
В механическом проектировании и производстве термины "резьбовое отверстие" и "резьбовое отверстие" часто используются как взаимозаменяемые, но считать их одним и тем же - дорогостоящая ошибка. Различие диктует требования к инструментам, время цикла работы ЧПУ и, в конечном счете, стоимость одной детали.
Когда вы указываете отверстие на чертеже, вы общаетесь с механическим цехом. Если вы используете неправильную терминологию, вы вынуждаете производителя к жесткому, неоптимальному процессу. Вот основные положения: резьбовое отверстие - это геометрическая характеристика, которая вам нужна; резьбовое отверстие - это лишь один из конкретных способов его получения.
В этом руководстве описываются конструктивные различия, производственные процессы и то, как выбор конструкции напрямую влияет на производственные затраты в цеху.
Резьбовое отверстие против резьбового отверстия
Чтобы оптимизировать деталь для производства, необходимо отделить конструкторский замысел от производственного процесса. Такие стандарты, как ASME Y14.5 и ISO, существуют для определения окончательной геометрии, а не для того, чтобы диктовать машинисту, как выполнять свою работу.
Что такое резьбовое отверстие?
Резьбовое отверстие - это последняя физическая характеристика: цилиндрическая пустота, содержащая внутреннюю резьбу, предназначенную для приема определенного крепежного элемента.
Когда вы указываете "резьбовое отверстие", вы определяете геометрию и требуемый стандарт. Вы сообщаете производителю что что вам нужно, но вы оставляете как зависит от них. Мастерская может выбрать для создания резьбы метчик, резьбофрезерный станок, токарный станок или вставку, в зависимости от того, что будет наиболее экономически эффективным для их оборудования и выбранного вами материала.
Что такое резьбовое отверстие?
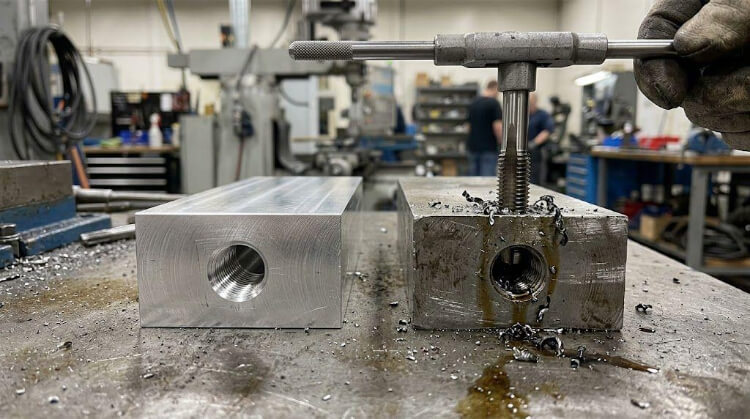
Резьбовое отверстие - это отверстие с резьбой, созданное с помощью специального вращающегося инструмента, называемого "метчиком".
Нарезание резьбы - это производственная операция. Инструмент вводится в предварительно просверленное отверстие, чтобы срезать или вытеснить материал и сформировать резьбу. Указание "резьбовое отверстие" однозначно ограничивает машиниста в использовании именно этого метода оснастки.
Как создаются внутренние резьбы?
У машиностроителей есть несколько способов нарезать резьбу в детали. Правильный выбор зависит от твердости материала, геометрии отверстия и объема производства.
Режущие метчики
Нарезание метчиков - самый традиционный метод. Метчик загоняется в пилотное отверстие, и его рифленые режущие кромки срезают материал, чтобы вырезать профиль резьбы.
- Преимущество: Скорость и низкая стоимость инструмента. В таком мягком материале, как алюминий 6061, режущий метчик может выполнить отверстие всего за 2 секунды. Для крупносерийного производства это означает значительную экономию времени цикла.
- Недостатки: При резке метчиков образуется стружка. В глухом отверстии стружка может забиться в дно, что приведет к поломке метчика. Если метчик ломается внутри дорогостоящей детали, его извлечение - это кошмар, который часто приводит к браку всей заготовки. Кроме того, метчик нельзя отрегулировать; он режет тот размер, для которого был изготовлен.
