht auf der Oberfläche.
304 enthält keine Schwefeleinschlüsse, die winzige Schwachstellen im Metall verursachen können. Aus diesem Grund ist es sehr widerstandsfähig gegen Rost, Oxidation und leichte chemische Einflüsse. Dies macht 304 zu einer häufigen Wahl für Waschbereiche, medizinische Geräte und andere Anwendungen, die eine saubere und zuverlässige Korrosionsbeständigkeit erfordern.
Wichtigster Kompromiss bei der Herstellung
Die Entscheidung zwischen diesen beiden Werkstoffen ist ein direkter Kompromiss: Sie tauschen Korrosionsbeständigkeit und Schweißbarkeit gegen die reine Bearbeitungsgeschwindigkeit.
💡 Die Faustformel des Maschinisten: Wenn das Teil 80% komplexe Bearbeitung und 20% einfache Umgebung ist, geben Sie 303 an. Wenn ein WIG-Schweißer das Teil an irgendeiner Stelle während der Montage berühren muss, wechseln Sie sofort zu 304.
Wie verhalten sich 303 und 304 bei der CNC-Bearbeitung?
In der Werkstatt ist der Unterschied zwischen der Bearbeitung von 303 und 304 wie Tag und Nacht. 303 ist äußerst kosteneffizient für kleine Drehteile, Gewindekomponenten und großvolumige Bearbeitungsaufträge. 304 kann durchaus bearbeitet werden, erfordert aber eine strenge Kontrolle. Sie ist härter und neigt stark zur Kaltverfestigung.

Werkzeugverschleiß und Zykluszeit
Da 303 selbstschmierend ist und spröde Späne erzeugt, können Zerspaner ihre Maschinen mit deutlich höheren Geschwindigkeiten und Vorschüben betreiben (SFM). Dadurch sinkt die Zykluszeit pro Teil und die Lebensdauer der Hartmetalleinsätze wird verlängert.
Im Gegensatz dazu erzeugt 304 lange, strähnige Späne, die sich in den Werkzeugen verheddern können. Bei zu langsamen Vorschubgeschwindigkeiten reibt das Werkzeug am 304er, wodurch massive Hitze entsteht und die Wendeschneidplatte zerstört wird, was letztlich die Kosten für hohe Stückzahlen in die Höhe treibt.
Gewindeschneiden und Gewindebohren
Das Schneiden von Innen- oder Außengewinden gehört zu den anspruchsvollsten Bearbeitungsvorgängen. Hier glänzt die 303: Sie schneidet sauber und hinterlässt präzise, glatte Gewinde, ohne das Material zu zerreißen.
304 ist bekanntermaßen schwierig zu schneiden. Seine gummiartige Beschaffenheit bedeutet, dass Gewindebohrer leicht verkleben, abblättern oder ganz im Sackloch abreißen können, wenn die Schneidflüssigkeit und das Drehmoment nicht perfekt eingestellt sind.
Kaltverfestigung in 304
Edelstahl 304 neigt stark zur Kaltverfestigung - das heißt, das Material wird buchstäblich härter und zäher, je mehr es verformt oder geschnitten wird. Bei der Bearbeitung von 304 muss das Werkzeug einen entscheidenden, aggressiven Biss haben.
Wenn ein Bohrer oder Schaftfräser an einer Stelle bleibt, kann er die Oberfläche reiben, anstatt sie zu schneiden. Diese Reibung kann dazu führen, dass 304 in diesem Bereich schnell verhärtet. Wenn dies geschieht, kann das Werkzeug verschleißen oder beim nächsten Durchgang versagen. Der Schwefel in 303 trägt dazu bei, dieses Risiko zu verringern, so dass 303 einfacher und sicherer zu bearbeiten ist.
Bohrungsqualität und die versteckten Kosten der Gratkontrolle
Beim Bohren tiefer Löcher ist die Spanabfuhr entscheidend. 303 ermöglicht ein schnelles Anbohren, das gerade Löcher mit minimalen Austrittsgraten ergibt. Die strähnigen Späne von 304 neigen dazu, sich in den Nuten des Bohrers zu verfangen, was langsamere Bohrzyklen erfordert.
