L'acciaio inossidabile per imbutitura profonda offre un'eccellente durata e resistenza alla corrosione per i pezzi cavi senza saldatura, ma presenta problemi immediati di producibilità. Richiede un tonnellaggio di pressatura fino a 50% superiore rispetto all'acciaio al carbonio dolce, degrada rapidamente gli utensili non protetti e opera in una finestra ristretta tra la riuscita della formatura e il fallimento catastrofico.
In TZR, quando vediamo un pezzo imbutito che si guasta durante il passaggio dalla prototipazione alla produzione di massa, la causa principale è generalmente riconducibile a una delle cinque variabili di progettazione:
- Tempra rapida
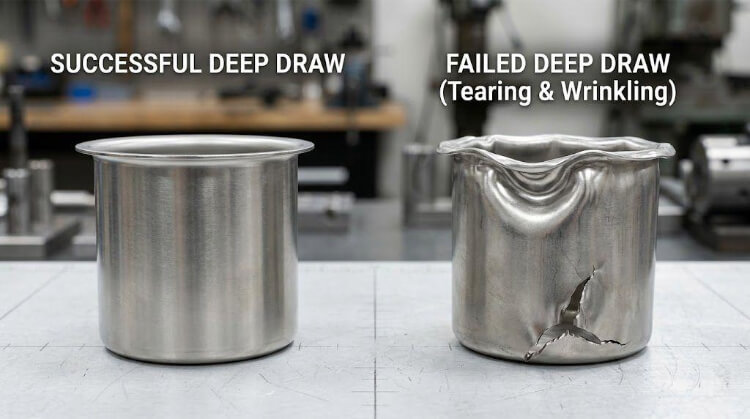
- Lacerazione e frattura delle pareti
- Rugosità della flangia
- Usura accelerata dell'utensile (galla)
- Sovrapposizioni di costi dovute a una selezione inadeguata delle qualità
Di seguito vengono illustrati gli esatti criteri di selezione dei materiali, le regole DFM per prevenire i difetti e le realtà pratiche per mantenere la produzione stabile e i costi controllati durante le produzioni ad alto volume.
La fisica della trafilatura dell'acciaio inossidabile
L'elevata resistenza alla trazione e il robusto strato di ossido che rendono l'acciaio inossidabile desiderabile lo rendono anche ostile alla formatura a freddo. Il controllo del flusso di materiale in condizioni di alta pressione è l'ostacolo tecnico principale.
Tempra del lavoro
Gli acciai inossidabili austenitici (come la serie 300) presentano una caratteristica metallurgica specifica: quando il metallo si deforma, la sua struttura cristallina si trasforma parzialmente in martensite. Ciò aumenta in modo significativo sia la durezza che la resistenza allo snervamento.
Se da un lato è vantaggioso per la rigidità strutturale del pezzo finale, dall'altro questo rapido indurimento agisce da freno durante l'imbutitura. Se si superano le velocità ottimali della pressa o si spinge l'imbutitura troppo in profondità, il materiale diventa fragile e si frattura. Per i profili estremi, dove la profondità supera il diametro, il processo richiede una ricottura intermedia per ripristinare la struttura dei grani prima delle trafile successive.
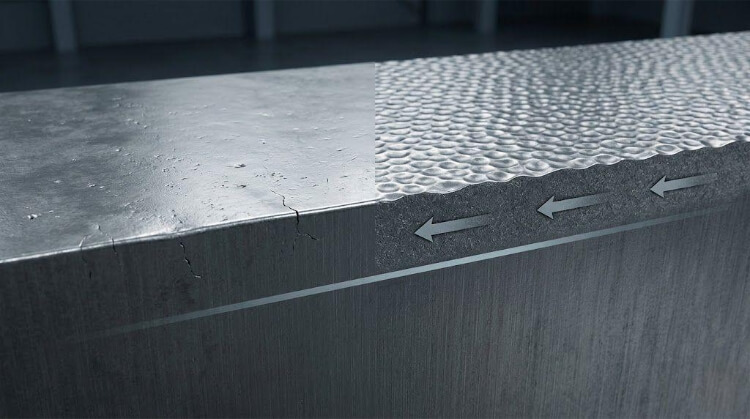
Scagliatura e graffi superficiali
L'imbutitura profonda genera un attrito estremo tra lo spezzone e la matrice d'acciaio. Sotto questa pressione, lo strato protettivo di ossido di cromo si rompe, consentendo al metallo nudo di microsaldarsi alla cavità dello stampo: una modalità di guasto nota come "galling".
