
Cuando los ingenieros especifican el recubrimiento en polvo de piezas de acero, la expectativa es una capa protectora duradera y uniforme. Pero en realidad, escribir simplemente "pintura en polvo negra" en un plano de fabricación no garantiza un resultado satisfactorio.
La calidad final del revestimiento no depende sólo del polvo, sino también de la realidad del taller. La aleación de acero específica, el método de preparación de la superficie y la geometría de la pieza determinan cómo se comportará el revestimiento dentro del horno de curado. Aunque el revestimiento en polvo es más resistente y respetuoso con el medio ambiente que la pintura húmeda, se trata de un proceso térmico a alta temperatura que impone estrictas limitaciones tanto al diseño como a las tolerancias.
No tener en cuenta estas limitaciones durante la fase CAD provoca interferencias en el montaje, oxidación prematura y retrasos en los plazos de producción. Para salvar la distancia entre las expectativas de diseño y la realidad de la fabricación, esta guía desglosa:
- Prevención de defectos: Las causas de los fallos más comunes y cómo solucionarlos en sus dibujos.
- Compatibilidad con el acero: Cómo el acero al carbono, el galvanizado y el inoxidable determinan las necesidades de pretratamiento.
- Normas DFM: Directrices exactas para la cobertura de bordes, enmascaramiento de hilos y orificios de drenaje.
- Factores de coste: Por qué los precios por volumen y los colores personalizados cambian drásticamente sus presupuestos.

El recubrimiento en polvo funciona mejor en estas aplicaciones de acero
Elegir el recubrimiento en polvo frente a la pintura líquida, anodizadoo chapado depende de los requisitos funcionales de la pieza y de su entorno operativo. El recubrimiento en polvo proporciona una barrera gruesa y resistente, por lo que es adecuado para distintos niveles de desgaste y exposición.
Productos de interior
Para aplicaciones de interior como bastidores de servidoresEl revestimiento en polvo se utiliza principalmente para mejorar la estética y ofrecer una resistencia moderada al desgaste. Aquí suelen especificarse polvos híbridos epoxi o epoxi-poliéster.
Estas formulaciones proporcionan un acabado suave y uniforme y una buena resistencia química. Dado que la exposición a los rayos UV es mínima en interiores, la tendencia natural de los polvos epoxídicos a descascarillarse o desteñirse bajo la luz solar directa no es un problema. El espesor de película estándar para estas aplicaciones suele ser de 2,0 a 3,0 mils (50 a 75 micras).
Productos de exterior
Los componentes de acero expuestos a la intemperie, como los recintos de telecomunicaciones, la maquinaria agrícola y los paneles arquitectónicos, requieren estabilidad frente a los rayos UV y alta resistencia a la corrosión. En estos casos, los polvos de poliéster o poliuretano son la elección estándar, ya que resisten la decoloración y el caleo bajo la luz solar.
Para prolongar la vida útil en exteriores, los fabricantes suelen aplicar un sistema de doble capa. Se trata de una imprimación epoxídica rica en zinc que se aplica al acero desnudo para prevenir la oxidación, seguida de una capa superior de poliéster para la protección contra los rayos UV.
Equipamiento industrial
Las estructuras industriales pesadas, la maquinaria de fábrica y las piezas de los trenes de rodaje de los automóviles se enfrentan a vibraciones constantes, impactos y exposición a aceites o disolventes. El recubrimiento en polvo funciona bien para estas aplicaciones porque resiste mejor el desconchado y los arañazos que las pinturas líquidas estándar.
En estos entornos pueden aplicarse revestimientos más gruesos, a veces de hasta 4,0 a 6,0 mils. Esto proporciona una capa de sacrificio adicional contra la abrasión mecánica severa.
Acabados alternativos
Aunque versátil, el recubrimiento en polvo no es una solución universal. Puede causar problemas en componentes deslizantes de precisión o en piezas con tolerancias de acoplamiento extremadamente estrechas, en las que el espesor de 0,05 mm a 0,15 mm de la capa de polvo interferiría con el ensamblaje. Los diseñadores deben especificar el enmascaramiento de las superficies de acoplamiento críticas o reducir o sobredimensionar las dimensiones para dar cabida a la acumulación de revestimiento.
Además, los ensamblajes que contienen materiales sensibles al calor no pueden someterse al recubrimiento en polvo. El proceso de curado requiere temperaturas de horno en torno a los 200 °C (400 °F), lo que derretiría las juntas de goma preinstaladas o degradaría ciertos plásticos. En estos casos, son más apropiados los tratamientos químicos como el óxido negro o el metalizado de película fina.