Wenn ein Bediener 2 zusätzliche Minuten für das Entgraten jedes 304er Teils von Hand aufwendet, summieren sich die Kosten schnell. Bei einem Auftrag mit 5.000 Teilen macht das mehr als 160 Stunden zusätzlicher manueller Arbeit aus. Diese versteckten Arbeitskosten können sich auf den Endpreis und die Lieferfrist auswirken.
Warum 304 in der Regel besser zu Blech passt?
In der Fertigungsabteilung verlagert sich das Fertigungsrisiko weg vom "Werkzeugverschleiß" und direkt hin zum "Materialversagen". 304 ist der unumstrittene Standard, wenn ein Teil gebogen, gestreckt oder verschmolzen.
Biegen und Formen: Die Vermeidung des "Narbenbruchs"
Wenn Sie ein Stück rostfreien Stahl auf eine Abkantpresse legen, testen Sie seine Dehnbarkeit. 303 verhält sich hier sehr schlecht. Die Schwefeleinschlüsse in der Metallmatrix wirken wie mikroskopische Spannungskonzentratoren. Wenn Sie versuchen, eine 303-Halterung um mehr als 90 Grad zu biegen - vor allem gegen die Materialmaserung -, wird sie häufig reißen, brechen oder entlang der Biegelinie vollständig brechen.
304 hingegen verfügt über hervorragende Kaltverformungseigenschaften und kann enge Biegeradien bewältigen, ohne die strukturelle Integrität zu beeinträchtigen.
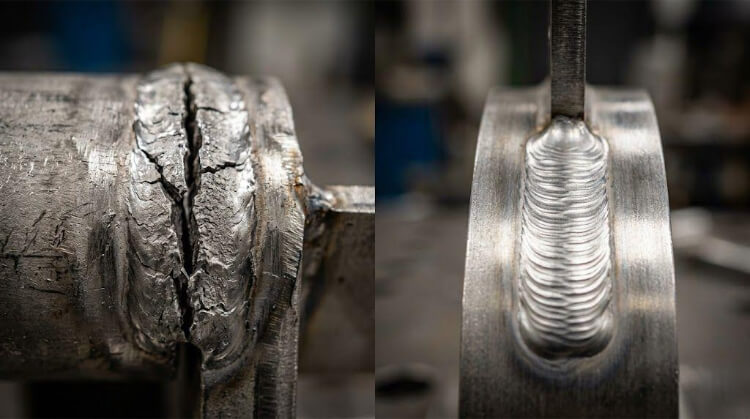
Der Alptraum "Hot Cracking" beim Schweißen
Schweißen von rostfreiem Stahl 303 ist eine berüchtigte Herstellungsfalle. Wenn 303 der intensiven, lokal begrenzten Hitze des WIG- oder MIG-Schweißens ausgesetzt ist, schmilzt der Schwefel schneller als der umgebende Stahl. Wenn das Schweißbad abkühlt und erstarrt, wird dieser Schwefel in die Mitte der Schweißnaht gedrückt und verursacht einen katastrophalen Fehler, der als Heißriss (oder Erstarrungsriss) bekannt ist.
🛠️ DFM Engineering Fix (Gemischte Baugruppe): Was ist, wenn Ihre Konstruktion unbedingt einen mit Gewinde versehenen 303-Abstandhalter erfordert, der an einem 304-Blechgehäuse befestigt werden soll? Versuchen Sie nicht, ihn zu schweißen. Entwerfen Sie stattdessen die Teile für eine mechanische Befestigung oder verwenden Sie Einpressbeschläge (wie PEM-Muttern und Abstandshalter). Diese können sauber und kalt in das 304er-Blech gepresst werden, wodurch das Risiko der thermischen Rissbildung vollständig eliminiert wird.
Blechtafeln und die Realität der Lieferkette
Die Materialverfügbarkeit bestimmt die Materialwahl. Da 304 der König der Umformung ist, ist die globale Lieferkette darauf ausgerichtet - Sie können es problemlos in dünnen Blechen, Grobblechen und Rohren beziehen.