La scagliatura strappa il materiale dal pezzo, causando profonde incisioni superficiali e distruggendo costose attrezzature. I volumi elevati richiedono barriere robuste: lubrificanti a pressione estrema (EP) o rivestimenti a film secco applicati direttamente sul pezzo grezzo. Inoltre, l'attrezzatura richiede trattamenti superficiali avanzati, come i rivestimenti PVD (Physical Vapor Deposition), per sopravvivere a migliaia di cicli senza gripparsi.
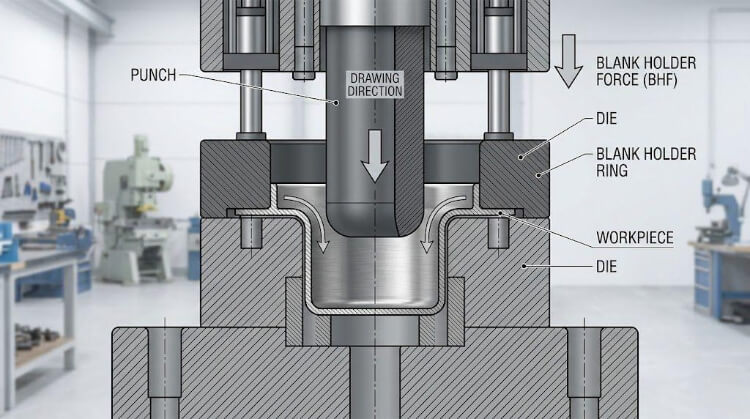
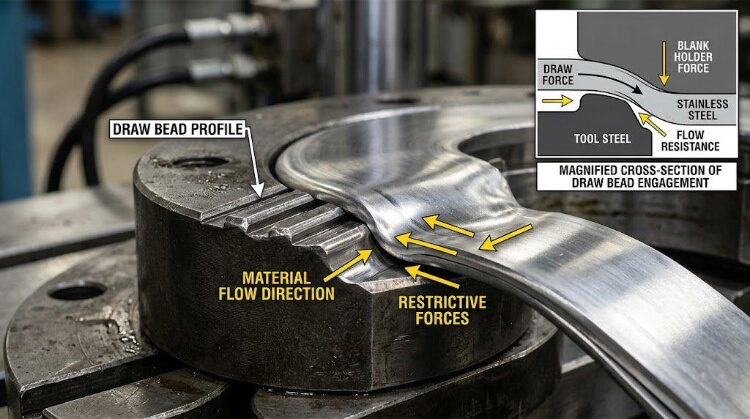
Rugosità e flusso di materiale
Quando lo spezzone viene trafilato nello stampo, la compressione radiale costringe la flangia esterna a una circonferenza molto più piccola. Questa compressione induce naturalmente la formazione di pieghe e grinze.
Per mantenere la planarità del foglio, la pressa applica Forza del supporto del vuoto (BHF). Ciò richiede una calibrazione precisa:
- BHF insufficiente: Consente alla flangia di raggrinzirsi e di inceppare la matrice.
- BHF eccessivo: Limita il flusso, facendo sì che il punzone si allunghi e strappi la parte inferiore del pezzo.
Per le geometrie complesse, lavoriamo i cordoli sull'anello legante. Queste creste limitano il flusso in zone altamente localizzate senza richiedere un aumento universale del tonnellaggio di chiusura.
