Gewindeherstellung: Technischer Leitfaden zur Prozessauswahl und DFM
Kevin Lee
Veröffentlicht:
Die Gewindebearbeitung ist in der Regel einer der letzten Arbeitsgänge in einer CNC-Fertigung Zyklus. Ein Fehler in dieser Phase - z. B. ein abgebrochener Gewindebohrer oder ein gerissenes Gewindeprofil - führt häufig dazu, dass das gesamte Teil verschrottet wird, wodurch die gesamte zuvor investierte Bearbeitungszeit und das Material verschwendet werden.
Die Auswahl der geeigneten Gewindemethode ist eine technische Entscheidung, die von der Streckgrenze des Materials, der Teilegeometrie und dem Produktionsvolumen abhängt. In diesem Leitfaden wird erläutert, wie man zwischen Gewindeschneiden, Gewindefräsen und Drehen wählen kann. Außerdem werden wichtige DFM-Richtlinien behandelt, die helfen, Rapid Prototyping mit der Massenproduktion zu verbinden.
Auswahl des Gewindebearbeitungsprozesses
Gewindeschneiden Bearbeitungsverfahren
Verschiedene Gewindeschneidverfahren beeinflussen die Materialphysik auf unterschiedliche Weise. Die optimale Methode ändert sich dramatisch, wenn ein Projekt vom Prototyping in kleinen Stückzahlen zur Fertigung in großen Stückzahlen übergeht.
Gewindebohren
Beim Gewindeschneiden wird Material abgetragen, um das Gewindeprofil zu erzeugen, wobei physikalische Späne entstehen.
Anwendung: Standardgewindegrößen in frei zerspanbaren Werkstoffen wie Kohlenstoffstahl, Gusseisen und bestimmten Aluminiumlegierungen.
Erwägungen: Der Abtransport der Späne ist die größte Herausforderung. Wenn sich bei Sacklochbohrungen die Späne am Boden stauen, steigt das erforderliche Schneidemoment an, was häufig zu Werkzeugbruch führt.
Formgewindeschneiden (Rollengewindeschneiden)
Beim Formgewindeschneiden wird das Material verdrängt, um das Gewindeprofil durch plastische Verformung zu formen, und nicht durch Schneiden.
Anwendung: Duktile Materialien wie 6061-T6 Aluminium, Messing, Kupfer und kohlenstoffarmer Stahl.
Produktionsvorteil: Bei diesem Verfahren entstehen keine Späne, was es für Sacklöcher sehr zuverlässig macht. Durch den Kaltverformungseffekt wird die Kornstruktur des Materials komprimiert, wodurch die Zugfestigkeit des Gewindes erhöht wird. Da es mit höheren Spindeldrehzahlen und geringerem Werkzeugverschleiß arbeitet, ist das Formgewindeschneiden die bevorzugte Methode, wenn es darum geht, die Massenproduktion von Aluminiumgehäusen oder Kühlkörpern zu erhöhen.
Gewindefräsen
Beim Gewindefräsen wird ein rotierendes, mehrschneidiges Werkzeug verwendet, das sich auf einer spiralförmigen Bahn bewegt, um das Gewinde zu bearbeiten.
Anwendung: Schwer zu bearbeitende Legierungen (z. B. Edelstahl 304/316, Titan), asymmetrische Teile, Gewinde mit großem Durchmesser oder hochwertige Komponenten.
Produktionsvorteil: Dies ist das risikoärmste Verfahren. Da der Werkzeugdurchmesser kleiner ist als die Bohrung, ist die Spanabfuhr äußerst effizient. Wenn ein Werkzeug bricht, fällt es aus der Bohrung, ohne dass das Teil verschrottet wird. Beim Rapid Prototyping bietet das Gewindefräsen ein Höchstmaß an Flexibilität, da mit einem einzigen Werkzeug verschiedene Durchmesser mit derselben Steigung bearbeitet werden können.
Drehen von Außengewinden
Bei diesem Verfahren, das auf einer Drehmaschine durchgeführt wird, wird ein einseitiger Hartmetalleinsatz verwendet, der an das Gewindeprofil angepasst ist und in mehreren Durchgängen ein Außengewinde schneidet.
Anwendung: Standard für Wellen, Sonderbeschläge und zylindrische Bauteile, die eine strenge Konzentrizität zwischen dem Gewinde und der Rotationsachse erfordern.