Tipos de acero que cambian el comportamiento del recubrimiento en polvo
"El acero no es una variable única en la cabina de pintura. La composición metalúrgica y el estado de la superficie del sustrato de acero específico dictan los pasos de pretratamiento necesarios y afectan directamente a la adherencia del polvo.
Acero al carbono
El acero dulce al carbono (como Q235 o A36) es el sustrato más común para la fabricación de chapas metálicas, pero es muy susceptible a la oxidación rápida (flash rust) una vez expuesto al aire.
Para garantizar una adherencia adecuada, la fábrica debe desengrasar a fondo la pieza y aplicar un revestimiento de conversión, normalmente fosfato de hierro o fosfato de zinc. Este tratamiento químico limpia el acero y crea una estructura cristalina microscópica en la superficie, lo que permite que el polvo se adhiera mecánicamente al metal.
Acero galvanizado
El recubrimiento en polvo sobre acero galvanizado ofrece una excelente resistencia a la corrosión, pero plantea un problema de fabricación específico: la desgasificación. Cuando la pieza galvanizada se calienta en el horno de curado, la humedad y los gases atrapados en la capa porosa de zinc se expanden y se abren paso a través del polvo fundido.
El resultado son pequeños orificios o ampollas en la superficie acabada. Para evitarlo, las fábricas deben utilizar imprimaciones desgasificantes (OGF) o prehornear las piezas para liberar los gases atrapados antes de aplicar el polvo.
Acero inoxidable
Las calidades de acero inoxidable (como 304 o 316) son inherentemente resistentes a la corrosión. Cuando se les aplica un recubrimiento en polvo, suele ser para conseguir colores de marca específicos, reducir la reflectividad de la luz o añadir una barrera adicional en entornos químicos severos.
El reto del acero inoxidable es su superficie muy densa y lisa. El lavado químico estándar suele ser insuficiente para la adherencia del polvo. La superficie requiere una abrasión física, como el granallado, para crear un perfil de anclaje, una textura rugosa que proporcione al polvo una estructura física en la que agarrarse. Sin esto, el revestimiento puede pelarse o descascarillarse bajo tensión.
Conjuntos soldados
Las piezas construidas a partir de múltiples piezas de acero soldadas requieren una atención especial antes del recubrimiento. Las salpicaduras de soldadura deben alisarse, ya que el polvo se retirará de las protuberancias afiladas durante la fase de curado, dejando el metal expuesto. Los residuos de fundente o la escoria de soldadura también pueden impedir la adherencia del polvo.
Otro problema se produce en las juntas solapadas o en las uniones soldadas por puntos, donde pueden quedar atrapados productos químicos de pretratamiento. Cuando se calientan en el horno, los líquidos atrapados se desprenden y manchan o rompen el recubrimiento en polvo circundante. En el caso de los ensamblajes soldados, diseñar orificios de drenaje estratégicos y especificar soldaduras continuas en lugar de soldaduras por puntos evita el atrapamiento de productos químicos y garantiza un acabado limpio.
Dónde se decide realmente la calidad del recubrimiento en polvo
Dos fábricas pueden utilizar exactamente el mismo polvo del mismo proveedor y ofrecer resultados completamente diferentes. La calidad final de una pieza recubierta de polvo rara vez viene determinada por el polvo en sí, sino por cómo gestiona la fábrica las fases de preparación, aplicación y curado.
Preparación de la superficie
La chapa en bruto llega a la línea de recubrimiento con aceites de corte, cascarilla de óxido láser y, a veces, un ligero óxido. Si una pieza cortado con láser utilizando oxígeno, deja una capa de óxido duro en los bordes. Si este óxido no se elimina mecánicamente, la capa de pintura en polvo acabará descascarillándose junto con el óxido.
Para las piezas que requieren la máxima adherencia, las fábricas utilizan el granallado abrasivo para eliminar los contaminantes y crear un perfil de anclaje. Esta rugosidad microscópica de la superficie proporciona al polvo una estructura física a la que adherirse, lo que constituye una práctica habitual en aplicaciones de gran resistencia.
Tratamiento previo
Tras la preparación física, las piezas se someten a un lavado químico. Un pretratamiento multietapa estándar limpia el acero y aplica un revestimiento de conversión de fosfato para evitar la oxidación y favorecer la adherencia.
