
Lorsque les ingénieurs spécifient le revêtement par poudre de pièces en acier, ils s'attendent à obtenir une couche de protection durable et uniforme. Mais en réalité, le simple fait d'écrire "peinture en poudre noire" sur un plan de fabrication ne garantit pas un résultat satisfaisant.
La qualité finale du revêtement ne dépend pas seulement de la poudre, mais aussi des réalités de l'atelier. L'alliage d'acier spécifique, la méthode de préparation de la surface et la géométrie de la pièce sont autant d'éléments qui déterminent le comportement du revêtement à l'intérieur du four de séchage. Bien que le revêtement par poudre soit plus robuste et plus respectueux de l'environnement que la peinture humide, il s'agit d'un processus thermique à haute température qui impose des contraintes strictes en matière de conception et de tolérances.
L'absence de prise en compte de ces contraintes lors de la phase de CAO entraîne des interférences au niveau de l'assemblage, une rouille prématurée et des retards dans les calendriers de production. Pour combler le fossé entre les attentes de la conception et la réalité de la fabrication, ce guide décompose :
- Prévention des défauts : Les causes profondes des défaillances les plus courantes et la manière de les corriger dans vos dessins.
- Acier Compatibilité : Comment l'acier au carbone, l'acier galvanisé et l'acier inoxydable dictent les besoins de prétraitement.
- Règles DFM : Directives précises pour la couverture des bords, le masquage des fils et les trous de drainage.
- Facteurs de coûts : Pourquoi la tarification au volume et les couleurs personnalisées changent radicalement vos devis.

Le revêtement par poudre donne les meilleurs résultats dans ces applications en acier
Choisir le revêtement en poudre plutôt que la peinture liquide, anodisationou placage dépend des exigences fonctionnelles de la pièce et de son environnement d'exploitation. Le revêtement par poudre constitue une barrière épaisse et résistante qui convient à différents niveaux d'usure et d'exposition.
Produits d'intérieur
Pour les applications intérieures telles que baies de serveursLe revêtement en poudre est principalement utilisé pour des raisons esthétiques et pour une résistance modérée à l'usure, dans les domaines de la construction, de l'électroménager et du mobilier de bureau. Les poudres époxy ou hybrides époxy-polyester sont généralement spécifiées dans ce cas.
Ces formulations permettent d'obtenir une finition lisse et homogène et une bonne résistance aux produits chimiques. L'exposition aux UV étant minime à l'intérieur, la tendance naturelle des poudres époxy à se crayonner ou à se décolorer sous l'effet de la lumière directe du soleil ne pose pas de problème. L'épaisseur standard du film pour ces applications est généralement de 2,0 à 3,0 mils (50 à 75 microns).
Produits d'extérieur
Les composants en acier exposés aux intempéries, tels que les boîtiers de télécommunications, les machines agricoles et les panneaux architecturaux, nécessitent une stabilité aux UV et une résistance élevée à la corrosion. Dans ces cas, les poudres de polyester ou de polyuréthane sont le choix standard, car elles résistent à la décoloration et au farinage sous l'effet de la lumière du soleil.
Pour prolonger la durée de vie à l'extérieur, les fabricants appliquent souvent un système à double couche. Il s'agit d'un apprêt époxy riche en zinc appliqué sur l'acier nu pour prévenir la rouille, suivi d'une couche de finition en polyester pour la protection contre les UV.
Équipement industriel
Les châssis industriels à usage intensif, les machines d'usine et les pièces de châssis automobile sont soumis à des vibrations et à des chocs constants, ainsi qu'à une exposition aux huiles et aux solvants. La peinture en poudre convient parfaitement à ces applications car elle résiste mieux à l'écaillage et aux rayures que les peintures liquides standard.
Des revêtements plus épais, parfois jusqu'à 4,0 à 6,0 mils, peuvent être appliqués dans ces environnements. Cela permet d'obtenir une couche sacrificielle supplémentaire contre l'abrasion mécanique sévère.
