Mecanizado de roscas: Guía de ingeniería para la selección de procesos y DFM
Mecanizado de roscas: Guía de ingeniería para la selección de procesos y DFM
Caleb Hayes
Publicado:
El mecanizado de roscas suele ser una de las operaciones finales de un Fabricación CNC ciclo. Un fallo en esta fase -como la rotura de un macho de roscar o la rotura de un perfil de rosca- suele provocar el desguace de toda la pieza, con la consiguiente pérdida de tiempo y material de mecanizado invertidos previamente.
La selección del método de roscado adecuado es una decisión de ingeniería que depende del límite elástico del material, la geometría de la pieza y el volumen de producción. Esta guía explica cómo elegir entre roscado, fresado de roscas y torneado. También cubre las directrices clave de DFM que ayudan a conectar la creación rápida de prototipos con la producción en serie.
Selección del proceso de mecanizado de roscas
Métodos de mecanizado de roscas
Los diferentes procesos de roscado manipulan la física de los materiales de formas distintas. El método óptimo cambia drásticamente cuando un proyecto pasa de la creación de prototipos de bajo volumen a la fabricación de grandes volúmenes.
Roscado de corte
El roscado de corte elimina material para crear el perfil de la rosca, generando virutas físicas.
Aplicación: Tamaños de rosca estándar en materiales de mecanizado libre como acero al carbono, hierro fundido y aleaciones específicas de aluminio.
Consideraciones: La evacuación de virutas es el principal reto. En los agujeros ciegos, si las virutas se acumulan en el fondo, el par de corte necesario se dispara, lo que a menudo provoca la rotura de la herramienta.
Roscado de formas (roscado de rodillos)
El roscado por deformación desplaza el material para formar el perfil de la rosca mediante deformación plástica, en lugar de corte.
Aplicación: Materiales dúctiles como aluminio 6061-T6, latón, cobre y acero con bajo contenido en carbono.
Ventaja de producción: Este proceso no genera virutas, por lo que es muy fiable para agujeros ciegos. El efecto del trabajo en frío comprime la estructura del grano del material, aumentando la resistencia a la tracción de la rosca. Dado que funciona a velocidades de husillo más altas con un menor desgaste de la herramienta, el roscado por deformación es el método preferido para la producción en serie de carcasas de aluminio o disipadores térmicos.
Fresado de roscas
El fresado de roscas utiliza una herramienta de corte rotativa de varios filos que se desplaza en una trayectoria helicoidal para mecanizar la rosca.
Aplicación: Aleaciones difíciles de mecanizar (por ejemplo, acero inoxidable 304/316, titanio), piezas asimétricas, roscas de gran diámetro o componentes de gran valor.
Ventaja de producción: Se trata del proceso de menor riesgo. Como el diámetro de la herramienta es menor que el del agujero, la evacuación de la viruta es muy eficaz. Si una herramienta se rompe, cae fuera del orificio sin desguazar la pieza. Durante la creación rápida de prototipos, el fresado de roscas ofrece la máxima flexibilidad, ya que permite cortar con una sola herramienta diferentes diámetros del mismo paso.
Torneado de roscas exteriores
Realizado en un torno, este proceso utiliza una plaquita de metal duro de una sola punta que coincide con el perfil de la rosca, realizando varias pasadas para cortar una rosca exterior.
Aplicación: Estándar para ejes, accesorios a medida y componentes cilíndricos que requieren una concentricidad estricta entre la rosca y el eje de rotación.
Roscas laminadas e insertos
Hilos enrollados: Proceso de conformado en frío en el que las piezas metálicas en bruto se aprietan entre matrices endurecidas. Proporciona un flujo de grano ininterrumpido, lo que se traduce en la mayor resistencia posible. Se trata del proceso definitivo de fabricación en serie de roscas externas (como las fijaciones estándar), que reduce el coste por pieza a fracciones de céntimo.
Insertos roscados (por ejemplo, Helicoils): En el caso de sustratos blandos (como el aluminio o el magnesio) sometidos a elevadas cargas de apriete o montajes repetidos, las roscas roscadas directamente se desgastan. La solución de ingeniería estándar consiste en mecanizar un orificio sobredimensionado para instalar un inserto roscado de acero inoxidable, que proporciona una interfaz de desgaste duradera.