303 wird fast ausschließlich in Stangenmaterial (rund oder sechskantig) speziell für CNC-Drehmaschinen gefräst. Wenn Sie eine flache Gehäusetafel entwerfen und 303 angeben, wird Ihr Einkaufsleiter wahrscheinlich nicht in der Lage sein, das Rohblech zu finden, was eine kostspielige Neukonstruktion erforderlich macht.
Wie Korrosion und Oberflächenanforderungen die Wahl verändern?
Außerhalb des Werksgeländes hängt die Entscheidung zwischen 303 und 304 vom Betriebsrisiko ab. Der Schwefel in 303, der die Metallspäne aufbricht, bricht auch die passive Chromoxidschicht auf, die den Stahl vor Rost schützt.
Lebensmittel, Medizin und FDA-Konformität
In Branchen, die den FDA- oder NSF-Normen unterliegen, ist die Oberflächenhygiene eine Frage der Einhaltung von Vorschriften, nicht der Vorliebe.
- Die Norm 304: Aufgrund seiner glatten, ununterbrochenen Oxidschicht ist 304 beständig gegen harte chemische Reinigungsprozesse und wird allgemein für FDA-konforme Oberflächen mit Lebensmittelkontakt akzeptiert.
- Das Risiko 303: 303 ist in diesen Zonen generell eingeschränkt oder ausdrücklich verboten. Durch die Schwefeleinschlüsse entstehen mikroskopisch kleine Gruben und Spalten auf der Oberfläche, in denen sich Bakterien vor den Sterilisationschemikalien verstecken können.
Die "versteckten Kosten" von Passivierung und Lochfraß
Die meisten Edelstahlteile müssen chemisch passiviert werden (in einem Salpeter- oder Zitronensäurebad), um freies Eisen zu entfernen und die langfristige Rostbeständigkeit zu erhöhen.
Starke Passivierungssäuren greifen jedoch die Schwefeltaschen in 303 aggressiv an. Dadurch erhält das Teil ein mattes, mikroporöses Aussehen. Dies ist ein massiver versteckter Kostenfaktor. Sie können $1.00 an CNC-Zykluszeit einsparen, wenn Sie 303 wählen. Diese Einsparung kann jedoch schnell verschwinden, wenn die saure Passivierung Schwefelflecken verursacht. Wenn 15% der Teile bei der kosmetischen Inspektion durchfallen, können die Gesamtkosten weit über die Kosten steigen, die bei der Verwendung von 304 von Anfang an anfallen.
Sichtbare und polierte Oberflächen
Wenn das Teil in einem Gehäuse für ein medizinisches Gerät, ein hochwertiges Verbraucherprodukt oder eine architektonische Vorrichtung verwendet wird, spielt die Oberflächenbeschaffenheit eine große Rolle. Das Teil muss sauber, glatt und gleichmäßig aussehen.
304 ist viel einfacher zu einem hohen visuellen Standard zu beenden. Es lässt sich sehr gut mit einem gleichmäßigen Perlstrahl-Finish oder einer Hochglanzpolitur bearbeiten.
303 ist weniger geeignet, wenn das Aussehen entscheidend ist. Sein Schwefelgehalt kann das Polieren erschweren, und die Oberfläche kann leicht trüb, verschwommen oder uneben aussehen.
Wie verändert die Materialauswahl die realen Teilekosten?
Der Rohmaterialpreis ist nur ein Teil der Herstellungskosten. Der eigentliche Teil der Kosten umfasst die Maschinenzeit, den Werkzeugverschleiß, die Ausschussrate, die Endbearbeitung und die zusätzliche Arbeit.

Preis des Rohmaterials
Auf Werksebene ist der nichtrostende Stahl 303 in der Regel etwas teurer als 304. Dies liegt zum Teil daran, dass 303 einen kontrollierten Schwefelgehalt benötigt und 304 in viel größeren Mengen hergestellt wird.