Selezione del grado di materiale per l'imbutitura
La scelta della qualità determina l'intera strategia di attrezzaggio e produzione. La scelta di una qualità con una formabilità insufficiente fa aumentare i tassi di scarto, mentre una scelta eccessiva fa lievitare inutilmente i costi unitari.
Acciaio inox 304 e 304L
Il tipo 304 è il modello di riferimento del settore, adatto a circa 80% di applicazioni di trafilatura. Bilancia la resistenza alla corrosione, il carico di snervamento e la formabilità per rapporti di trafilatura moderati.
Se il montaggio richiede saldatura secondariaLa scelta del 304L è fondamentale. Il basso contenuto di carbonio impedisce la precipitazione di carburo nel cordone di saldatura, eliminando i rischi di corrosione localizzata sul campo.
304DDQ (qualità di imbutitura)
Per la formatura aggressiva in un unico stadio, il 304DDQ utilizza un contenuto di nichel più elevato per sopprimere intenzionalmente l'effetto di indurimento del lavoro. Ciò consente al metallo di allungarsi notevolmente prima di raggiungere il punto di frattura.
Nonostante il costo maggiore della materia prima per chilogrammo, il ROI è spesso positivo in officina. Se il 304DDQ elimina un ciclo di ricottura intermedio o riduce un'imbutitura a tre fasi a due fasi, la riduzione dei tempi di lavorazione e della complessità degli utensili supera facilmente il sovrapprezzo del materiale.
Acciaio inox 316 e 316L
Contenendo molibdeno, il tipo 316 offre una resistenza superiore ai cloruri e alle sostanze chimiche aggressive, rendendolo obbligatorio per l'hardware marino e i dispositivi medici.
Tuttavia, il 316 è altamente resistente alla formatura. Possiede un carico di snervamento iniziale più elevato e si indurisce più rapidamente rispetto al 304. Richiede un maggiore tonnellaggio della pressa, accelera l'usura dello stampo ed è suscettibile di strappi in corrispondenza di raggi taglienti. Specificare il 316 solo quando i fattori ambientali lo richiedono tassativamente.
Il rischio dei voti a basso costo (Serie 200)
Sostituire leghe a basso tenore di nichel (come la serie 200) per ridurre i costi iniziali dei rotoli è una trappola per l'approvvigionamento. Questi gradi economici hanno una duttilità inferiore e tassi di incrudimento aggressivi.
Il tentativo di imbutitura profonda garantisce frequenti strappi, un forte ritorno elastico e un rapido degrado dell'utensile. I risparmi iniziali sulle bobine sono immediatamente annullati dagli alti tassi di scarto e dai tempi di fermo della pressa.
Regole di DFM che prevengono i difetti di imbutitura
Un pezzo imbutito di successo nasce al CAD, non in pressa. Progettare componenti in acciaio inox senza tenere conto dei limiti fisici del materiale garantisce un'alta percentuale di scarti e costi di attrezzaggio elevati.
Rapporto di prelievo limite (LDR)
La metrica della linea di base assoluta per una qualsiasi parte cilindrica è la Rapporto di prelievo limite (LDR). Determina la profondità massima che si può spingere il metallo in una singola corsa e si calcola come:
LDR = D_0/D_p
(dove D_0 è il diametro del pezzo grezzo piatto e D_p è il diametro del punzone).
- Regola ingegneristica: Per l'acciaio inox 304, l'LDR massimo sicuro è Da 1,7 a 2,0.
- Impatto sui costi: Se il progetto richiede un LDR > 2,0, la forzatura in uno stampo a singolo stadio garantisce la rottura del fondo. È necessario passare a un processo di trafilatura multistadio, che raddoppia o triplica immediatamente l'investimento iniziale in utensili.