Фрезерование резьбы
Для фрезерования резьбы используется многоточечный режущий инструмент, диаметр которого меньше диаметра отверстия, с использованием винтовой интерполяции ЧПУ (перемещение по осям X, Y и Z одновременно).
- Преимущество: Точность и безопасность. Поскольку инструмент меньше отверстия, отвод стружки происходит безупречно. Если резьбовая фреза ломается, она просто выпадает из отверстия, спасая потенциально дорогую деталь. Что еще более важно, фрезерование резьбы позволяет машинисту с ЧПУ использовать компенсацию износа инструмента (компенсацию радиуса фрезы) для регулировки диаметра шага на доли миллиметра.
- Недостатки: Для этого требуются высокоскоростные системы ЧПУ, и на каждое отверстие уходит больше времени. Нарезание резьбы в глубоком отверстии может занять от 10 до 15 секунд при использовании резьбофрезы по сравнению с 2 секундами при использовании метчика.
Совет профессионала: Всегда отдавайте предпочтение фрезерованию резьбы при обработке закаленных металлов (например, нержавеющей стали 304 или инконеля), дорогостоящих деталей, для которых недопустимо использование брака, или когда требуется плотная посадка резьбы класса 3B (или 4H).
Формовочные метчики (нарезание резьбы)
Также известные как бесфланцевые метчики, метчики для формовки не режут материал, а вытесняют его. Они используют давление для холодной формовки металла в профиль резьбы.
- Преимущество: Поскольку материал не удаляется, нет стружки, которую нужно удалять, что делает этот метод отличным выбором для глубоких глухих отверстий. Процесс холодной обработки также сжимает структуру зерна металла (закалка), в результате чего резьба имеет значительно более высокую прочность на разрыв и усталостную прочность.
- Недостатки: Этот процесс применим только к очень пластичным материалам, обычно с твердостью ниже 30 HRC (например, алюминий, латунь или мягкая сталь). Кроме того, размер пилотного отверстия должен быть рассчитан и просверлен с предельной точностью; окно допуска для пилотного отверстия при формообразующем метчике намного уже, чем для режущего метчика.

Вставки для тонких или слабых деталей
Иногда материал основы не выдерживает надежной резьбы.
- Ограничения по листовому металлу: Правило большого пальца: Если толщина материала меньше шага резьбы в 1,5-2 раза, то нарезание резьбы будет обременительным. Вы не получите минимум 3-4 полных витка резьбы, необходимых для надежного соединения. Нарезание или фрезерование здесь физически невозможно. Вместо этого вы должны выбрать метизы с прессовой посадкой (например, гайки PEM) или гайки-заклепки.
- Мягкие пластики/металлы: В деталях из мягких пластмасс или в конструкциях, которые необходимо часто разбирать, резьба, нарезанная непосредственно в материале основы, обычно со временем изнашивается. Резьба может сорваться, потому что основной материал недостаточно прочен, чтобы выдержать многократное использование. Распространенным инженерным решением является установка спиральных вставок, или вставок, фиксирующих ключ. Эти вставки создают более прочное и износостойкое резьбовое отверстие.
Что влияет на лучший метод резьбы?
Если вы оставите метод изготовления открытым на чертеже, программист ЧПУ сам решит, как сделать резьбу. Его выбор и ваша окончательная смета зависят от семи факторов риска и оснастки.
Тип детали
Машиностроители смотрят на ломовую ответственность детали. Если они нарезают резьбу $5 алюминиевый кронштейнПоэтому имеет смысл использовать высокоскоростной режущий метчик. Если они нарезают резьбу на сложном титановом коллекторе $2 000, они будут фрезеровать. Сломанный метчик забракует деталь, а сломанная резьбовая фреза - нет.