Finitions alternatives
Bien que polyvalent, le revêtement par poudre n'est pas une solution universelle. Il peut poser des problèmes pour les composants coulissants de précision ou les pièces dont les tolérances d'assemblage sont extrêmement serrées, où l'épaisseur de 0,05 mm à 0,15 mm de la couche de poudre gênerait l'assemblage. Les concepteurs doivent soit spécifier un masquage pour les surfaces d'accouplement critiques, soit sous-dimensionner ou surdimensionner les dimensions pour tenir compte de l'accumulation du revêtement.
En outre, les assemblages contenant des matériaux sensibles à la chaleur ne peuvent pas être recouverts de peinture en poudre. Le processus de durcissement nécessite des températures de four d'environ 200°C (400°F), ce qui fait fondre les joints en caoutchouc préinstallés ou dégrade certains plastiques. Dans ces cas, les traitements chimiques tels que l'oxyde noir ou le placage en couche mince sont plus appropriés.
Types d'acier qui modifient le comportement de la peinture en poudre
"L'acier n'est pas une variable unique dans la cabine de peinture. La composition métallurgique et l'état de surface du substrat d'acier spécifique dictent les étapes de prétraitement nécessaires et affectent directement l'adhérence de la poudre.
Acier au carbone
L'acier au carbone doux (tel que Q235 ou A36) est le substrat le plus courant pour la fabrication de tôles, mais il est très sensible à l'oxydation rapide (rouille éclair) lorsqu'il est exposé à l'air.
Pour garantir une bonne adhérence, l'usine doit dégraisser soigneusement la pièce et appliquer un revêtement de conversion, généralement du phosphate de fer ou du phosphate de zinc. Ce traitement chimique nettoie l'acier et crée une structure cristalline microscopique à la surface, ce qui permet à la poudre d'adhérer mécaniquement au métal.
Acier galvanisé
Le revêtement par poudre de l'acier galvanisé offre une excellente résistance à la corrosion, mais pose un problème de fabrication spécifique : le dégazage. Lorsque la pièce galvanisée est chauffée dans le four de séchage, l'humidité et les gaz piégés dans la couche de zinc poreuse se dilatent et se frayent un chemin à travers la poudre en fusion.
Il en résulte de petits trous d'épingle ou des cloques sur la surface finie. Pour éviter cela, les usines doivent utiliser des apprêts anti-gaz (OGF) ou précuire les pièces pour libérer les gaz piégés avant d'appliquer la poudre.
Acier inoxydable
Les qualités d'acier inoxydable (telles que 304 ou 316) sont intrinsèquement résistantes à la corrosion. Lorsqu'elles sont recouvertes d'un revêtement en poudre, c'est généralement pour répondre à des couleurs de marque spécifiques, réduire la réflectivité de la lumière ou ajouter une barrière supplémentaire dans des environnements chimiques sévères.
Le problème de l'acier inoxydable est sa surface très dense et lisse. Le lavage chimique standard est souvent insuffisant pour assurer l'adhérence de la poudre. La surface nécessite une abrasion physique, telle que le sablage, pour créer un profil d'ancrage - une texture rugueuse qui donne à la poudre une structure physique dans laquelle elle peut s'accrocher. Sans cela, le revêtement risque de se décoller ou de s'écailler sous la contrainte.
Assemblages soudés
Les pièces construites à partir de plusieurs pièces d'acier soudées doivent faire l'objet d'une attention particulière avant d'être revêtues. Les éclats de soudure doivent être polis, car la poudre se retire des saillies pointues pendant la phase de durcissement, laissant le métal exposé. Les résidus de flux ou le laitier de soudure peuvent également empêcher la poudre d'adhérer.