Matriz de decisión del proceso
Utilice la siguiente matriz para alinear rápidamente sus requisitos de roscado con el proceso de taller adecuado:
Proceso
Mejor aplicación del material
Ventaja principal
Riesgo de rotura de la herramienta
Volumen de producción ideal
Roscado de corte
Aceros de mecanizado libre, Fundición
Tiempos de ciclo rápidos, bajo coste inicial de utillaje
Alto (en agujeros ciegos)
Bajo a medio
Roscado de formas
Aluminio, latón, acero dulce
Sin virutas, roscas más resistentes, larga vida útil de la herramienta
Bajo
Media a alta
Fresado de roscas
Acero inoxidable, titanio, productos exóticos
Cero riesgo de rechazo, alta precisión, flexibilidad
Muy bajo
De prototipo a medio
Torneado de hilos
Cualquier material de torneado
Alta concentricidad, excelente acabado superficial
Bajo
De bajo a alto (piezas de torno)
Hilo rodante
Aceros al carbono, Aceros aleados
Resistencia máxima, menor coste unitario
Ninguna (proceso de troquelado)
De la alta a la gran producción
Factores de diseño que afectan a la calidad del hilo
La calidad de la rosca y los costes finales de fabricación dependen en gran medida del modelo CAD inicial. El cumplimiento de las directrices estándar de DFM evita el desgaste excesivo de las herramientas y reduce considerablemente los plazos de entrega.
Tamaño del orificio y diámetro menor
El tamaño del agujero pretaladrado determina el porcentaje de enganche de la rosca.
Directriz: Diseñado para roscas 65% a 75%.
Ingeniería Física: Diseñar para un paso de rosca de 100% es un error común. Pasar de 75% a 100% sólo supone un aumento marginal de ~5% en la resistencia de la unión, pero requiere casi el triple de par de roscado. Un engrane 75% proporciona una integridad estructural óptima al tiempo que mantiene las fuerzas de mecanizado dentro de los límites de seguridad.
Profundidad de la rosca
Directriz: Limite la profundidad de las roscas a 1,5 ó 2 veces el diámetro nominal (1,5xD a 2xD).
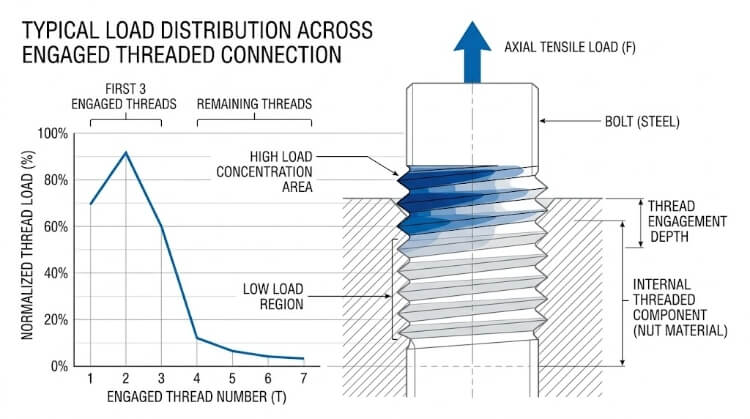
Ingeniería Física: La carga mecánica no se distribuye uniformemente en una unión roscada. Debido al alargamiento del paso del perno bajo tensión de tracción, las tres o cuatro primeras roscas absorben hasta 80% de la carga mecánica. Especificar roscas con una profundidad superior a 2xD proporciona una resistencia a la tracción adicional insignificante, pero aumenta exponencialmente el riesgo de acumulación de virutas, desviación de la herramienta y falta de refrigerante durante la fabricación.
Distribución de la carga a lo largo de la rosca
Espacio libre del orificio ciego
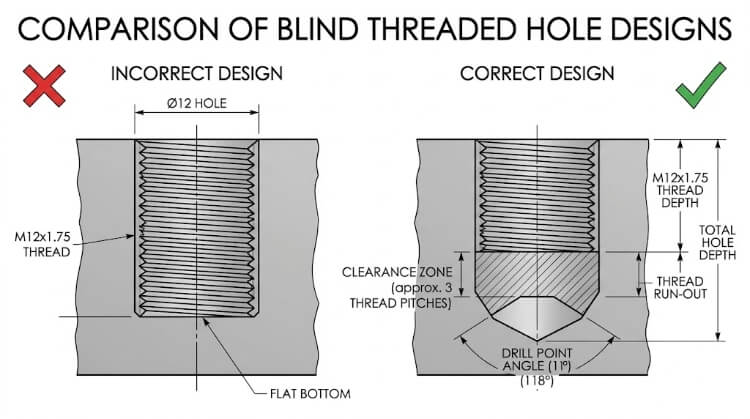
Los machos de roscar no pueden cortar roscas completas hasta el fondo absolutamente plano de un orificio taladrado debido al chaflán del borde de ataque de la herramienta.