Материал
Твердые металлы (инструментальная сталь, титан) разрушают метчики, поэтому фрезерование резьбы является единственным безопасным выбором. Вязкие металлы (алюминий 6061, латунь) идеально подходят для формирования метчиков, которые создают более прочную резьбу без образования стружки. Вязкие металлы (нержавеющая сталь 304) требуют фрезерования резьбы или применения специальных отрезных метчиков, чтобы избежать упрочнения и поломки инструмента.
Глухое и сквозное отверстие
Сквозные отверстия легко выталкивают стружку на дно. Слепые отверстия задерживают стружку, которая может сломать стандартный метчик. Чтобы безопасно нарезать резьбу в глухом отверстии, мастерские должны использовать метчики со спиральной флейтой, метчики с бесстружечной формовкой или резьбовые фрезы.
Размер и шаг резьбы
Для нарезания микрорезьбы (например, M1.6 или #0-80) используются невероятно хрупкие инструменты; чтобы избежать срыва крошечных режущих кромок, в мастерских часто применяют метчики с формовкой. Массивные резьбы (например, M36 или 1″-8) требуют огромного крутящего момента шпинделя для нарезания. Большинство стандартных станков с ЧПУ не обладают такой мощностью, поэтому для больших диаметров резьбы необходимо фрезерование.
Глубина и зацепление резьбы
Любое отверстие глубиной более чем в 3 раза больше диаметра (3D) - это "глубокое отверстие". Нарезание глубоких отверстий рискованно, поскольку охлаждающая жидкость не может легко достичь режущей кромки, и стружка забивается внутрь. При глубоком нарезании ожидайте, что магазины предложат более медленные процессы фрезерования или формообразования, что увеличит цену детали.
Повторная сборка
Голая резьба в мягких материалах (алюминий, пластик) быстро сорвется, если регулярно снимать болт. В нержавеющей стали голая резьба подвержена галтованию. Если деталь требует многократной сборки, лучше всего обработать отверстие увеличенного размера и установить вставку из нержавеющей стали Helicoil или ключ-фиксатор.
Пределы тонколистового металла
Для надежного соединения требуется 3-4 полных витка резьбы. Если толщина материала меньше шага резьбы в 1,5 раза, нарезание резьбы физически невозможно. Вместо этого необходимо указать метизы с прессовой посадкой (гайки PEM) или гайки-заклепки.
Краткая справка: Матрица принятия решений по методу резьбы
| Тип материала | Тип отверстия | Рекомендуемый метод | Фактор риска / стоимости |
| Алюминий / Латунь | Через | Режущий кран | Самая низкая стоимость, самый быстрый цикл |
| Алюминий / Латунь | Слепой | Формовочный метчик (роликовый метчик) | Ноль фишек, более прочная нить |
| Инструментальная сталь / титан | Любой | Фрезерование резьбы | Высокий уровень безопасности, нулевой риск отбраковки |
| Нержавеющая сталь 304/316 | Слепой | Фрезерование резьбы | Предотвращает затвердевание / поломку метчиков |
| Листовой металл (< 2x шаг) | Любой | Вставка (PEM / заклепочная гайка) | Обязательно для обеспечения структурной целостности |
Как указать резьбу на чертеже?
Завышенные требования стоят денег; заниженные требования приводят к браку. Вот как составить инженерные спецификации, которые позволят вам получить именно то, что нужно, не раздувая цену.
Когда достаточно "резьбового отверстия"?
В 95% коммерческом производстве определение геометрической характеристики - это все, что вам нужно. Такая надпись, как 4X M6 x 1.0 - 6H точно указывает магазину, какому стандарту он должен соответствовать. Это позволяет им взглянуть на свою оснастку и материал и выбрать самый дешевый и надежный способ пройти проверку качества.
Когда нужно вызывать постукивание?
Указывайте "нарезание резьбы" только в том случае, если конструктивная целостность вашей детали зависит от специфической зернистой структуры, создаваемой этим процессом. Например, гидравлические компоненты, работающие под чрезвычайно высоким давлением, или некоторые аэрокосмические детали MIL-SPEC требуют упрочненной, сжатой резьбы, которую обеспечивает только формовочный метчик. В этом редком случае следует указать: M8 x 1,25 - 6H FORM TAPPED.
