
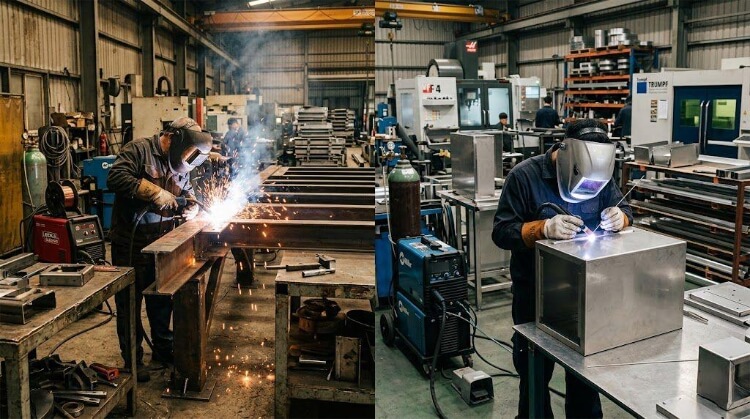
Le choix entre le soudage MIG et le soudage TIG est rarement une simple décision de soudage. Dans la production réelle de tôles, il a une incidence sur le coût de fabrication, le délai d'exécution, l'aspect de la soudure, la stabilité de l'assemblage et même l'ampleur des retouches après le soudage.
Le soudage MIG utilise un fil continu pour plus de rapidité et de facilité, ce qui le rend idéal pour les matériaux épais et la production en grande quantité. Le soudage TIG utilise une électrode de tungstène non consommable pour une précision ultime et un contrôle esthétique sur les métaux minces et exotiques. Choisissez le soudage MIG pour l'efficacité et le soudage TIG pour un travail artisanal complexe et de haute qualité.
En fin de compte, le choix entre MIG et TIG n'est pas une décision de physique classique. Il s'agit d'un compromis technique strict qui met en balance le rendement de production, l'aspect cosmétique, le contrôle thermique et le coût unitaire total.
Les procédés MIG et TIG répondent à des priorités de production différentes
Vous ne pouvez pas évaluer les procédés MIG et TIG dans le vide. Dans un environnement de fabrication réel, ces deux procédés jouent des rôles stratégiques totalement différents en fonction du volume, du matériau et de l'intention de conception.
Débit et taux de dépôt
Le soudage MIG (Metal Inert Gas) est conçu pour la vitesse. Il utilise un fil continu, entraîné par un moteur, qui sert à la fois d'électrode et de métal d'apport. Cette configuration permet aux opérateurs de réaliser des cordons de soudure continus avec des taux de dépôt qui sont généralement deux à quatre fois plus rapides que le soudage TIG manuel.
Grâce à cette rapidité, le procédé MIG est le choix incontesté pour les assemblages structurels lourds. Lors de la fabrication de cadres porteurs internes ou d'armoires électriques conformes à la norme NEMA (généralement de 3 mm et plus), le procédé MIG permet de réduire les temps de cycle et d'obtenir des prix à la pièce très compétitifs.
Contrôle précis de la chaleur
Le soudage TIG (Tungsten Inert Gas) fonctionne selon une logique totalement différente. Il utilise une électrode de tungstène non consommable pour créer l'arc, tandis que l'opérateur alimente manuellement la baguette d'apport.
Ce découplage de la source de chaleur et du matériau d'apport permet à l'opérateur d'exercer un contrôle absolu sur la flaque de soudure. Lors du soudage de joints miniatures ou à proximité d'éléments sensibles, il est recommandé de ne pas utiliser la source de chaleur comme source d'énergie. Usiné CNC qui ne peuvent tolérer la dilatation thermique, le TIG permet un contrôle précis de la chaleur nécessaire à la préservation de la pièce.
Qualité visible des soudures et piège du meulage
Lorsqu'une pièce est orientée vers l'avant et que la qualité esthétique n'est pas négociable, le TIG est la norme industrielle. Un opérateur qualifié peut produire un profil de soudure impeccable, sans éclaboussures, qui ne nécessite aucun meulage après soudage.