Un autre problème se pose dans les joints chevauchants ou soudés par points, où les produits chimiques de prétraitement peuvent être piégés. Lorsqu'ils sont chauffés dans le four, ces liquides piégés bouillonnent et tachent ou rompent la couche de peinture en poudre environnante. Pour les assemblages soudés, la conception de trous d'évacuation stratégiques et la spécification de soudures continues plutôt que de soudures par points empêchent l'emprisonnement de produits chimiques et garantissent une finition propre.
Là où la qualité du revêtement par poudre est réellement décidée
Deux usines peuvent utiliser exactement la même poudre provenant du même fournisseur et obtenir des résultats complètement différents. La qualité finale d'une pièce revêtue de poudre est rarement déterminée par la poudre elle-même, mais plutôt par la façon dont l'usine gère les étapes de préparation, d'application et de durcissement.
Préparation de la surface
Les tôles brutes arrivent sur la ligne de revêtement avec des huiles de coupe, des écailles d'oxyde laser et parfois une légère rouille. Si une pièce est découpe laser L'utilisation d'oxygène laisse une couche d'oxyde dure sur les bords. Si cette couche n'est pas enlevée mécaniquement, la couche de poudre finira par s'écailler en même temps que la couche d'oxyde.
Pour les pièces nécessitant une adhérence maximale, les usines utilisent le sablage abrasif pour éliminer les contaminants et créer un profil d'ancrage. Cette rugosité microscopique de la surface donne à la poudre une structure physique sur laquelle elle peut s'accrocher, ce qui est une pratique courante pour les applications lourdes.
Prétraitement
Après la préparation physique, les pièces subissent un lavage chimique. Un prétraitement standard en plusieurs étapes nettoie l'acier et applique un revêtement de conversion au phosphate pour prévenir la rouille et favoriser l'adhérence.
L'inspection visuelle ne permet pas de détecter un mauvais prétraitement. Une pièce mal lavée semble identique à une pièce parfaitement préparée lorsqu'elle sort du four, mais l'absence de liaison chimique fera que le revêtement s'écaillera en grandes feuilles au bout de quelques mois d'utilisation sur le terrain.
Application électrostatique
La poudre est appliquée à l'aide d'un pistolet de pulvérisation qui confère une charge électrostatique aux particules, qui sont ensuite attirées vers la pièce d'acier mise à la terre. Cette méthode permet d'obtenir une couche uniforme sur les surfaces planes, mais elle pose des problèmes dans le cas de géométries complexes.
Ce phénomène est connu sous le nom d'effet cage de Faraday. Le champ électromagnétique repousse la poudre chargée des coins intérieurs étroits, des canaux profonds et des renfoncements étroits, laissant ces zones sous-revêtues. Pour contrer ce phénomène, les opérateurs doivent ajuster manuellement la tension du pistolet ou les angles de pulvérisation.

Durcissement
Une fois revêtues, les pièces entrent dans un four pour faire fondre et réticuler la poudre. Cette opération nécessite une chaleur soutenue, généralement de l'ordre de 200°C (400°F). Les pièces lourdes en acier massif mettent plus de temps à atteindre la température cible, ce qui nécessite des vitesses de convoyage plus lentes.
Le fait de chauffer trop rapidement de grandes pièces de tôle fine (comme des panneaux de 0,8 mm) peut entraîner une déformation due à la dilatation thermique. En outre, si la courbe de chauffe n'est pas contrôlée, l'humidité ou les gaz piégés dans le métal se dilatent, entraînant un dégazage qui pousse les bulles à travers la poudre de durcissement et crée des piqûres d'épingle.
Règles de conception qui préviennent les défaillances de l'enrobage
De nombreux défauts des revêtements en poudre proviennent du logiciel de CAO, et non de la cabine de peinture. Les ingénieurs peuvent éviter les retards de fabrication et les problèmes d'assemblage en appliquant des règles spécifiques de conception pour la fabrication (DFM) avant de publier les dessins.