Bei einem CNC-Projekt ist dieser Preisunterschied jedoch oft gering. Bei hochvolumigen Werkstücken können die Einsparungen durch kürzere Zykluszeiten und geringeren Werkzeugverschleiß viel größer sein als der Materialaufschlag.
Bearbeitungszeit und Werkzeugkosten
Hier macht sich die 303 oft bezahlt. Bei vielen CNC-Präzisionsteilen macht das Rohmaterial nur einen Teil der Endkosten aus. Maschinenzeit, Arbeit, Einrichten, Werkzeugverschleiß und Inspektion machen oft einen viel größeren Anteil aus.
Wenn 303 mehr pro Pfund kostet, aber die CNC-Zykluszeit verkürzt, können die Gesamtkosten des Teils trotzdem niedriger sein. Sie geben vielleicht etwas mehr für das Material aus, aber Sie sparen mehr Spindelzeit.
304 birgt mehr Risiken bei der Bearbeitung. Es härtet leicht aus und kann die Schneidwerkzeuge schneller verschleißen. Der Austausch von Hartmetalleinsätzen, Bohrern oder Gewindeschneidern stoppt die Produktion und erhöht die Stückkosten.
303 Maschinen reibungsloser. Sein Schwefelgehalt sorgt dafür, dass die Späne leichter brechen, und verringert die Schneidreibung. Dies kann die Standzeit der Werkzeuge erhöhen und die Maschine gleichmäßiger laufen lassen.
Bestandsform und Materialverfügbarkeit
Die Kosten hängen auch davon ab, welche Lagerform verfügbar ist. 304 ist in großem Umfang in Form von Blechen, Rohren, Platten, Stangen und Konstruktionsformen erhältlich. Dies erleichtert die Beschaffung von Blechteilen, geschweißten Rahmen, Gehäusen und allgemeinen Baugruppen aus Edelstahl.
303 wird hauptsächlich als Bearbeitungslegierung verwendet. Sie wird in der Regel als Rundstahl, Sechskantstahl oder Vierkantstahl gelagert. Wenn ein Ingenieur 303 für eine flache 5 mm-Montageplatte vorschreibt, kann die Werkstatt sie möglicherweise nicht aus Blech schneiden. Das Teil muss dann möglicherweise aus einer massiven Stange oder einem Block gefräst werden. Dies kann zu Materialverschwendung führen und die Bearbeitungszeit um viele Stunden verlängern.
Fertigstellung und Ausfallrisiko
Versteckte Kosten treten oft erst nach der Bearbeitung auf.
Das Risiko 304:
304 kann sich beim Bohren oder Gewindeschneiden verfestigen. Wenn ein Gewindebohrer in einem Sackloch bricht, sind die Kosten höher als die des Werkzeugs selbst. Die Werkstatt kann ein Teil verschrotten, das bereits Stunden an Bearbeitungszeit verschlungen hat. In einigen Fällen muss der gebrochene Gewindebohrer durch Erodieren entfernt werden, was weitere Kosten und Verzögerungen verursacht.
303 verringert dieses Bearbeitungsrisiko, da es sich leichter schneiden lässt und die Werkzeuge unter den gleichen Bedingungen weniger leicht beschädigt werden.
Das Risiko 303:
303 birgt ein eigenes Risiko für die Endbearbeitung. Wenn das Teil streng passiviert oder elektropoliert werden muss, kann der chemische Prozess die schwefelhaltigen Bereiche angreifen. Dies kann zu kleinen Vertiefungen, trüben Oberflächen oder kosmetischen Mängeln führen.
Wenn 10% der gefertigten Teile bei der Inspektion aufgrund des Aussehens der Oberfläche durchfallen, kann die billigere Bearbeitungsvariante schnell zur teureren Option werden.
303 oder 304: Beste Wahl je nach Teiletyp und Produktionsstufe
Welche Edelstahlsorte am besten geeignet ist, hängt von der Konstruktion des Teils, der Arbeitsumgebung und der Produktionsstufe ab. Für ein Prototypenteil und ein Teil für die Massenproduktion müssen möglicherweise unterschiedliche Werkstoffe gewählt werden.