Le procédé MIG, quant à lui, génère des micro-éclaboussures et un cordon de soudure surélevé. Si un composant soudé au MIG, tel qu'un panneau d'appareil médical orienté vers l'avant, nécessite une soudure à l'arc, il est possible d'obtenir un meilleur résultat. finition poudrée de qualité supérieureIl faudra donc procéder à un meulage manuel important pour obtenir une surface affleurante.
Dans de nombreux cas, le temps gagné sur la ligne de soudage MIG est entièrement perdu dans la cabine de meulage. Pour les pièces très esthétiques, le procédé TIG, plus lent et sans scories, se traduit souvent par un coût unitaire total inférieur, car il élimine le travail important de post-traitement.
Passage à l'échelle de production et transitions de processus
Les équipes de fabrication expérimentées s'enferment rarement dans un processus unique pour l'ensemble du cycle de vie d'un produit. Au cours de la phase de prototypage rapide, le TIG est largement utilisé car il nécessite un outillage minimal et permet une grande flexibilité en termes de mélange et de faible volume.
Toutefois, lorsqu'une commande passe de 50 à 5 000 unités, les ateliers modifient activement la conception des joints pour passer du soudage TIG manuel au soudage MIG semi-automatique ou robotisé. Dans les boîtiers complexes, il est courant d'utiliser le soudage hybride : utiliser le MIG sur les joints structurels internes pour la vitesse de production de masse, et réserver le TIG exclusivement aux coins extérieurs visibles.
Les tôles minces nécessitent une meilleure stabilité à la chaleur
Le soudage de plaques d'acier épaisses est simple. Le soudage de tôles de 1 mm à 1,5 mm est le domaine dans lequel les ateliers de fabrication prouvent leur expertise ou échouent complètement.
Risque de brûlure sur les jauges minces
Lorsqu'un arc de soudage intense touche un bord fin, le métal atteint instantanément son point de fusion. Si l'apport de chaleur est trop élevé ou si la vitesse de déplacement est trop lente, l'arc se contentera de vaporiser le matériau de base, laissant un trou béant.
La capacité du TIG à amorcer et à maintenir un arc à très faible intensité en fait le procédé le plus sûr pour les composants de faible épaisseur, tels que les boîtiers électroniques en aluminium 5052 de 1,2 mm d'épaisseur. Il permet à l'opérateur de fusionner les bords en douceur sans souffler à travers le matériau.
Distorsion due à la chaleur et décalage de l'assemblage
La chaleur est l'ennemie de la planéité. Lorsqu'une soudure refroidit, le métal en fusion se contracte, entraînant avec lui la tôle fine qui l'entoure. Cette distorsion thermique (gauchissement) est la principale cause de rejet des tôles, en particulier dans des matériaux comme l'acier inoxydable 304.
Un panneau gravement déformé perd sa précision dimensionnelle, ce qui signifie que les trous de montage ne seront plus alignés lors de l'assemblage final. La zone affectée par la chaleur (HAZ) étroite et concentrée du TIG minimise cette contrainte, alors que le large profil de chaleur du MIG standard peut facilement tordre un panneau mince au-delà de la réparation.
Tolérance de l'espace et dépendance de la fixation
Le soudage de tôles minces exige un ajustement parfait. Si le pliage en amont de la presse plieuse est imprécis et laisse un espace de 1 mm entre deux plaques, le soudage devient exponentiellement plus difficile. L'arc électrique va mordre dans les bords exposés et les faire fondre au lieu de combler l'écart.
Le TIG est très sensible à ce mauvais ajustement. Pour garantir la répétabilité, les ingénieurs doivent concevoir des joints à localisation automatique (comme les conceptions à languettes et à rainures). En outre, le passage à la production en série exige que l'atelier investisse dans des dispositifs de soudage usinés sur mesure pour maintenir les pièces parfaitement serrées avant l'amorçage de l'arc.
MIG à impulsion pour l'écaillage de tôles minces
Si le soudage TIG est idéal pour les métaux fins, il est souvent trop lent et trop coûteux pour la production de masse. Pour combler cette lacune, la fabrication moderne s'appuie sur le soudage Pulse MIG.