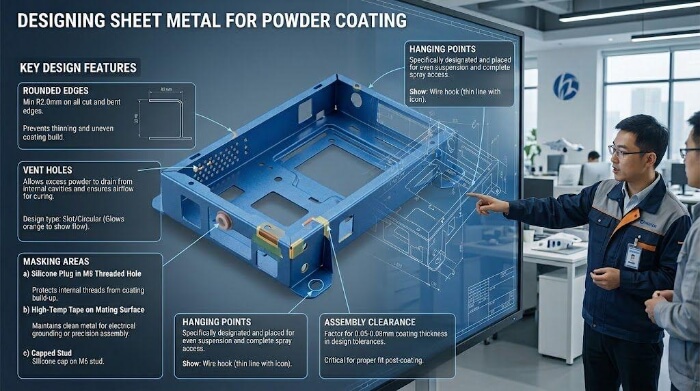
Couverture des bords
Pendant la phase de durcissement, la poudre fond et se transforme en liquide avant de durcir. La tension superficielle éloigne ce liquide des angles vifs à 90 degrés, ce qui donne un revêtement très fin sur les bords.
Ces bords minces deviennent généralement le premier point de défaillance de la rouille. Pour éviter cela, les dessins doivent spécifier une rupture d'arête, un chanfrein ou un rayon d'angle minimum (tel que R0,5). Un bord arrondi permet à la poudre de s'enrouler uniformément et de conserver l'épaisseur spécifiée.
Filets et tolérances
Le revêtement par poudre ajoute une épaisseur tangible à la pièce, généralement entre 0,05 mm et 0,15 mm par surface revêtue. Pour les assemblages de précision, cette accumulation provoque facilement des interférences. Les ingénieurs doivent concevoir des dégagement dans les ajustements de glissement et les trous d'accouplement.
Pour les trous taraudés et les alésages de précision, le dessin doit explicitement spécifier le masquage. Les usines insèrent des bouchons de silicone haute température dans ces trous avant la pulvérisation, ce qui garantit que les filets restent nus et que les fixations s'adaptent correctement lors de l'assemblage final.
Trous de vidange
La plupart des lignes de prétraitement impliquent le trempage ou la pulvérisation des pièces avec des produits chimiques liquides et de l'eau. Si une pièce comporte des caissons pliés, des canaux internes ou des tubes soudés, ces liquides s'accumuleront à l'intérieur.
Si le liquide reste piégé lorsque la pièce entre dans le four de durcissement, il va bouillir, ruinant le revêtement voisin et provoquant une corrosion interne. Les concepteurs doivent prévoir des trous de drainage stratégiques aux points les plus bas de l'assemblage pour permettre aux produits chimiques de s'écouler librement.
Points de suspension
Le revêtement par poudre est un processus de transport automatisé. Chaque pièce doit être accrochée à un crochet métallique pour assurer une mise à la terre électrique et pour la déplacer sur la ligne. Chaque fois que le crochet touche la pièce, la poudre ne peut pas l'atteindre, ce qui laisse un petit point nu.
Au lieu de laisser l'usine deviner l'endroit où serrer la pièce - ce qui ralentit à la fois les installations de prototypage rapide et les lignes de production de masse - les ingénieurs devraient concevoir un trou d'accrochage dédié dans une zone non esthétique et l'indiquer clairement sur le dessin.
Pourquoi certaines pièces revêtues de poudre s'abîment-elles précocement ?
Une peinture en poudre correctement spécifiée et appliquée dure généralement des années sans se dégrader. Lorsqu'une pièce présente des traces de rouille, d'écaillage ou de décoloration au bout de quelques mois, il s'agit généralement d'une erreur de spécification ou d'un défaut de contrôle de la qualité de l'usine.
Qualité du prétraitement
La cause la plus fréquente d'une défaillance précoce du revêtement est un prétraitement inadéquat. Si la pièce rouille rapidement sous le revêtement et que la peinture s'écaille en grandes plaques, la liaison chimique a échoué.