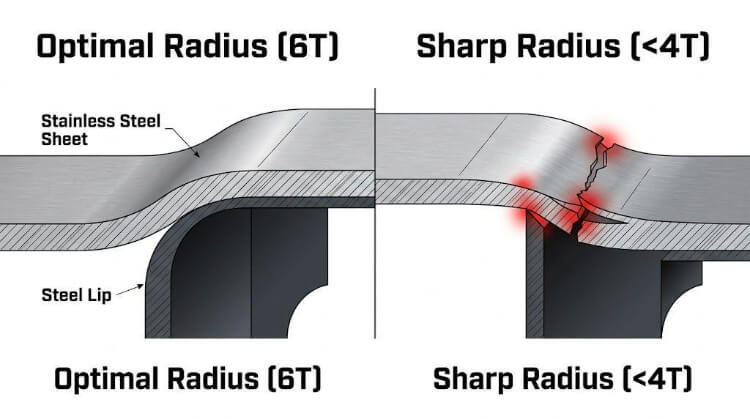
Raggi di punzonatura e angoli
Gli angoli interni taglienti agiscono come enormi concentratori di stress. Uno stampo con raggi insufficienti smette di formare il materiale e inizia a tranciare direttamente la lamiera inossidabile.
- Regola ingegneristica: Mantenere il raggio di punzonatura (angolo inferiore) rigorosamente tra 4T e 10T (dove T = spessore del materiale).
- La realtà dell'officina: Se il raggio è 10T, si rischiano gravi grinze laterali perché il materiale manca di tensione mentre scorre sul labbro dello stampo.
Geometria asimmetrica del pezzo
I pezzi perfettamente cilindrici trafilano in modo uniforme. Tuttavia, gli involucri rettangolari o le forme asimmetriche costringono il materiale ad accumularsi e a comprimersi pesantemente negli angoli, creando sollecitazioni localizzate estreme.
- Regola ingegneristica: La profondità totale di disegno di un riquadro rettangolare non dovrebbe mai superare 5 volte il suo raggio d'angolo.
- Soluzione progettuale: Massimizzate i raggi d'angolo dei vostri modelli CAD. Se il vostro prodotto richiede ritagli asimmetrici complessi o fori laterali di alta precisione, utilizzate una strategia di produzione composita: disegnate in profondità il guscio principale e rifinite le caratteristiche complesse usando Lavorazione CNC a 5 assi o il taglio laser 3D.
Progettazione di disegni a più fasi
Quando la profondità di un pezzo supera i limiti LDR, il processo richiede ridisegni progressivi.
- Regola ingegneristica: Le trafile successive devono essere progressivamente meno aggressive per tenere conto dell'indurimento del materiale. Una sequenza di riduzione standard prevede una riduzione di 40% al primo tiraggio, 20% al secondo e 15% al terzo.
- Impatto sui costi: Ogni fase richiede un set di punzoni e stampi dedicato. Per evitare i costi elevati di un terzo o quarto stadio, introdurre una fase intermedia di ricottura termica per ripristinare la struttura dei grani del materiale, consentendo un'imbutitura secondaria più profonda.
Perché le parti imbutite falliscono nella produzione di massa?
La prototipazione di un pezzo inossidabile è un processo controllato; la produzione in serie di 100.000 unità è una prova di resistenza. Raramente i guasti di grandi volumi derivano dal progetto iniziale: sono causati dal degrado delle variabili all'interno dell'ambiente di produzione.
Usura e scagliatura degli utensili
- Il punto dolente: I tassi di scarto passano improvvisamente da 2% a 15% durante la terza settimana di un ciclo di produzione, accompagnati da profonde rigature sui pezzi.
- La causa principale: L'acciaio inossidabile è altamente abrasivo. L'attrito continuo degrada le superfici degli stampi standard, causando microscopiche saldature a freddo (galla) tra la lamiera e l'utensile.
- La soluzione: Applicate rivestimenti avanzati PVD (Physical Vapor Deposition) o TD agli utensili, supportati da un rigoroso programma di manutenzione interno. Gli utensili di qualità superiore eliminano i tempi di inattività settimanali per la lucidatura, aumentando i rendimenti della produzione di massa e riducendo il costo totale di proprietà (TCO).