Cette technologie pulse rapidement le courant de soudage entre un pic élevé (pour faire fondre le fil) et un faible courant de fond (pour maintenir l'arc stable). Cela permet à un atelier d'obtenir les taux de dépôt rapides du MIG sur l'aluminium ou l'acier inoxydable de 1,5 mm, sans les risques de déformation graves associés au MIG traditionnel à court-circuit.

Modifications du type de matériau Stabilité au soudage
Il n'est pas possible d'appliquer les mêmes paramètres de soudage à des métaux différents et d'obtenir les mêmes résultats. La conductivité thermique, le point de fusion et la chimie de surface du matériau de base déterminent directement le processus de soudage qui restera stable.
Caractéristiques de l'acier au carbone et de l'acier inoxydable
Le soudage de l'acier au carbone standard (comme le Q235) est très tolérant. Le soudage MIG s'en charge sans effort, offrant une pénétration profonde, des vitesses de déplacement rapides et des profils de cordon cohérents pour les lots de grand volume.
L'acier inoxydable (304 ou 316) est une toute autre histoire. Il retient la chaleur de manière agressive, ce qui le rend très sensible aux déformations importantes et à l'oxydation de la face arrière (connue sous le nom de "sugaring"). Pour les boîtiers en acier inoxydable de faible épaisseur, le TIG est souvent obligatoire.
En outre, pour obtenir des joints de qualité médicale ou alimentaire, il faut procéder à une rétro-purge, c'est-à-dire inonder l'intérieur de la pièce de gaz argon pour protéger l'arrière de la soudure. Cette opération a pour effet de doubler la consommation de gaz de protection, ce qui représente un coût caché des matériaux qui doit être pris en compte dans le devis.
Soudage de l'aluminium et élimination des oxydes
L'aluminium est notoirement difficile à souder en raison de sa composition chimique. La surface est recouverte d'une couche d'oxyde résistante qui fond à environ 2 000 °C, alors que l'aluminium brut sous-jacent ne fond qu'à 660 °C.
C'est là que le TIG AC (courant alternatif) n'est pas négociable pour les pièces de précision. Le courant alternatif brise et nettoie physiquement la couche d'oxyde pendant le cycle, ce qui permet au métal de base de fusionner proprement.
Bien que le procédé MIG puisse être utilisé pour les cadres structurels en aluminium épais, le fil d'aluminium souple provoque souvent des blocages. Pour utiliser le procédé MIG pour l'aluminium de manière fiable en production, l'atelier doit investir dans des systèmes de pistolets push-pull spécialisés.
Gaz de protection et physique de l'arc
Le gaz de protection ne se contente pas de protéger la flaque en fusion, il modifie activement la physique de l'arc.
Pour le soudage MIG de l'acier, un mélange Argon/CO2 (environ 75/25) est standard. Le CO2 permet d'obtenir un arc plus profond et plus chaud, tandis que l'argon stabilise les projections. Le TIG, quant à lui, nécessite presque exclusivement de l'argon pur 100% pour maintenir l'arc parfait et hautement focalisé nécessaire pour les travaux de tôlerie esthétique.
Durée de l'arc et durée totale du cycle : le coût caché du meulage
Les ingénieurs regardent souvent un devis et supposent que le procédé MIG est moins cher simplement parce que la machine tourne plus vite. Mais dans la fabrication professionnelle, nous calculons le coût unitaire total.
Temps d'arc en fonction de la durée totale du cycle
Si l'on ne mesure que le "temps d'arc", le procédé MIG l'emporte toujours. Elle pose le matériau rapidement et maximise l'efficacité des lots dans l'atelier.
Cependant, le temps d'arc ne représente qu'une fraction du cycle de fabrication. Si une soudure MIG rapide nécessite un préchauffage complexe ou introduit des contraintes thermiques importantes qui nécessitent un redressage mécanique après la soudure, le nombre d'heures de travail par pièce monte en flèche.
Nettoyage des soudures et piège du meulage
Il s'agit du piège caché le plus courant dans la fixation des prix des tôles. Le soudage MIG crée inévitablement des micro-projections et un bourrelet convexe en relief. Si le composant est destiné à être recouvert d'un revêtement en poudre de qualité supérieure, cette soudure doit être complètement affleurée.