Cela signifie que l'acier n'a pas été correctement dégraissé, que le lavage chimique a été contaminé ou que de la rouille éclair s'est formée entre le lavage et la pulvérisation.
Épaisseur du revêtement
Une plus grande quantité de poudre n'est pas toujours préférable. Un revêtement appliqué trop finement (moins de 1,5 mils) sera poreux, permettant à l'humidité d'atteindre l'acier et d'initier la rouille.
Toutefois, l'application d'un revêtement trop épais (plus de 5,0 mils pour les poudres standard) fragilise la finition. Un revêtement trop épais se fissure facilement en cas d'impact mécanique et développe souvent une texture lourde qui dégrade la qualité visuelle.
Sélection des poudres
La spécification d'un mauvais type de résine garantit généralement une défaillance précoce. Si une poudre époxy (conçue pour résister aux produits chimiques à l'intérieur) est utilisée sur une enceinte extérieure, les rayons UV décomposeront le liant de la résine.
La surface commencera à se crayonner, à se décolorer et à se dégrader au bout d'un an. Le choix d'un produit chimique adapté à l'exposition aux UV prévue est une exigence de base.
Environnement des services
Un revêtement en poudre de polyester standard fonctionne bien dans les environnements extérieurs typiques, mais il s'abîme rapidement dans les zones côtières ou dans les environnements industriels hautement corrosifs.
Se fier à une poudre standard pour l'intérieur ou l'extérieur pour les équipements destinés aux zones côtières est un échec garanti. Pour obtenir des performances fiables dans différents environnements mondiaux, les ingénieurs doivent spécifier les heures de résistance au brouillard salin requises (par exemple, 1000 heures ASTM B117) sur le dessin, plutôt que de se contenter d'indiquer le type de résine.
Qu'est-ce qui détermine les coûts du revêtement par poudre ?
Lors de l'établissement d'un budget pour le revêtement par poudre de l'acier, les devis de différents fournisseurs pour la même pièce peuvent varier de manière significative. Cela tient généralement à la manière dont l'usine calcule le travail manuel, le temps de préparation de la ligne et l'échelonnement du volume.
Géométrie des pièces
Les panneaux de tôle plats passent facilement dans les lignes de pulvérisation à convoyeur automatisé, ce qui permet de maintenir les coûts à un niveau peu élevé. À l'inverse, les pièces complexes comportant des évidements profonds ou de lourdes structures soudées nécessitent une pulvérisation manuelle pour surmonter l'effet de cage de Faraday.
Cette intervention manuelle augmente directement le temps de travail. En outre, les pièces encombrantes ou de forme difficile prennent plus de place sur le support de séchage, ce qui réduit le nombre total de pièces que l'usine peut traiter par heure.
Préparation de la surface
Un lavage chimique standard et un traitement au phosphate sont généralement inclus dans le prix de base du revêtement.
Cependant, si l'acier nécessite un sablage pour éliminer les dépôts d'oxyde de laser ou pour créer un profil d'ancrage profond, les coûts augmenteront. Le sablage est un processus à forte intensité de main-d'œuvre qui nécessite un équipement spécialisé et un temps de traitement supplémentaire.
Sélection des poudres et des couleurs
L'utilisation des couleurs standard d'une usine (telles que le noir, le blanc ou le gris RAL de base) est l'approche la plus rentable. La spécification d'une couleur personnalisée entraîne des coûts de changement de couleur importants.
Pour éviter toute contamination croisée entre les différentes poudres, les opérateurs doivent arrêter la ligne. Ils doivent procéder à un nettoyage complet de la cabine de pulvérisation (ce qui prend généralement 2 à 4 heures) et purger tous les tuyaux et pistolets de pulvérisation.
Volume de production
La différence de prix entre le prototypage et la production de masse est fortement liée au temps de préparation. Pour un prototype rapide, le coût du masquage, du nettoyage de la cabine et de l'étalonnage du four repose entièrement sur quelques pièces.