Variazione dello spessore della bobina
- Il punto dolente: Improvvisi inceppamenti della pressa o grinze imprevedibili della flangia su una linea precedentemente stabile.
- La causa principale: Le bobine master della materia prima presentano intrinsecamente fluttuazioni di calibro. Una bobina di 304 di 1,5 mm di spessore può variare di 0,05 mm. Poiché l'imbutitura si basa su micro-livelli iperprecisi, una sezione più spessa provoca un attrito estremo, mentre una sezione più sottile induce una grinza localizzata.
- La soluzione: Implementare un rigoroso controllo di qualità in entrata (QC) utilizzando controlli micrometrici automatizzati prima che il coil entri nello svolgitore.

Manutenzione della lubrificazione
- Il punto dolente: Rottura termica della barriera di attrito, con conseguente lacerazione delle parti.
- La causa principale: Con 30-60 corse al minuto, gli utensili generano un calore enorme. Il tamponamento manuale o gli obsoleti sistemi di lubrificazione a goccia non sono in grado di mantenere una copertura uniforme del fluido.
- La soluzione: Integrare ugelli programmabili e automatizzati che erogano microdosi precise di Mescole di trafilatura per estreme pressioni (EP) immediatamente prima della chiusura del dado.
Pulizia della superficie dopo la formatura
- Il punto dolente: Elevati tassi di fallimento nelle operazioni secondarie a valle, come difetti di saldatura TIG o risultati di elettrolucidatura a chiazze.
- La causa principale: Gli oli altamente viscosi e pesanti necessari per l'imbutitura profonda si depositano sul metallo a causa del calore della deformazione. Non possono essere eliminati manualmente.
- La soluzione: La produzione di grandi volumi richiede assolutamente linee industriali di lavaggio a ultrasuoni multistadio o di sgrassaggio a vapore. Se il vostro fornitore di stampaggio non dispone di un'infrastruttura di lavaggio pesante, la pulizia diventa un enorme collo di bottiglia nella produzione.
Coerenza dimensionale e ritorno elastico
- Il punto dolente: Le flange si deformano e la profondità totale esce dalla tolleranza.
- La causa principale: Gli acciai inossidabili austenitici presentano un significativo ritorno elastico. Con l'usura degli utensili e la fluttuazione delle temperature di esercizio della pressa durante un lungo turno di lavoro, il valore esatto del ritorno elastico cambia dinamicamente.
- La soluzione: Utilizzare Controllo statistico del processo (SPC). Gli operatori devono misurare le dimensioni critiche a intervalli prestabiliti per microregolare i parametri della pressa (come la Blank Holder Force - BHF) prima che i pezzi fuori specifica vengano prodotti in serie.
Combinare il disegno profondo con i processi secondari
Un errore comune della DFM nella produzione di grandi volumi è quello di costringere un singolo stampo progressivo a formare ogni caratteristica complessa di un pezzo. In officina, l'imbutitura profonda è più efficace quando viene trattata come la base ad alta velocità di un'architettura di produzione composita.
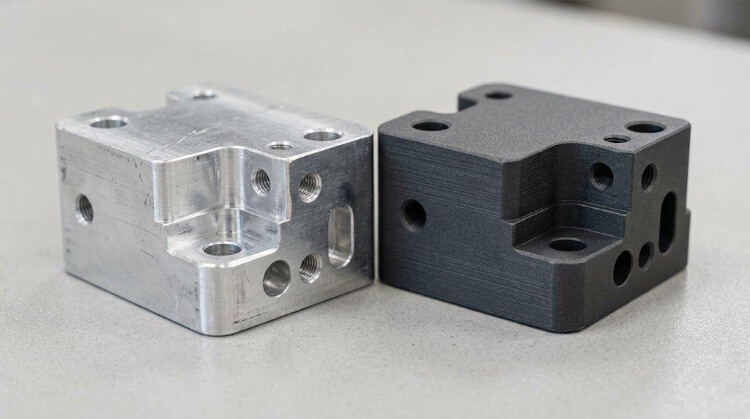
Lavorazione CNC dopo il disegno
L'imbutitura profonda eccelle nella modellazione volumetrica, ma manca intrinsecamente di micro-precisione.