Dans la fabrication de tôles à haute valeur esthétique, une minute de soudage MIG rapide peut facilement nécessiter trois à cinq minutes de meulage manuel.
Le travail requis pour le ponçage et la préparation de la surface éclipse rapidement l'avantage initial en termes de rapidité. Les soudures TIG, propres et affleurantes, permettent d'éviter complètement ce goulot d'étranglement du meulage.
Retravail, rejet et risques pour la qualité
Une soudure rapide et bon marché ne sert à rien si elle échoue au contrôle de qualité final. La chaleur excessive d'une passe MIG agressive peut déformer un châssis, rendant impossible l'alignement des composants internes lors de l'assemblage en aval.
La correction des défauts esthétiques, le meulage des porosités ou le redressement mécanique des tôles gauchies détruisent le flux de production. Le choix d'un procédé TIG plus lent et plus stable dès le départ permet souvent d'éviter des retours coûteux de la part des clients et de respecter le calendrier de livraison.
Main-d'œuvre qualifiée et échelonnement des prix à la pièce
Le soudage TIG nécessite des opérateurs hautement qualifiés et très bien payés. Le recours au soudage TIG manuel pour les commandes de gros volume crée un grave goulot d'étranglement au niveau de la main-d'œuvre, introduit des variations dues à l'erreur humaine et maintient le prix à la pièce à un niveau artificiellement élevé.
Pour la production de masse, l'objectif technique est presque toujours de passer à la soudure MIG robotisée. Bien que cela nécessite un investissement initial en NRE (ingénierie non récurrente) dans des installations de soudage personnalisées, l'amortissement est rapide.
L'automatisation élimine le goulot d'étranglement de la main-d'œuvre qualifiée et garantit que la pièce numéro 5 000 est identique à la pièce numéro 1, ce qui fait baisser considérablement le prix de la pièce à long terme.

Une mauvaise sélection des soudures crée des problèmes de production
La spécification d'un mauvais procédé de soudage sur un plan de fabrication ne crée pas seulement un désordre sur la table de soudage, mais aussi un effet domino de défaillances dans l'ensemble de l'atelier de production. Lorsque le procédé ne correspond pas à l'intention de conception de la pièce, il en résulte toujours une augmentation des taux de rebut et une explosion des budgets.
Rejet cosmétique des soudures et lignes fantômes
Lorsque les normes esthétiques sont élevées, comme c'est le cas dans les dispositifs médicaux ou de l'électronique grand public - une soudure MIG désordonnée est un rejet instantané du contrôle de la qualité.
Même si un atelier passe des heures à meuler une soudure MIG à plat, un meulage agressif introduit des marques abrasives profondes. En outre, une chaleur excessive peut provoquer un noircissement localisé ou une précipitation de carbure dans l'acier inoxydable. Lorsque la pièce est finalement anodisée ou peinte en couche mince, ces "lignes fantômes" et ces teintes dues à la chaleur apparaissent à travers la finition, ruinant ainsi l'aspect haut de gamme du produit.
Distorsion excessive et piège des coûts irrécupérables
Le soudage est généralement l'une des dernières étapes de la fabrication de la tôle. C'est donc l'endroit où l'erreur est la plus coûteuse.
Si vous spécifiez une soudure MIG standard sur un châssis en aluminium de 1,2 mm pour réduire les coûts initiaux, la large zone affectée thermiquement (ZAT) déformera violemment le châssis. Lorsque cette pièce est mise au rebut en raison d'une distorsion thermique, vous ne perdez pas seulement une mauvaise soudure. Vous gaspillez le temps coûteux consacré à la découpe au laser, au pliage sur presse plieuse CNC et à l'usinage qui a déjà été consacré à cette ébauche. Le contrôle précis de la chaleur par le TIG protège vos investissements de fabrication en amont.
Porosité, contamination et perte de résistance
Le choix d'un procédé MIG rapide sans préparation méticuleuse de la surface, en particulier sur l'aluminium, entraîne l'accumulation de saletés, d'huiles et d'hydrogène à l'intérieur du bain de soudure.