La inspección visual no puede detectar un tratamiento previo deficiente. Una pieza mal lavada parece idéntica a una perfectamente preparada cuando sale del horno, pero la falta de unión química hará que el revestimiento se desprenda en grandes láminas al cabo de unos meses de uso sobre el terreno.
Aplicación electrostática
El polvo se aplica con una pistola de pulverización que imparte una carga electrostática a las partículas, que son arrastradas a la pieza de acero conectada a tierra. Aunque esto crea una capa uniforme en superficies planas, causa problemas con geometrías complejas.
Este fenómeno se conoce como efecto jaula de Faraday. El campo electromagnético aleja el polvo cargado de las esquinas interiores estrechas, los canales profundos y los huecos estrechos, dejando estas zonas sin recubrimiento. Para contrarrestarlo, los operarios deben ajustar manualmente la tensión de la pistola o los ángulos de pulverización.

Curado
Una vez recubiertas, las piezas entran en un horno para fundir y reticular el polvo. Esto requiere un calor sostenido, normalmente en torno a los 200°C (400°F). Las piezas pesadas de acero sólido tardan más en alcanzar la temperatura deseada, por lo que requieren velocidades de transporte más lentas.
Calentar demasiado rápido piezas de chapa grandes y finas (como paneles de 0,8 mm) puede provocar deformaciones debido a la expansión térmica. Además, si no se controla la curva de calentamiento, la humedad o los gases atrapados en el metal se expandirán, provocando la desgasificación, que empuja burbujas a través del polvo de curado y crea agujeros.
Reglas de diseño que evitan fallos en el revestimiento
Muchos defectos del recubrimiento en polvo se originan en el software CAD, no en la cabina de pulverización. Los ingenieros pueden evitar retrasos en la fabricación y problemas de montaje aplicando normas específicas de diseño para la fabricación (DFM) antes de publicar los planos.
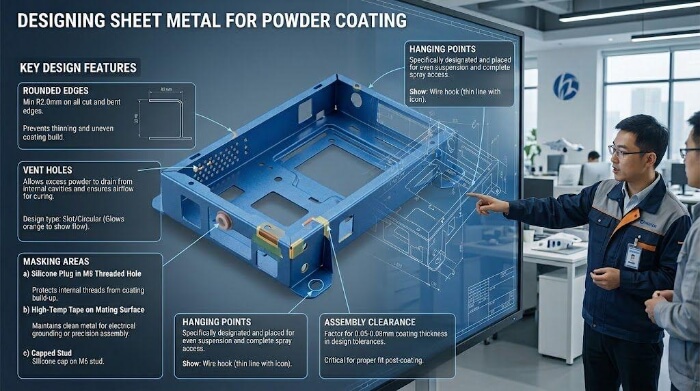
Cobertura de bordes
Durante la fase de curado, el polvo se funde y se convierte en líquido antes de endurecerse. La tensión superficial aleja este líquido de las esquinas afiladas de 90 grados, lo que da lugar a un revestimiento muy fino en los bordes.
Estos bordes finos suelen convertirse en el primer punto de fallo por oxidación. Para evitarlo, los planos deben especificar una rotura de borde, un chaflán o un radio mínimo de esquina (como R0,5). Un borde redondeado permite que el polvo se enrolle uniformemente y mantenga el espesor especificado.
Roscas y tolerancias
El recubrimiento en polvo añade un grosor tangible a la pieza, normalmente entre 0,05 mm y 0,15 mm por superficie recubierta. En los ensamblajes de precisión, esta acumulación provoca fácilmente interferencias. Los ingenieros deben diseñar liquidación en ajustes deslizantes y orificios de acoplamiento.
Para los orificios roscados y de precisión, el plano debe especificar explícitamente el enmascaramiento. Las fábricas insertarán tapones de silicona de alta temperatura en estos orificios antes de la pulverización, lo que garantizará que las roscas permanezcan desnudas y que los elementos de fijación encajen correctamente durante el montaje final.
Orificios de drenaje
La mayoría de las líneas de pretratamiento consisten en sumergir o rociar las piezas con productos químicos líquidos y agua. Si una pieza tiene secciones de caja plegadas, canales internos o tubos soldados, estos líquidos se acumularán en su interior.