Directriz: Diseñe la profundidad inicial del taladro para que se extienda al menos 2 ó 3 pasos de rosca más allá de la profundidad de rosca funcional requerida.
Justificación: Esta sección no roscada proporciona la holgura necesaria para que el chaflán del macho de roscar salga del corte y actúa como depósito de virutas compactadas. Si un macho de roscar toca fondo contra el orificio, se hará añicos al instante.
Diseño de rosca de orificio ciego incorrecto frente a espacio inferior correcto
Chaflanes y entrada de rosca
Directriz: Incluir un chaflán avellanado de 90° o 120° a la entrada de los orificios roscados, ligeramente mayor que el diámetro mayor.
Justificación: Un chaflán guía físicamente el macho de roscar hacia el centro durante la entrada de la herramienta, evita que el material se desplace hacia una rebaba elevada en la superficie de contacto y elimina prácticamente el riesgo de roscado cruzado durante el montaje final.
Roscas estándar frente a roscas especiales
Directriz: Siempre que sea posible, utilice pasos estándar gruesos o finos (por ejemplo, métricas estándar de la serie M o UNC/UNF).
Justificación: La especificación de pasos de rosca personalizados o no estándar (por ejemplo, M14 x 1,25 en lugar del estándar M14 x 1,5) requiere que el taller de mecanizado obtenga herramientas rectificadas a medida. Esto aumenta los costes iniciales de preparación y suele detener la producción durante una o dos semanas a la espera de que lleguen las herramientas.
Problemas comunes de producción en el mecanizado de roscas
Incluso con una selección óptima de procesos y DFM, el mecanizado de roscas presenta retos mecánicos y térmicos específicos en el taller. Comprender estos modos de fallo es fundamental para los ingenieros a la hora de evaluar las capacidades de un fabricante o diagnosticar piezas rechazadas.
Evacuación y embalaje de chips
El arranque ineficaz de virutas es la principal causa de fallo catastrófico del macho de roscar.
La física: En los agujeros ciegos, las virutas que no se evacuan con éxito se comprimen en el fondo del agujero. A medida que el macho de roscar sigue avanzando hacia abajo, impacta contra esta masa compactada, provocando un pico instantáneo en el par del husillo que cizalla la herramienta.
Solución de ingeniería: Los maquinistas dictan el flujo de viruta en función de la geometría de la herramienta. Los machos de roscar con punta en espiral (machos de pistola) empujan las virutas hacia delante y sólo deben utilizarse para agujeros pasantes. Los machos de roscar con estrías en espiral tiran de las virutas hacia arriba y fuera del orificio, por lo que son obligatorios para el roscado de agujeros ciegos.
Bordes retranqueados (BUE) y abolladuras
La física: Durante el mecanizado de materiales gomosos (como el aluminio o el acero bajo en carbono), la combinación de calor y presión hace que partículas microscópicas de la pieza se suelden por fricción al filo de corte de la herramienta. Este "filo acumulado" degrada la geometría de la herramienta, dando lugar a perfiles de rosca rasgados, sobredimensionados o rugosos.
Solución de ingeniería: Para mitigar la BUE es necesario reducir la fricción. Esto se consigue utilizando herramientas muy pulidas, revestimientos específicos (como TiCN o TiB2), aumentando la lubricidad del refrigerante y optimizando las velocidades de corte para cizallar limpiamente el material antes de que pueda producirse la soldadura.
Desgaste de la herramienta y desviación del diámetro de paso
La física: Los machos de roscar no sólo fallan por rotura, sino que se desgastan gradualmente. A medida que los filos de corte se desgastan, las roscas internas resultantes se hacen progresivamente más pequeñas (más estrechas). Si no se detecta, esta desviación da lugar a roscas que no aceptan elementos de fijación estándar.