Cela crée une porosité (trous d'épingle internes) et une grave contamination de la soudure. Alors que la soudure peut sembler acceptable en surface, la résistance de sa section interne est gravement compromise. Pour les pièces porteuses parenthèses ou des boîtiers hermétiques, cette porosité cachée entraîne des défaillances mécaniques catastrophiques sur le terrain.
Retards de livraison et goulets d'étranglement dans la chaîne d'approvisionnement
Chaque soudure rejetée signifie qu'une pièce recule sur la chaîne de production. Retravailler une mauvaise soudure - la meuler, nettoyer le joint et le ressouder - prend beaucoup plus de temps que de la souder correctement la première fois.
Pour le responsable des achats, cette inefficacité de l'atelier se traduit directement par des dates d'expédition non respectées. Un devis de soudage bon marché qui se traduit par un taux de reprise de 30% finira par engorger l'ensemble de votre chaîne d'approvisionnement et par retarder votre délai de mise sur le marché.
Tableau de comparaison rapide entre le soudage MIG et le soudage TIG
Utilisez cette matrice pendant la phase de conception pour la fabrication (DFM) afin d'évaluer rapidement quel processus correspond à vos priorités de production.
| Priorité à l'ingénierie | Soudage MIG (gaz inerte métallique) | Soudage TIG (gaz inerte de tungstène) |
| Vitesse de production | Rapide. L'alimentation continue en fil permet un débit élevé. | Lent. L'alimentation manuelle des remplisseurs réduit la vitesse de production. |
| Contrôle de la chaleur | Large HAZ. Risque élevé de distorsion sur les matériaux minces. | Point de repère. Excellent contrôle thermique par pédale. |
| Qualité cosmétique | Juste. Crée des éclaboussures ; nécessite un meulage manuel important. | Prime. Aspect "pile de dix cents" sans scories. |
| Risque de reprise | Haut sur les feuilles minces en raison de l'usure et du gauchissement. | Faible, à condition que l'ajustement du joint en amont soit parfait. |
| Compatibilité de l'automatisation | Haut. Facilement intégrable dans les cellules robotisées à grande vitesse. | Faible. Difficile à automatiser ; dépend fortement du contact humain. |
| Stabilité des feuilles minces | Pauvre. (sauf si l'on utilise un équipement MIG à impulsion spécialisé). | Remarquable. L'arc reste stable à des intensités extrêmement faibles. |
| Dépendance à l'égard de la main-d'œuvre qualifiée | Modéré. Il est plus facile de former les opérateurs aux tâches répétitives. | Extrêmement élevé. Nécessite des années d'expérience spécialisée. |
| Coût global de fabrication | Faible coût des matières premières, mais des coûts cachés élevés dans le meulage après soudage. | Coût élevé des matières premières, mais aucune préparation de la surface après soudage n'est nécessaire. |
| Applications typiques | Supports pour charges lourdes, cadres structurels internes, armoires électriques de grand volume. | Panneaux de dispositifs médicaux, boîtiers en aluminium exposés, composants de précision à tolérances serrées. |
Conclusion
Il n'existe pas de procédé de soudage universellement "supérieur" dans la fabrication de tôles. Le bon choix dépend entièrement de l'épaisseur de votre matériau, de vos exigences esthétiques et de l'état actuel de votre produit dans son cycle de fabrication.
Un partenaire de fabrication expérimenté n'imposera que rarement une seule méthode. Il utilisera le TIG pour perfectionner vos premiers prototypes et garantir l'excellence esthétique. Ensuite, lorsque le volume de vos commandes augmentera, il redessinera les joints, construira des fixations personnalisées et confiera le gros du travail à des cellules MIG automatisées afin de réduire le coût unitaire.
Prêt à optimiser votre production de tôle ? Ne laissez pas votre stratégie de fabrication au hasard. Chez TZR, notre équipe d'ingénieurs apporte plus de 10 ans d'expertise en fabrication de tôle à chaque projet. Téléchargez vos dessins CAO dès aujourd'hui pour un examen complet de la DFM.