Когда следует определить поток и оставить метод открытым?
Всегда отделяйте глубину сверления от глубины резьбы. В механической мастерской невозможно нарезать резьбу на плоском дне просверленного отверстия, поскольку инструменту необходим физический зазор.
- Профессиональный вызов: Ø5.00 ↧ 15.0 (Глубина бурения) / M6 x 1.0 - 6H ↧ 10.0 (Глубина резьбы). Это позволяет определить назначение детали и одновременно дает машинисту критический зазор в 5 мм для попадания стружки.
Распространенные ошибки при составлении каллиграфии
- Принуждение полных нитей к абсолютному дну: Это #1 причина завышенных расценок. Требование нарезать резьбу точно на дне глухого отверстия вынуждает мастерскую использовать специализированные метчики и ручные вспомогательные операции, что часто увеличивает стоимость этой функции на 300%. Всегда оставляйте 2-3 нерезьбовых шага на дне.
- Указание размера пилотного отверстия: Не рисуйте однозначно отверстие 5,0 мм для резьбы M6. Режущему метчику может потребоваться отверстие 5,0 мм, а формообразующему метчику - 5,5 мм. Назовите окончательный размер резьбы и позвольте мастеру самому рассчитать диаметр заготовки.
Посадка и качество ниток
Класс 2B (Imperial) или 6H (Metric) - это стандартный коммерческий допуск. Надежно выдержать более жесткий допуск класса 3B / 4H с помощью стандартного метчика невероятно сложно по мере износа инструмента.
Если вы укажете 3B, вы заставите цех перейти на более медленное фрезерование резьбы, чтобы гарантировать, что деталь пройдет контроль калибра Go/No-Go. Указывайте прецизионные посадки только в том случае, если они действительно необходимы для вашей сборки.
Что определяет риски затрат и производства?
Когда производитель выставляет цену на вашу деталь, он не просто рассчитывает машинное время; он учитывает риск отказа. Понимание того, чем обусловлен этот риск, поможет вам исключить ненужные расходы еще до того, как вы отправите запрос на поставку.
Скорость против гибкости
Нарезание резьбы происходит невероятно быстро. Жесткий цикл нарезания резьбы на современном ЧПУ позволяет нарезать отверстие за считанные секунды. Однако метчикам не хватает гибкости.
Для каждого уникального размера и шага резьбы требуется отдельный инструмент, занимающий ценное место в инструментальном магазине станка. Фрезерование резьбы на одно отверстие выполняется медленнее, но один инструмент может нарезать резьбу нескольких размеров и как левую, так и правую.
Сломанные краны и лом
Это самая высокая скрытая стоимость в обработке. Если метчик $20 защелкивается в аэрокосмическом компоненте $1 000, мастеру приходится либо тратить часы на выжигание сломанного метчика врезным электроэрозионным станком, либо полностью выбрасывать деталь.
Если в вашем дизайне предусмотрены глубокие глухие отверстия в твердых материалах, магазины значительно повысят цену за деталь, чтобы покрыть страховку от возможного брака.
Размер пилотного отверстия
Качество резьбы полностью зависит от пилотного отверстия. Если пилотное отверстие просверлено слишком мало, метчик будет перекручиваться и ломаться. Если отверстие просверлено слишком крупно, резьба не будет обладать необходимой прочностью и не пройдет испытание калибром Go/No-Go.
Особенно рискованными в этом случае являются метчики для формовки. Они требуют очень жесткого допуска на размер пилотного отверстия. Из-за этого мастеру приходится тратить больше машинного времени на проверку износа сверла и контроль размера отверстия.
Проблемы с тонким материалом
Попытка нарезать резьбу в тонком листовом металле - залог неудачи. Если вы работаете с листовым металлом 16-го калибра (1,5 мм) или тоньше, стандартное нарезание резьбы не обеспечит минимального зацепления в три витка, необходимого для целостности конструкции.