Gerollte Gewinde und Einsätze
Gewalztes Gewinde: Ein Kaltverformungsverfahren, bei dem Metallrohlinge zwischen gehärteten Matrizen gepresst werden. Es sorgt für einen ununterbrochenen Faserverlauf und damit für die höchstmögliche Festigkeit. Dies ist das ultimative Massenfertigungsverfahren für Außengewinde (wie Standardbefestigungselemente), das die Kosten pro Teil auf Bruchteile eines Cents senkt.
Gewindeinsätze (z.B. Helicoils): Bei weichen Trägermaterialien (wie Aluminium oder Magnesium), die hohen Klemmlasten oder wiederholter Montage ausgesetzt sind, werden direkt geschnittene Gewinde abgenutzt. Die technische Standardlösung ist die Bearbeitung eines übergroßen Lochs, in das ein Gewindeeinsatz aus rostfreiem Stahl eingesetzt wird, der eine dauerhafte Verschleißschicht bildet.
Prozess-Entscheidungsmatrix
Verwenden Sie die folgende Matrix, um Ihre Gewindeschneidanforderungen schnell mit dem entsprechenden Fertigungsprozess abzugleichen:
Prozess
Bestes Material Anwendung
Primärer Vorteil
Risiko eines Werkzeugbruchs
Ideale Produktionsmenge
Gewindebohren
Frei bearbeitbare Stähle, Gusseisen
Schnelle Zykluszeiten, niedrige Anschaffungskosten für Werkzeuge
Hoch (in Sacklöchern)
Niedrig bis mittel
Formabgriff
Aluminium, Messing, unlegierter Stahl
Keine Späne, stabilere Gewinde, lange Standzeiten
Niedrig
Mittel bis Hoch
Gewindefräsen
Edelstahl, Titan, Exotik
Kein Ausschussrisiko, hohe Präzision, flexibel
Sehr niedrig
Vom Prototyp zum Medium
Gewinde Drehen
Jedes drehbare Material
Hohe Rundlaufgenauigkeit, hervorragende Oberflächengüte
Niedrig
Niedrig bis Hoch (Drehteile)
Gewindewalzen
Kohlenstoffstähle, legierte Stähle
Höchste Festigkeit, niedrigste Stückkosten
Keine (Stempelverfahren)
Hoch- bis Massenproduktion
Konstruktionsfaktoren, die die Gewindequalität beeinflussen
Die Qualität des Gewindes und die endgültigen Herstellungskosten werden in hohem Maße durch das ursprüngliche CAD-Modell beeinflusst. Die Einhaltung der DFM-Standardrichtlinien verhindert übermäßigen Werkzeugverschleiß und verkürzt die Vorlaufzeiten erheblich.
Bohrungsgröße und kleiner Durchmesser
Die Größe des vorgebohrten Lochs bestimmt den Prozentsatz des Gewindeeingriffs.
Leitfaden: Ausführung für Gewindeeingriff 65% bis 75%.
Technische Physik: Die Auslegung auf einen Gewindeeingriff von 100% ist ein häufiger Fehler. Der Wechsel von einem 75%- zu einem 100%-Gewindeeingriff führt nur zu einer marginalen Erhöhung der Verbindungsfestigkeit um ~5%, erfordert aber fast das dreifache Gewindemoment. Ein 75%-Eingriff bietet optimale strukturelle Integrität und hält die Bearbeitungskräfte innerhalb sicherer Grenzen.
Tiefe des Gewindes
Leitfaden: Begrenzen Sie die Gewindetiefe auf das 1,5- bis 2-fache des Nenndurchmessers (1,5xD bis 2xD).