Hoja de trucos para la resolución de problemas en el mecanizado de roscas
A continuación se muestra una matriz de referencia rápida para diagnosticar y resolver fallos comunes de roscado en el taller:
Síntoma
Causa raíz
Solución de fabricación
El grifo se rompe durante la retracción
Empaquetamiento de virutas en el fondo de un agujero ciego.
Cambiar a un macho de roscar de forma o a un macho de roscar de estrías helicoidales altas; aumentar la holgura del agujero ciego.
Flancos de rosca rasgados o rugosos
Soldadura por fricción del borde incorporado (BUE) a la herramienta.
Aumentar la concentración de refrigerante; cambiar a un grifo pulido/sin revestimiento (para aluminio).
Calibre "No-Go" rosca hasta el fondo
Agujero sobredimensionado; salida/balanceo del grifo.
Compruebe la excentricidad del husillo (TIR); verifique el diámetro previo al taladrado; asegúrese de que el macho de roscar se sujeta en una pinza de precisión.
Descascarillado durante el montaje final
Soldadura en frío de las piezas de unión (habitual en acero inoxidable).
Asegúrese de que las roscas estén limpias; aplique compuesto antiagarrotamiento; verifique que el acabado de la superficie de la rosca sea inferior a 63 µin Ra.
Casos especiales en el mecanizado de roscas
Las directrices estándar de DFM deben ajustarse cuando se trata de materiales exóticos de alto valor, microcaracterísticas extremas o cambios dimensionales posteriores al procesamiento.
Aceros inoxidables austeníticos y aleaciones de titanio
Materiales como el acero inoxidable 304/316 y el titanio de grado 5 son muy susceptibles al endurecimiento por deformación.
El coste del fracaso: Las piezas en bruto de titanio y las operaciones iniciales de desbaste son muy caras. Si un macho se rompe debido al endurecimiento por deformación en la operación final de roscado, un componente aeroespacial $500 se reduce instantáneamente a chatarra.
Estrategia de fabricación: El roscado de estas aleaciones requiere una configuración de máquina extremadamente rígida, aristas de corte afiladas y refrigerante a través del husillo (TSC) para expulsar las virutas del orificio y reducir el choque térmico. Sin embargo, para eliminar por completo el riesgo financiero, el fresado de roscas es el proceso obligatorio para los agujeros ciegos de gran valor en estos materiales.
Microhilos (< M2 o #2-56)
Consideraciones: Para las roscas en miniatura que se encuentran en dispositivos médicos o en la electrónica aeroespacial, las fuerzas de corte son mínimas, pero la tolerancia a la desalineación es prácticamente nula.
Estrategia de fabricación: El principal enemigo del micro roscado es la desviación del husillo (TIR - Total Indicator Reading). Incluso 5 micras (0,0002″) de bamboleo romperán un micro roscado. Estas características requieren mandriles de pinza de ultraprecisión y con frecuencia utilizan ciclos de "peck tapping" (avanzando y retrayendo la herramienta repetidamente para romper las virutas de forma segura).
Acabado de superficies
Se trata de uno de los descuidos más frecuentes y costosos en los planos de ingeniería. Los tratamientos posteriores al mecanizado añaden grosor físico a la pieza, lo que altera directamente el diámetro de paso de la rosca.
Impacto cuantificado: Por ejemplo, el anodizado de capa dura de tipo III (MIL-A-8625) suele añadir de 0,001″ a 0,002″ (de 25 a 50 micras) de espesor a todas las superficies. En un orificio roscado estándar M3 o #4-40, esta acumulación es suficiente para provocar el agarrotamiento completo de la fijación de acoplamiento.
Estrategia de fabricación: Los ingenieros deben especificar el grosor del chapado e indicar si se aplican las dimensiones de la rosca antes o después de recubrimiento. El taller de mecanizado utilizará entonces machos de roscar sobredimensionados (designados por límites "H" superiores en EE.UU., como H4 o H5, o clases de tolerancia "6G" en sistema métrico) para cortar la rosca más grande que la estándar. Una vez que se acumula el revestimiento, las dimensiones finales se ajustan exactamente a la especificación nominal.
Inspección de roscas y control de calidad
Demostrar que una rosca cumple los requisitos geométricos es tan importante como mecanizarla. Los equipos de aprovisionamiento y control de calidad confían en la metrología normalizada para verificar las formas de las roscas antes del montaje.
Verificación estándar: Indicadores Go/No-Go
El estándar del sector para una inspección de roscas rápida y fiable en el taller.