При минимальном крутящем моменте крепеж разрушается, что приводит к сбоям в работе и гарантийным обязательствам. Перейдите на прессовое крепление на ранних этапах проектирования, чтобы избежать головной боли на производстве.
Как выбрать правильный вариант?
Не всегда нужно указывать метод производства на чертеже в явном виде, но понимание того, когда используется каждый процесс, поможет вам разрабатывать более качественные и экономически эффективные детали.
В каких случаях имеет смысл прибегать к тейпированию?
Используйте стандартные отрезные метчики для крупносерийного производства в легкообрабатываемых металлах, таких как алюминий 6061-T6, латунь для свободной обработки или сталь Q235.
Этот метод обычно является самым быстрым и недорогим способом изготовления стандартной коммерческой резьбы, например класса 2B или 6H, в детали. Он особенно хорошо подходит для сквозных отверстий, где удаление стружки обычно не является проблемой.
Когда фрезерование резьбы является более безопасным выбором?
В таких случаях фрезерование резьбы работает как защита. Часто это лучший выбор для твердых или дорогостоящих материалов, таких как титан, инструментальная сталь или инконель, поскольку сломанный инструмент может испортить всю деталь.
Это также необходимый метод для резьбовых отверстий большого диаметра, деталей неровной формы, которые невозможно обточить на токарном станке, и прецизионных узлов, где требуется плотная и четко измеряемая посадка резьбы класса 3B или 4H.
В каких случаях стоит обратить внимание на формовочные метчики?
Используйте метчики для формовки, когда вам нужна более прочная резьба в вязких материалах. Они не режут металл. Вместо этого они прессуют и придают ему форму. Благодаря этому они хорошо работают в условиях высоких нагрузок при использовании алюминия или меди.
Они также являются хорошим выбором для глубоких глухих отверстий. Формовочные метчики не образуют стружки в процессе работы. Это устраняет риск образования стружки внутри отверстия и снижает вероятность поломки инструмента.
Когда вставка - лучший ответ?
Не пытайтесь обрабатывать резьбу, если основной материал работает против вас. Используйте метизы с прессовой посадкой (например, гайки PEM) или гайки-заклепки для корпуса из листового металла. Используйте геликоиды или вставки для фиксации ключом для мягких пластмасс или для любых алюминиевых/магниевых деталей, которые будут часто собираться и разбираться конечным пользователем.
Совет профессионала: Если ваша деталь будет покрыта порошковой краской или анодирована, устанавливайте вставки после обработки поверхности. Нарезание резьбы в отверстии перед интенсивной обработкой поверхности часто приводит к засорению резьбы и занижению диаметра шага, что вынуждает вас дорабатывать резьбу, чтобы установить болт вручную.
Заключение
Разница между резьбовым и резьбонарезным отверстием - это не просто формулировка. Резьбовое отверстие - это результат, который вам нужен в детали. Нарезание резьбы - лишь один из способов его получения. Как только вы посмотрите на эту функцию таким образом, реальное решение станет намного яснее: выбирайте метод нарезания резьбы в зависимости от материала, типа отверстия, толщины детали, размера резьбы, объема производства и потребностей сборки.
В реальном производстве неправильный выбор резьбы может привести к поломке метчика, слабой резьбе, дополнительной доработке, нестабильному качеству и лишним затратам. Лучший подход - четко определить требования к резьбе на чертеже, а затем проанализировать, какие методы нарезания, фрезерования резьбы, формовки или вставки наиболее целесообразны для данной конкретной детали. Именно с этого момента обычно начинается повышение технологичности и контроль затрат.
Если вы не уверены, какой способ резьбы подходит для вашей детали, отправьте нам свой чертеж или 3D-файл для просмотра. Мы можем проверить материал, дизайн отверстия, зацепление резьбы и производственный риск, а затем предложить более надежное и экономичное решение для вашего проекта.