Si el líquido queda atrapado cuando la pieza entra en el horno de curado, hervirá, arruinando el revestimiento cercano y provocando corrosión interna. Los diseñadores deben incluir orificios de drenaje estratégicos en los puntos más bajos del conjunto para permitir que los productos químicos fluyan libremente.
Puntos suspensivos
El recubrimiento en polvo es un proceso automatizado de cinta transportadora. Cada pieza debe colgarse de un gancho metálico para proporcionar una toma de tierra eléctrica y desplazarla por la línea. Allí donde el gancho toca la pieza, el polvo no puede llegar, dejando una pequeña mancha desnuda.
En lugar de dejar que la fábrica adivine dónde sujetar la pieza -lo que ralentiza tanto la creación rápida de prototipos como las líneas de producción en serie-, los ingenieros deberían diseñar un orificio específico para colgarla en una zona no cosmética e indicarlo claramente en el plano.
¿Por qué algunas piezas con recubrimiento en polvo fallan antes de tiempo?
Un recubrimiento en polvo correctamente especificado y aplicado suele durar años sin degradarse. Cuando una pieza muestra óxido, descascarillado o decoloración al cabo de unos meses, suele indicar un desajuste en las especificaciones o un fallo en el control de calidad de la fábrica.
Calidad del pretratamiento
La causa más común de fallo prematuro del revestimiento es un tratamiento previo inadecuado. Si la pieza se oxida rápidamente bajo el revestimiento y la pintura se descascarilla en grandes láminas, la unión química ha fallado.
Esto significa que el acero no se ha desengrasado correctamente, que el lavado químico estaba contaminado o que se ha formado óxido entre las fases de lavado y pulverización.
Espesor del revestimiento
Más polvo no siempre es mejor. Un revestimiento que se aplique demasiado fino (menos de 1,5 mils) será poroso, permitiendo que la humedad llegue al acero e inicie la oxidación.
Sin embargo, aplicar un revestimiento demasiado grueso (más de 5,0 mils para los polvos estándar) hace que el acabado se vuelva quebradizo. Un revestimiento demasiado grueso se agrieta fácilmente con el impacto mecánico y suele desarrollar una textura pesada que degrada la calidad visual.
Selección de polvos
Especificar el tipo de resina equivocado suele garantizar un fallo prematuro. Si se utiliza un polvo epoxídico (diseñado para resistir los productos químicos en interiores) en una cubierta exterior, la radiación UV descompondrá el aglutinante de resina.
La superficie empezará a descascarillarse, desteñirse y, finalmente, degradarse en el plazo de un año. Seleccionar el producto químico correcto para la exposición prevista a los rayos UV es un requisito básico.
Entorno de servicio
Un recubrimiento en polvo de poliéster estándar funciona bien en entornos exteriores típicos, pero fallará rápidamente en zonas costeras o en entornos industriales altamente corrosivos.
Confiar en el polvo estándar para interiores o exteriores para los equipos destinados a zonas costeras es un fracaso garantizado. Para obtener un rendimiento fiable en diferentes entornos globales, los ingenieros deben especificar las horas de resistencia a la niebla salina requeridas (por ejemplo, 1000 horas ASTM B117) en el dibujo, en lugar de limitarse a indicar el tipo de resina.
¿Qué determina el coste del recubrimiento en polvo?
A la hora de presupuestar el recubrimiento de acero en polvo, los presupuestos de distintos proveedores para exactamente la misma pieza pueden variar significativamente. Esto suele depender de cómo calcule la fábrica la mano de obra, el tiempo de preparación de la línea y la escala de volumen.
Geometría de la pieza
Los paneles planos de chapa metálica pasan fácilmente por líneas de pulverización automatizadas con cinta transportadora, lo que mantiene los costes bajos. Por el contrario, las piezas complejas con huecos profundos o estructuras soldadas pesadas requieren pulverización manual para superar el efecto jaula de Faraday.
Esta intervención manual aumenta directamente el tiempo de mano de obra. Además, las piezas voluminosas o de formas incómodas ocupan más espacio en la estantería de curado, lo que reduce el número total de piezas que la fábrica puede procesar por hora.
Preparación de la superficie
Un lavado químico estándar y un tratamiento de fosfatado suelen estar incluidos en el precio de partida del revestimiento.
Sin embargo, si el acero requiere chorreado abrasivo para eliminar incrustaciones pesadas de óxido láser o para crear un perfil de anclaje profundo, los costes aumentarán. El granallado es un proceso que requiere mucha mano de obra, equipos especializados y tiempo de manipulación adicional.