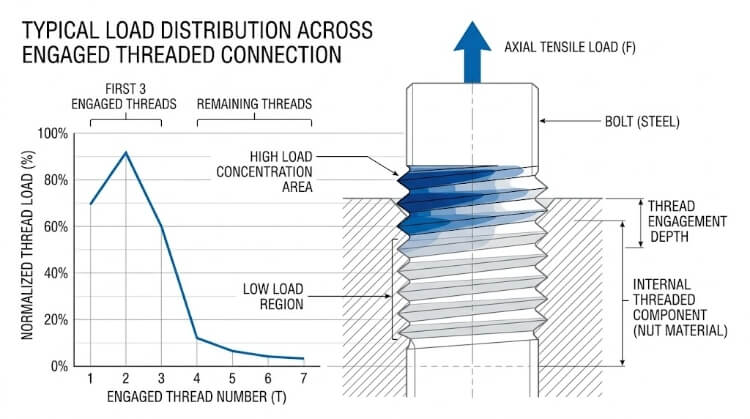
Technische Physik: Die mechanische Belastung verteilt sich nicht gleichmäßig über eine Gewindeverbindung. Aufgrund der Steigungsdehnung des Bolzens unter Zugbelastung nehmen die ersten drei bis vier Gewinde bis zu 80% der mechanischen Belastung auf. Die Angabe von Gewinden, die tiefer als 2xD sind, bietet eine vernachlässigbare zusätzliche Zugfestigkeit, erhöht aber exponentiell das Risiko von Spänestau, Werkzeugverformung und Kühlmittelmangel während der Herstellung.
Lastverteilung über den Gewindeeingriff
Spielraum für Sacklochbohrungen
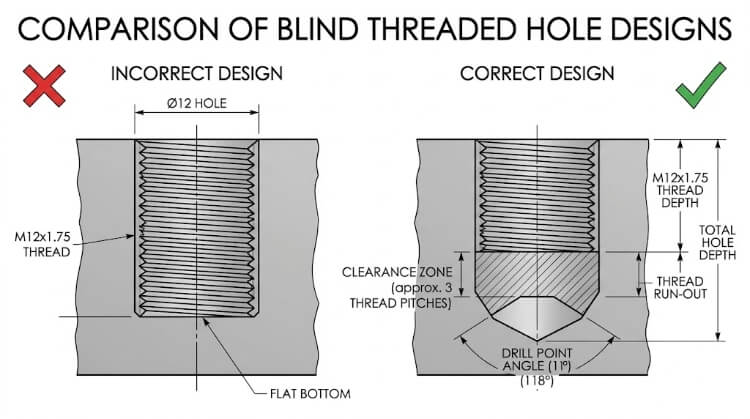
Gewindebohrer können aufgrund der Fase an der Vorderkante des Werkzeugs keine vollständigen Gewinde bis zum absolut flachen Boden eines Bohrlochs schneiden.
Leitfaden: Legen Sie die anfängliche Bohrtiefe so fest, dass sie mindestens 2 bis 3 Gewindegänge über die erforderliche funktionale Gewindetiefe hinausgeht.
Begründung: Dieser gewindelose Abschnitt sorgt für den nötigen Freiraum, damit der Gewindebohrer aus dem Schnitt austreten kann, und dient als Reservoir für verdichtete Späne. Wenn ein Gewindebohrer an der Bohrung anstößt, zerbricht er sofort.
Blindlochgewinde Design Falsches vs. korrektes Bodenspiel
Fasen und Gewindeeinführung
Leitfaden: Fügen Sie am Eingang von Gewindebohrungen eine 90°- oder 120°-Senkungsfase ein, die etwas größer ist als der Hauptdurchmesser.
Begründung: Eine Fase führt den Gewindebohrer beim Einführen des Werkzeugs in die Mitte, verhindert, dass sich das Material zu einem erhabenen Grat auf der Gegenfläche verdrängt, und eliminiert praktisch das Risiko eines Kreuzgewindes bei der Endmontage.
Standard- vs. Sondergewinde
Leitfaden: Verwenden Sie nach Möglichkeit Standardgrob- oder -feinteilungen (z. B. die metrische Standardreihe M oder UNC/UNF).
Begründung: Die Angabe von kundenspezifischen oder nicht genormten Gewindesteigungen (z. B. M14 x 1,25 anstelle des Standardgewindes M14 x 1,5) erfordert, dass der Maschinenhersteller speziell geschliffene Werkzeuge beschafft. Dies erhöht die anfänglichen Einrichtungskosten und führt in der Regel zu einer Unterbrechung der Produktion von 1 bis 2 Wochen, während man auf die Lieferung der Werkzeuge wartet.
Gemeinsame Produktionsprobleme bei der Gewindebearbeitung
Selbst bei optimaler Prozessauswahl und DFM stellt die Gewindebearbeitung besondere mechanische und thermische Herausforderungen in der Fertigung dar. Das Verständnis dieser Fehlermöglichkeiten ist für Ingenieure von entscheidender Bedeutung, wenn sie die Fähigkeiten eines Herstellers einschätzen oder ausgeschiedene Teile diagnostizieren wollen.