Calibradores de tapón (roscas internas): El calibre "Go" verifica la condición máxima del material (asegurando que el diámetro de paso es lo suficientemente grande y la rosca lo suficientemente profunda). El calibre "No-Go" verifica el estado mínimo del material.
Criterios de aceptación: La galga "Go" debe enroscarse completamente a mano a través de la profundidad designada. El calibre "No-Go" no debe enroscarse más de dos o tres vueltas completas antes de atascarse. Si se enrosca más, el orificio está sobredimensionado y la pieza debe rechazarse.
Medición de precisión: Micrómetros de paso y el método de 3 hilos
En el caso de las roscas exteriores (como los ejes torneados a medida), los simples medidores de anillo suelen ser insuficientes para el control estadístico del proceso, ya que no proporcionan un valor numérico cuantificable del desgaste de la herramienta.
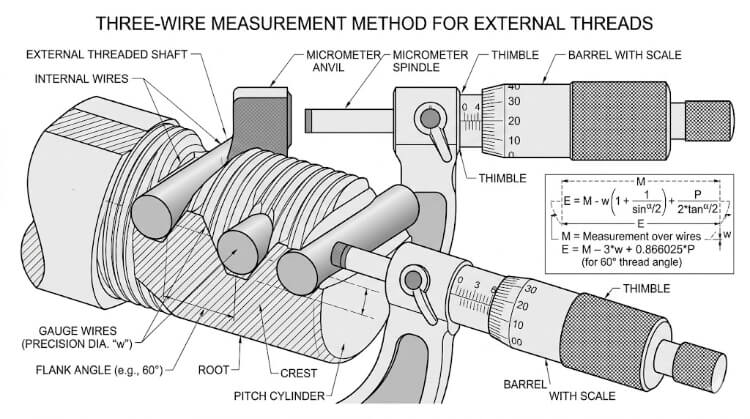
Medición con tres hilos para roscas exteriores
Aplicación de metrología: Los inspectores de calidad utilizan micrómetros de paso de rosca o el "método de los tres hilos". Colocando tres alambres esmerilados con precisión en las ranuras de la rosca y midiendo a través de ellos, los inspectores utilizan fórmulas trigonométricas normalizadas para calcular el diámetro de paso exacto hasta la diezmilésima de pulgada (0,0001″).
Control automatizado durante el proceso
En los modernos entornos de fabricación de gran volumen, la inspección física de cada rosca resulta prohibitiva desde el punto de vista de los costes.
Estrategia de garantía de calidad: Las máquinas CNC avanzadas utilizan la supervisión de carga del husillo. La máquina establece una curva de par de referencia durante el roscado de la primera pieza aceptable para la inspección del primer artículo (FAI). Si la carga del husillo se desvía de esta curva en un porcentaje especificado (lo que indica desgaste de la herramienta, acumulación de virutas o un macho roto), la máquina detiene automáticamente la producción, evitando la fabricación de un lote fuera de tolerancia.
Conclusión
El mecanizado de roscas parece sencillo en el plano, pero el resultado depende de muchos detalles. El método de roscado, el diseño del orificio, el material, el estado de la herramienta y el método de inspección influyen en el buen funcionamiento de la rosca en la producción real.
Una buena rosca no es sólo la que se puede cortar. También debe funcionar sin problemas en el ensamblaje, ser uniforme en todo el lote y evitar desechos o reprocesamientos evitables. Por eso, el mecanizado de roscas debe estudiarse con antelación, sobre todo en el caso de agujeros ciegos, roscas pequeñas, materiales difíciles y piezas con requisitos de acabado.
¿Tiene que fabricar una pieza roscada? Envíenos su dibujomaterial, cantidad y requisitos de roscado. Nuestro equipo puede revisar la pieza, sugerir un método de roscado práctico y señalar cualquier riesgo de diseño o producción antes de iniciar el mecanizado.
¡Maravilloso! Comparte este caso:
Caleb Hayes
Caleb Hayes cuenta con más de una década de experiencia en el sector de la chapa metálica, especializado en la fabricación de precisión y la resolución de problemas. Con un fuerte enfoque en la calidad y la eficiencia, aporta valiosos conocimientos y experiencia a cada proyecto, garantizando resultados de primera categoría y la satisfacción del cliente en todos los aspectos de la metalurgia.