Le revêtement par poudre devient beaucoup plus rentable en volume, car les temps de préparation initiaux sont amortis sur des milliers d'unités.
En outre, les formulations de poudres personnalisées sont généralement assorties d'une quantité minimale de commande de 20 à 25 kg de la part du fabricant de poudres. Cela rend les couleurs personnalisées financièrement peu pratiques pour les prototypes en petits lots.
Problèmes courants de revêtement par poudrage en production
| Défaut | Cause commune | Prévention / DFM Fix |
| Peau d'orange | Formation excessive de film ou chauffage rapide | Spécifier des limites strictes d'épaisseur de film (par exemple, max. 3,5 mils). |
| Trous d'épingle | Dégagement gazeux à partir d'un substrat poreux | Pour l'acier galvanisé, spécifier l'apprêt OGF ou la précuisson. |
| Mauvaise adhérence | Prétraitement inadéquat | Nécessite un sablage pour créer un profil d'ancrage. |
| Corrosion prématurée | Couverture des bords fins | Concevoir des ruptures d'arêtes minimales R0,5 sur tous les angles vifs. |
Conclusion
En fin de compte, pour réussir un revêtement en poudre de l'acier, il ne suffit pas de sélectionner un code couleur RAL. Elle dépend de la compréhension de l'alliage d'acier spécifique, de la conception de dégagements appropriés et de la prise en compte des réalités physiques de la cabine de pulvérisation et du four de durcissement.
En tenant compte de la géométrie des bords, du masquage des filets et des trous de drainage pendant la phase de CAO, les ingénieurs peuvent éviter les défaillances d'assemblage et contrôler les coûts de production à long terme.
Le passage d'une conception numérique à une pièce finie et entièrement revêtue nécessite une expertise pratique en matière de fabrication. Qu'il s'agisse d'emboutissage, de soudage ou de revêtement par poudre de l'acier, TZR apporte plus de 10 ans d'expérience pratique pour s'assurer que vos pièces sont optimisées pour la production. Envoyez-nous vos fichiers CAO ou STEP pour un examen DFM gratuit..
FAQ
Peut-on appliquer un revêtement en poudre sur de la rouille ou de la calamine existante ?
Non. Le revêtement par poudre nécessite une surface métallique propre et nue pour obtenir une adhésion mécanique et chimique. L'application d'un revêtement sur de la rouille ou de la calamine entraîne l'écaillage rapide de la finition. L'acier doit être décapé mécaniquement ou chimiquement avant d'entrer dans la chaîne de revêtement.
Quelle est l'épaisseur d'un revêtement en poudre standard sur une tôle ?
Pour la plupart des applications intérieures et extérieures standard en acier, l'épaisseur du revêtement appliqué est généralement comprise entre 2,0 et 3,0 mils (50 à 75 microns). Les revêtements spécialisés pour usage intensif peuvent dépasser 5,0 mils.
Les pièces en acier revêtues de poudre peuvent-elles être soudées après l'application du revêtement ?
Non. La chaleur de l'arc de soudage brûle et détruit la couche de poudre environnante, libérant des fumées toxiques et laissant le métal exposé. Tous les travaux de soudage, de meulage et de mélange des surfaces doivent être complètement terminés avant le début du processus de prétraitement et de revêtement.
Le revêtement en poudre peut-il être retouché s'il est rayé pendant l'installation ?
Oui, mais pas avec de la poudre. Étant donné que le revêtement en poudre nécessite un four à 200°C, les réparations sur le terrain sont effectuées à l'aide d'une peinture de retouche liquide de couleur assortie (telle qu'un spray acrylique ou polyuréthane). Bien que cela rétablisse la protection contre la corrosion, la zone retouchée ne correspondra jamais parfaitement à la durabilité ou à la texture exacte de la couche de poudre cuite d'origine.