Chip-Evakuierung und -Verpackung
Ineffiziente Spanabfuhr ist die Hauptursache für katastrophale Gewindebohrerausfälle.
Die Physik: Bei Sacklochbohrungen verdichten sich die Späne, die nicht erfolgreich abgesaugt werden, am Boden der Bohrung. Wenn der Gewindebohrer weiter nach unten fährt, stößt er auf diese verdichtete Masse und verursacht einen sofortigen Anstieg des Spindeldrehmoments, der das Werkzeug abschert.
Technische Lösung: Der Zerspanungsmechaniker bestimmt den Spanfluss anhand der Werkzeuggeometrie. Spiralförmige Spitzgewindebohrer schieben die Späne nach vorne und dürfen nur für Durchgangsbohrungen verwendet werden. Spiralnutengewindebohrer ziehen die Späne nach oben und aus der Bohrung heraus und sind daher für das Schneiden von Sacklöchern vorgeschrieben.
Aufgebaute Kante (BUE) und Ausbeulen
Die Physik: Bei der Bearbeitung von gummiartigen Werkstoffen (wie Aluminium oder Stahl mit niedrigem Kohlenstoffgehalt) führt die Kombination aus Hitze und Druck dazu, dass mikroskopisch kleine Partikel des Werkstücks durch Reibung mit der Schneidkante des Werkzeugs verschweißt werden. Diese "Aufbauschneide" verschlechtert die Geometrie des Werkzeugs, was zu gerissenen, übergroßen oder rauen Gewindeprofilen führt.
Technische Lösung: Die Verringerung der BUE erfordert eine Reduzierung der Reibung. Dies wird durch die Verwendung hochglanzpolierter Werkzeuge, spezieller Beschichtungen (wie TiCN oder TiB2), die Erhöhung der Kühlmittelschmierung und die Optimierung der Schnittgeschwindigkeiten erreicht, um das Material sauber abzuscheren, bevor es geschweißt werden kann.
Werkzeugverschleiß und Pitch-Durchmesser-Drift
Die Physik: Gewindebohrer brechen nicht nur ab, sondern nutzen sich allmählich ab. Mit dem Abrieb der Schneidkanten werden die entstehenden Innengewinde immer kleiner (enger). Bleibt dieses Abdriften unbemerkt, führt dies zu Gewinden, die keine Standardbefestigungsmittel aufnehmen können.
Spickzettel zur Fehlersuche bei der Gewindebearbeitung
Nachfolgend finden Sie eine Schnellreferenzmatrix für die Diagnose und Behebung von häufigen Gewindeschneidfehlern in der Werkstatt:
Symptom
Grundlegende Ursache
Fertigungslösung
Gewindebohrer bricht beim Zurückziehen ab
Spanpackung am Boden eines Sacklochs.
Wechseln Sie zu einem Formgewindebohrer oder einem Spiralgewindebohrer mit hoher Wendel; vergrößern Sie das Sacklochspiel.
Gerissene oder raue Gewindeflanken
Built-Up Edge (BUE) Reibschweißung mit dem Werkzeug.
Erhöhen Sie die Kühlmittelkonzentration; wechseln Sie zu einem polierten/unbeschichteten Hahn (bei Aluminium).
"No-Go"-Gewinde ganz einschrauben
Übergroße Bohrung; Auslaufen des Wasserhahns/Taumeln.
Prüfen Sie den Spindelrundlauf (TIR); überprüfen Sie den Vorbohrerdurchmesser; stellen Sie sicher, dass der Gewindebohrer in einer Präzisionsspannzange gehalten wird.
Abrieb bei der Endmontage
Kaltverschweißung der zu verbindenden Teile (üblich bei Edelstahl).
Vergewissern Sie sich, dass die Gewinde sauber sind; tragen Sie eine Anti-Seize-Masse auf; stellen Sie sicher, dass die Gewindeoberfläche unter 63 µin Ra liegt.
Sonderfälle in der Gewindebearbeitung
Standard-DFM-Richtlinien müssen angepasst werden, wenn es um hochwertige exotische Materialien, extreme Mikromerkmale oder Maßänderungen nach der Bearbeitung geht.
Austenitische rostfreie Stähle und Titanlegierungen
Materialien wie Edelstahl 304/316 und Titan Grad 5 sind sehr anfällig für Kaltverfestigung.