CNC-Dreh- und -Frästeile
303 ist in der Regel die bessere Wahl für CNC-Dreh- und -Frästeile. Sie eignet sich gut für Teile mit hohem Materialabtrag, komplexen Formen und langer Bearbeitungszeit.
Es ist eine gute Wahl für Wellen, Zahnräder, Armaturen, kundenspezifische Gehäuse und andere bearbeitete Teile. Dies gilt insbesondere, wenn das Teil nicht geschweißt werden muss oder eine hohe Korrosionsbeständigkeit erfordert.
Gewindeteile und Präzisionsarmaturen
303 ist auch eine gute Wahl für Gewindeteile und Präzisionsarmaturen. Beim Gewindeschneiden entsteht eine hohe Reibung zwischen dem Werkzeug und dem Material.
303 trägt zur Verringerung von Rissen, Abrieb und Werkzeugverschleiß bei. Dies macht es nützlich für kundenspezifische Muttern, Bolzen, Gewindeabstände und Flüssigkeitsanschlüsse, die in milden Umgebungen verwendet werden.
Blechteile und geschweißte Baugruppen
304 ist die bessere Wahl für Blechteile und geschweißte Baugruppen. Es lässt sich gut biegen und schweißen und eignet sich besser für den Einsatz in feuchter Umgebung oder zum Abwaschen.
304 wird üblicherweise verwendet für Klammern, Fahrgestell der Maschine, GehegePlatten und Schweißkonstruktionen. Es ist auch eine praktische Wahl für rostfreie Schalttafeln, die saubere Ausschnitte für ein Drucktastenschalter, Kontrollleuchte oder Not-Aus-Taste. Es unterstützt das Umformen und Schweißen ohne die gleichen Risiken wie bei 303.
Prototyp vs. Massenproduktion
Die Materialauswahl kann sich ändern, wenn das Produkt vom Prototyp zur Massenproduktion übergeht.
Bei der Herstellung von Prototypen kann die Geschwindigkeit wichtiger sein als die Stückkosten. Eine komplexe Halterung kann aus einem 303-Stangenmaterial CNC-gefräst werden, weil diese Methode schnell und flexibel ist. Das Team kann den Entwurf schnell testen, ohne auf Stanzwerkzeuge oder Formvorrichtungen warten zu müssen.
Bei einem Produktionslauf von 10.000 Teilen ist diese Methode jedoch nicht unbedingt sinnvoll. Die CNC-Bearbeitung jedes Teils aus massivem 303 würde Zeit und Material verschwenden.
In diesem Stadium kann es die bessere Wahl sein, das Teil für das Stanzen oder Umformen von 304er Blechen umzugestalten. Dadurch können die Stückkosten gesenkt, die Produktionsgeschwindigkeit erhöht und die Baugruppe leichter skaliert werden.
Schlussfolgerung
Nichtrostender Stahl 303 und 304 sind beide nützlich, werden aber nicht aus demselben Grund verwendet. 303 ist in der Regel die bessere Wahl, wenn es auf die Geschwindigkeit der CNC-Bearbeitung, die Spankontrolle und die Leistung beim Gewindeschneiden ankommt.
304 ist in der Regel die sicherere Wahl, wenn das Teil geschweißt, gebogen, korrosionsbeständig sein oder eine saubere sichtbare Oberfläche haben soll. Es eignet sich auch besser für Blechteile, geschweißte Baugruppen, Lebensmittelausrüstungen, Teile für den Außenbereich und langfristige Verwendung.
Die richtige Wahl sollte nicht allein vom Materialpreis abhängen. Das Teiledesign, der Produktionsweg, die Oberflächenbeschaffenheit, das Serviceumfeld und das Auftragsvolumen können die tatsächlichen Kosten beeinflussen.
Wenn Sie sich nicht sicher sind, ob 303 oder 304 für Ihr Teil besser ist, Senden Sie uns Ihre Zeichnung oder 3D-Datei. Unser Ingenieurteam kann die Bearbeitungsmerkmale, die Schweißanforderungen, die Toleranzanforderungen und die Arbeitsumgebung prüfen, bevor die Produktion beginnt.