- La regola dell'ingegneria: Uno stampo di imbutitura standard è in grado di rispettare tolleranze generali comprese tra ±0,15 mm e ±0,25 mm. Se un componente richiede una scanalatura per O-ring, filettature filettate o una superficie di accoppiamento critica con una tolleranza di planarità di 0,02 mm, deve essere lavorato.
- La strategia di produzione: Si disegna prima il guscio grezzo per stabilire la geometria complessiva, quindi si fissa il pezzo in una fresa CNC a 5 assi. Questo approccio ibrido consente di sfruttare il materiale della tranciatura insieme alle tolleranze di livello aerospaziale della lavorazione.

Taglio laser per funzioni complesse
La progettazione di uno stampo progressivo con camme ad azione laterale per forare la parete laterale di una tazza imbutita è meccanicamente complessa, costosa e comporta notevoli oneri di manutenzione.
- L'impatto sui costi: Per volumi di produzione inferiori a 50.000 unità, l'investimento NRE (Non-Recurring Engineering) per le complesse attrezzature per la foratura laterale è raramente giustificabile.
- La strategia di produzione: Utilizzate celle di taglio laser 3D/5 assi. La pressa disegna il guscio solido e il laser robotizzato taglia rapidamente flange asimmetriche, finestre laterali irregolari o layout complessi delle porte. In questo modo lo stampo primario rimane meccanicamente semplice, robusto e meno soggetto a fermi macchina.
Operazioni di saldatura e assemblaggio
Quando una parte disegnata richiede staffe di montaggioPer questo motivo, se si tratta di un'installazione di tipo interno o di un'integrazione in un assemblaggio più ampio, la saldatura è inevitabile.
- La regola dell'ingegneria: L'elevato coefficiente di espansione termica dell'acciaio inossidabile fa sì che i pezzi trafilati a parete sottile si deformino gravemente in presenza di un apporto termico non regolato.
- La strategia di produzione: Specificare la saldatura TIG o laser di precisione utilizzando rigorose maschere di fissaggio per controllare la dissipazione del calore. Inoltre, se la saldatura è presente nella tubazione di processo, specificare 304L o 316L per prevenire la corrosione intergranulare nelle zone termicamente interessate (ZTA).
Realtà della finitura delle superfici
I calcoli di approvvigionamento spesso sottovalutano il costo della finitura dei pezzi inossidabili trafilati. L'estremo attrito del processo di formatura a freddo lascia la superficie visivamente opaca e ricoperta di micro striature.
- L'impatto sui costi: La lucidatura meccanica (ad esempio, una finitura spazzolata #4) o l'elettrolucidatura possono facilmente aggiungere da 20% a 30% al costo unitario finale.
- La soluzione DFM: Se l'elettrolucidatura o passivazione chimica Se è necessario, la geometria del pezzo deve eliminare le fessure profonde o gli orli ripiegati. Le fessure non sigillate intrappolano i bagni chimici acidi, provocando infiltrazioni di corrosione localizzate settimane dopo l'entrata in servizio del pezzo.
Confronto tra processi: Quando l'imbutitura profonda giustifica l'utensileria
Prima di impegnarsi a sostenere l'elevato costo iniziale di uno stampo per imbutitura, è necessario giustificare il ritorno sull'investimento. Se valutata rispetto alla saldatura in più pezzi o alla lavorazione dal pieno, l'imbutitura profonda offre vantaggi commerciali e strutturali distinti per i grandi volumi.