Die Kosten des Scheiterns: Titanrohlinge und die ersten Schruppbearbeitungen sind sehr teuer. Wenn ein Gewindebohrer beim letzten Gewindeschneiden aufgrund von Kaltverfestigung bricht, wird ein $500-Bauteil für die Luft- und Raumfahrt sofort zu Schrott.
Fertigungsstrategie: Das Gewindeschneiden in diesen Legierungen erfordert extrem starre Maschineneinstellungen, scharfe Schneidkanten und Kühlmittel durch die Spindel, um die Späne aus dem Loch zu blasen und den Temperaturschock zu reduzieren. Um jedoch das finanzielle Risiko vollständig auszuschließen, ist das Gewindefräsen das obligatorische Verfahren für hochwertige Sacklöcher in diesen Werkstoffen.
Micro-Threading (< M2 oder #2-56)
Erwägungen: Bei Miniaturgewinden, wie sie in medizinischen Geräten oder in der Luft- und Raumfahrtelektronik vorkommen, sind die Schnittkräfte minimal, aber die Toleranz für Ausrichtungsfehler ist praktisch null.
Fertigungsstrategie: Der Hauptfeind des Mikrogewindes ist der Spindelrundlauf (TIR - Total Indicator Reading). Schon 5 Mikrometer (0,0002″) Taumel können ein Mikrogewinde brechen. Für diese Funktionen sind ultrapräzise Spannzangenfutter erforderlich, und es werden häufig Zyklen zum "Picken" verwendet (wiederholtes Vorschieben und Zurückziehen des Werkzeugs, um die Späne sicher zu brechen).
Zulagen für die Oberflächenbearbeitung
Dies ist eines der häufigsten und kostspieligsten Versehen in technischen Zeichnungen. Durch die Nachbearbeitung wird die Dicke des Werkstücks erhöht, wodurch sich der Steigungsdurchmesser des Gewindes direkt ändert.
Quantifizierte Auswirkungen: Bei der Hartanodisierung Typ III (MIL-A-8625) beispielsweise werden alle Oberflächen in der Regel um 0,001″ bis 0,002″ (25 bis 50 Mikrometer) dicker. In einer standardmäßigen M3- oder #4-40-Gewindebohrung reicht diese Schichtdicke aus, um ein vollständiges Festfressen des entsprechenden Befestigungselements zu verursachen.
Fertigungsstrategie: Die Ingenieure müssen die Schichtdicke angeben und darauf hinweisen, ob Gewindeabmessungen gelten. vor oder nach Beschichtung. Die Maschinenwerkstatt verwendet dann überdimensionierte Gewindebohrer (in den USA mit höheren "H"-Grenzwerten wie H4 oder H5 bzw. "6G"-Toleranzklassen im metrischen System gekennzeichnet), um das Gewinde größer als die Norm zu schneiden. Sobald sich die Beschichtung aufgebaut hat, liegen die endgültigen Abmessungen genau innerhalb der Nennspezifikation.
Gewindeinspektion und Qualitätskontrolle
Der Nachweis, dass ein Gewinde geometrisch konform ist, ist genauso wichtig wie die Bearbeitung des Gewindes. Beschaffungs- und Qualitätssicherungsteams verlassen sich auf standardisierte Messtechnik, um die Gewindeformen vor der Montage zu überprüfen.
Standardüberprüfung: Go/No-Go-Messgeräte
Der Industriestandard für die schnelle und zuverlässige Gewindekontrolle in der Werkstatt.
Grenzlehrdorne (Innengewinde): Die "Go"-Lehre prüft die maximale Materialbeschaffenheit (der Steigungsdurchmesser muss groß genug und das Gewinde ausreichend tief sein). Die "No-Go"-Lehre prüft die minimale Materialbeschaffenheit.
Kriterien für die Akzeptanz: Die "Go"-Lehre muss von Hand vollständig in die vorgesehene Tiefe eingefädelt werden. Die "No-Go"-Lehre darf nicht mehr als zwei bis drei volle Umdrehungen einrasten, bevor sie blockiert. Wenn sie sich weiter einfädelt, ist das Loch zu groß und das Teil muss zurückgewiesen werden.