Selección de polvos y colores
Utilizar los colores estándar de una fábrica (como el negro, el blanco o el gris RAL básico) es el enfoque más rentable. Especificar un color personalizado conlleva importantes costes de cambio de color.
Para evitar la contaminación cruzada entre distintos polvos, los operarios deben parar la línea. Deben realizar una limpieza a fondo de la cabina de pulverización (que suele durar de 2 a 4 horas) y purgar todas las mangueras y pistolas de pulverización.
Volumen de producción
La diferencia de precio entre la creación de prototipos y la producción en serie depende en gran medida del tiempo de preparación. En el caso de un prototipo rápido, el coste de la preparación del enmascarado, la limpieza de la cabina y la calibración del horno recae íntegramente en unas pocas piezas.
El recubrimiento en polvo resulta mucho más rentable en volumen porque estos tiempos iniciales de preparación se amortizan en miles de unidades.
Además, las fórmulas en polvo personalizadas suelen tener una cantidad mínima de pedido (MOQ) de 20 kg a 25 kg por parte del fabricante de polvo. Esto hace que los colores personalizados sean financieramente poco prácticos para prototipos de lotes pequeños.
Problemas comunes del recubrimiento en polvo en la producción
| Defecto | Causa común | Prevención / DFM Fix |
| Piel de naranja | Formación excesiva de película o calentamiento rápido | Especifique límites estrictos de grosor de película (por ejemplo, máximo 3,5 mils). |
| Agujeros | Desgasificación del sustrato poroso | Especificar imprimación OGF o precocción para acero galvanizado. |
| Adherencia deficiente | Pretratamiento inadecuado | Requieren chorreado abrasivo para crear un perfil de anclaje. |
| Corrosión prematura | Cobertura de bordes finos | Diseñar rupturas de bordes de R0,5 como mínimo en todas las esquinas afiladas. |
Conclusión
En última instancia, el éxito del recubrimiento en polvo de acero requiere algo más que la simple selección de un código de color RAL. Depende de que se conozca la aleación de acero específica, se diseñen las distancias adecuadas y se tengan en cuenta las realidades físicas de la cabina de pulverización y el horno de curado.
Al abordar la geometría de los bordes, el enmascaramiento de roscas y los orificios de drenaje durante la fase CAD, los ingenieros pueden evitar fallos de montaje y controlar los costes de producción a largo plazo.
La transición de un diseño digital a una pieza acabada y totalmente recubierta requiere conocimientos prácticos de fabricación. Ya se trate de estampación, soldadura o recubrimiento en polvo de acero, TZR aporta más de 10 años de experiencia práctica para garantizar que sus piezas estén optimizadas para la producción. Envíenos sus archivos CAD o STEP para una revisión DFM gratuita.
Preguntas frecuentes
¿Se puede aplicar pintura en polvo sobre el óxido o la cascarilla de laminación existentes?
No. El recubrimiento en polvo requiere una superficie metálica limpia y desnuda para lograr la adhesión mecánica y química. El recubrimiento sobre óxido o cascarilla hará que el acabado se desprenda rápidamente. El acero debe ser granallado mecánicamente o decapado químicamente antes de entrar en la línea de recubrimiento.
¿Qué grosor tiene un recubrimiento en polvo estándar sobre chapa?
Para la mayoría de las aplicaciones de acero en interiores y exteriores estándar, el espesor del revestimiento aplicado suele oscilar entre 2,0 y 3,0 mils (50 y 75 micras). Los revestimientos especializados de alta resistencia pueden superar las 5,0 mils.
¿Se pueden soldar las piezas de acero con recubrimiento en polvo después de aplicar el recubrimiento?
No. El calor del arco de soldadura quemará y destruirá el recubrimiento en polvo circundante, liberando humos tóxicos y dejando metal expuesto. Todas las operaciones de soldadura, amolado y mezcla de superficies deben estar completamente terminadas antes de iniciar el proceso de pretratamiento y revestimiento.
¿Se puede retocar el recubrimiento en polvo si se raya durante la instalación?
Sí, pero no con polvo. Dado que el recubrimiento en polvo requiere un horno de curado a 200°C, las reparaciones sobre el terreno se realizan con pintura líquida de retoque del mismo color (como un spray acrílico o de poliuretano). Aunque esto restaura la protección contra la corrosión, la zona retocada nunca igualará perfectamente la durabilidad o la textura exacta del recubrimiento en polvo horneado original.