Confronto tra processi per parti in acciaio inossidabile ad alto volume:
| Metrico | Disegno profondo | Lavorazione CNC | Saldatura / Fabbricazione |
| Volume ideale | Alto (>10.000 unità) | Da basso a medio | Da basso a medio |
| Materiale di scarto | Basso (~10-15%) | Alto (fino a 80%) | Medio |
| Velocità di produzione | Molto veloce (30-60 PPM) | Lento (10-30 minuti/parte) | Lento (manuale/robotico) |
| Integrità strutturale | Eccellente (senza saldatura + temprato) | Eccellente (billetta piena) | Variabile (zone interessate dal calore) |
| Costo iniziale degli utensili | Alto | Basso | Da basso a medio |
| Costo unitario a volume | Il più basso | Il più alto | Medio |
Riduzione del numero di pezzi e della manodopera di assemblaggio
- La realtà ingegneristica: La fabbricazione di un alloggiamento cilindrico mediante laminazione della lamiera e saldatura di una calotta terminale separata richiede tre elementi distinti (parete, calotta, riempimento di saldatura) e molteplici operazioni di manipolazione.
- Il vantaggio commerciale: L'imbutitura profonda forma un alloggiamento identico da un singolo pezzo grezzo in un'unica corsa continua. L'eliminazione dei cordoni di saldatura riduce radicalmente Distinta dei materiali (BOM) complessità, manodopera di assemblaggio e il rischio variabile di errore dell'operatore.
Maggiore resistenza strutturale
- La realtà ingegneristica: I cordoni di saldatura sono intrinsecamente i punti più deboli di qualsiasi involucro, suscettibili di cricche da fatica e porosità.
- Il vantaggio commerciale: I pezzi imbutiti sono senza saldatura. Inoltre, il rapido indurimento che rende l'acciaio inossidabile difficile da formare diventa un vantaggio strutturale. I fianchi lavorati a freddo di una conchiglia 304 trafilata possiedono una resistenza allo snervamento significativamente superiore a quella del coil originale ricotto.
Produzione più rapida di alti volumi
- La realtà ingegneristica: Per scavare una tazza in acciaio inossidabile profonda 100 mm su un tornio CNC potrebbero essere necessari da 15 a 25 minuti di tempo di mandrino.
- Il vantaggio commerciale: Una pressa può stampare quella geometria esatta a una velocità di 30-60 pezzi al minuto. Il punto di pareggio del ROI, in cui la velocità di produzione supera l'ammortamento degli utensili, è in genere compreso tra 5.000 e 10.000 unità. Oltre questo volume, i costi unitari diminuiscono drasticamente.
Utilizzo del materiale quasi a forma di rete
- La realtà ingegneristica: La lavorazione CNC è sottrattiva. La lavorazione di un involucro a pareti sottili da un blocco solido di 316 trasforma fino a 80% del materiale grezzo in trucioli di scarto.
- Il vantaggio commerciale: Il disegno profondo è un Forma quasi netta processo. A parte la flangia rifilata (in genere mantenuta al di sotto di 15% dell'area del grezzo), la maggior parte del coil stock acquistato rimane nel componente finale.
Conclusione
La padronanza dell'imbutitura dell'acciaio inossidabile è un esercizio di bilanciamento tra scienza dei materiali ed economia di produzione. Per evitare le trappole delle pareti fratturate, degli utensili distrutti e dei bilanci gonfiati, gli ingegneri devono progettare rispettando rigorosamente il Rapporto Limite di Imbutitura (LDR), specificare il grado di lega corretto e comprendere la dura realtà dell'usura degli utensili nella produzione di massa.
In TZR, il nostro team di ingegneri ha più di 10 anni di esperienza nella fabbricazione di lamiere, nella lavorazione CNC e nella prototipazione rapida. Caricate oggi stesso i vostri file CAD 3D o STEP per una revisione completa del DFM. I nostri ingegneri vi aiuteranno a trovare modi pratici per migliorare la progettazione dei vostri pezzi e prepararli per una produzione efficiente in grandi volumi.