Präzisionsmessung: Teilungsmikrometer und die 3-Draht-Methode
Bei Außengewinden (wie z. B. speziell gedrehten Wellen) sind einfache Lehrringe für die statistische Prozesskontrolle oft unzureichend, da sie keinen quantifizierbaren Zahlenwert für den Werkzeugverschleiß liefern.
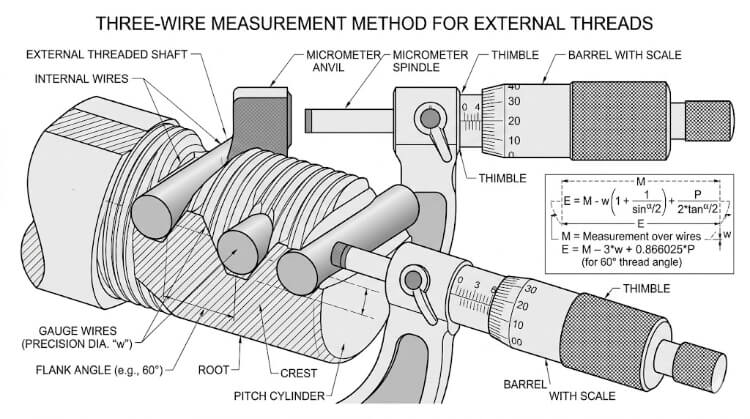
Drei-Draht-Messung für Außengewinde
Metrologie Anwendung: Qualitätsprüfer verwenden Gewindemikrometer oder die "3-Draht-Methode". Indem sie drei präzise geschliffene Drähte in die Gewinderillen einführen und über sie hinweg messen, berechnen die Prüfer mit Hilfe standardisierter trigonometrischer Formeln den genauen Steigungsdurchmesser bis auf ein Zehntausendstel Zoll (0,0001″).
Automatisierte In-Prozess-Überwachung
In modernen Fertigungsumgebungen mit hohen Stückzahlen ist die physische Prüfung jedes einzelnen Gewindes zu kostspielig.
Qualitätssicherungsstrategie: Moderne CNC-Maschinen verwenden eine Spindellastüberwachung. Die Maschine erstellt während des Gewindeschneidens des ersten akzeptablen Teils der Erstmusterprüfung (First Article Inspection, FAI) eine grundlegende Drehmomentkurve. Weicht die Spindelbelastung um einen bestimmten Prozentsatz von dieser Kurve ab - was auf Werkzeugverschleiß, Spänepackung oder einen gebrochenen Gewindebohrer hindeutet -, stoppt die Maschine automatisch die Produktion und verhindert die Herstellung eines Loses, das nicht den Toleranzen entspricht.
Schlussfolgerung
Die Gewindebearbeitung sieht auf der Zeichnung einfach aus, aber das Ergebnis hängt von vielen Details ab. Die Gewindemethode, das Lochdesign, der Werkstoff, der Zustand des Werkzeugs und der Prüfansatz haben alle einen Einfluss darauf, ob das Gewinde in der realen Produktion gut funktioniert.
Ein gutes Gewinde ist nicht nur ein Gewinde, das sich schneiden lässt. Es sollte auch in der Montage reibungslos funktionieren, über die gesamte Charge hinweg konsistent bleiben und vermeidbaren Ausschuss oder Nacharbeit verhindern. Deshalb sollte die Gewindebearbeitung frühzeitig geprüft werden, insbesondere bei Sacklöchern, kleinen Gewinden, schwierigen Materialien und Teilen mit Nachbearbeitungsanforderungen.
Sie haben ein Gewindeteil zu fertigen? Senden Sie uns Ihre ZeichnungMaterial, Menge und Gewindeanforderung. Unser Team kann das Teil prüfen, eine praktische Gewindemethode vorschlagen und auf eventuelle Konstruktions- oder Produktionsrisiken hinweisen, bevor die Bearbeitung beginnt.
Wunderbar! Teilen Sie diesen Fall:
Inhaltsübersicht
Senden Sie Ihre Anfrage
Kevin Lee
Kevin Lee verfügt über mehr als ein Jahrzehnt Erfahrung in der Blechbearbeitung und hat sich auf Präzisionsfertigung und Problemlösung spezialisiert. Mit seinem starken Fokus auf Qualität und Effizienz bringt er wertvolle Erkenntnisse und Fachkompetenz in jedes Projekt ein und sorgt so für erstklassige Ergebnisse und Kundenzufriedenheit in allen Bereichen der Metallbearbeitung.