Револьверная штамповка - это процесс обработки листового металла с ЧПУ, в котором используется несколько инструментов для создания отверстий, пазов, вырезов и простых форм в металлических листах. Она лучше всего подходит для деталей с повторяющимися элементами, стандартных форм и средне- и крупносерийного производства.
В этой статье мы рассмотрим револьверную штамповку с практической точки зрения. В ней объясняется, где этот процесс подходит лучше всего, что он оставляет на детали, какие правила проектирования помогают поддерживать стабильность производства и что необходимо проверить перед началом производства.

Где револьверная перфорация подходит лучше всего?
Револьверная перфорация не является универсальным решением для любой работы с листовым металлом. Она работает по определенной логике: скорость через повторение. Именно здесь этот процесс наиболее эффективен и экономичен.
Геометрия деталей
Турельные прессы отлично подходят для штамповки одинаковых отверстий или вырезов, повторяющихся десятки раз, например, перфорированных решеток или вентиляционных решеток. Поскольку машина использует физический штамп для штамповки всей формы за один удар, она может работать со скоростью более 400 ударов в минуту.
Это позволяет очистить массив из 50 отверстий за считанные секунды. Это значительно сокращает машинное время по сравнению с лазерной трассировкой каждого отдельного круга.
Материал и толщина
Этот процесс предназначен для плоского листового металла, но предельная толщина строго зависит от твердости материала. Револьверная штамповка обычно обрабатывает алюминий толщиной до 0,250 дюйма (6,35 мм).
Однако для нержавеющей стали большинство мастерских ограничивают толщину на уровне 0,100-0,125 дюйма (2,5-3 мм). Превышение этих пределов резко ускоряет износ инструмента и ухудшает качество отверстий, что, в свою очередь, приводит к увеличению стоимости детали.
Встроенная формовка
Использование стандартных форм оснастки (круглых, квадратных, круглых) позволяет свести к нулю затраты на индивидуальную оснастку. Но истинным преимуществом револьверного пресса является его способность манипулировать металлом по оси Z.
По удару жалюзизенкеров и мелких тиснений в одном цикле работы станка, что избавляет от необходимости направлять плоскую деталь на листогибочный станок. Объединение этих функций в одной установке позволяет сэкономить часы времени на вторичную настройку и ручной труд.
Среднесерийное производство
Объем диктует процесс. Если вам нужно от 1 до 50 прототипов, лазерная резка выигрывает, потому что время настройки отсутствует. Если вам нужно 100 000 единиц продукции, вам понадобятся специальные штампы для жесткой штамповки.
Револьверная штамповка с ЧПУ занимает промежуточное положение. При изготовлении партий от 500 до 5 000 деталей высокая скорость работы вырубного пресса легко поглощает первоначальные затраты на программирование и загрузку инструмента, что приводит к значительному снижению конечной стоимости одной детали.
Что процесс оставляет на части?
Пробивка - это жестокий механический процесс, в котором для сдвига стали используется локальная тонна. В связи с этим перфорация с ударами оставляет на металле четкие физические характеристики, которые необходимо учитывать при проектировании и сборке.
Отделка поверхности
Зажимное действие машины оставляет легкие следы вокруг пробитых участков. Это происходит потому, что зачистная колодка должна прижиматься с большим давлением, чтобы удерживать материал плоским при втягивании пуансона.
Фикс: Если к детали предъявляются строгие косметические требования (например, шлифованная нержавеющая сталь или предварительно окрашенный алюминий), укажите на чертеже "косметическую поверхность". Это предупредит мастерскую о необходимости использования немарких щеточных столов и уретановых зачистных ковриков для предотвращения царапин.
Качество кромки
Когда пуансон накладывает несколько мелких ударов, чтобы вырезать более крупный, индивидуальный контур, это называется просечкой. При этом остается гребешковый, слегка волнистый край, а не гладкий срез, создаваемый лазером.
Влияние на стоимость: Если для внутренних кронштейнов шасси обрезанные края вполне функциональны, то открытые края обычно требуют ручной зачистки или шлифовки, чтобы соответствовать стандартам безопасности и визуального восприятия. Проектирование вырезов по стандартным размерам пуансонов, а не по большим, размашистым контурам исключает этот дополнительный ручной труд, что позволяет сэкономить как стоимость, так и время выполнения заказа.
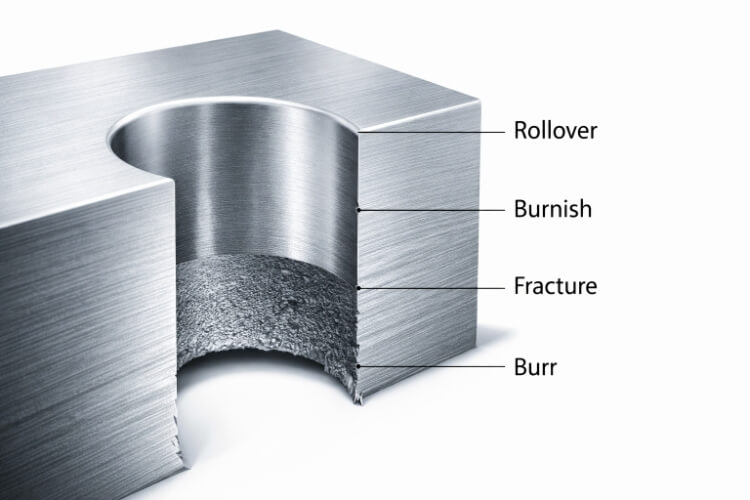
Профиль края
Каждое пробитое отверстие имеет свой профиль. Верхняя сторона, куда входит пуансон, имеет гладкий "перекат", а нижняя сторона - более шероховатую "зону излома" и заусенец, где металлическая пуля отламывается.
Фикс: По мере износа оснастки в процессе производства этот заусенец становится все более выраженным. Всегда проектируйте с учетом направления заусенца. Укажите на чертеже, в какую сторону должен быть направлен заусенец, или прямо укажите требование о вторичной галтовке/шлифовке, если обе стороны должны быть безопасными для обработки.
Правила проектирования деталей, удобных для штамповки
Успешная работа по револьверной штамповке начинается с файла CAD. Если ваша конструкция не соответствует физическим возможностям процесса, вы столкнетесь со сломанными инструментами, деформированными деталями и завышенными расценками. Следуйте этим жестким правилам, чтобы обеспечить стабильность и технологичность вашей плоской детали.
Размер отверстия: Правило толщины 1 к 1
Пробивка требует приложения огромной силы. Если пуансон слишком тонкий, сопротивление материала приведет к заклиниванию инструмента.
Абсолютный минимальный диаметр отверстия должен быть как минимум равен толщине материала (соотношение 1:1). Если вы пробиваете алюминий толщиной 0,060″ (1,5 мм), наименьшее отверстие должно быть 0,060″. Для более твердых материалов, таких как нержавеющая сталь, лучше перестраховаться и увеличить это соотношение до 1,5x или 2x толщины материала, чтобы предотвратить поломки инструмента, которые приводят к простою производства.
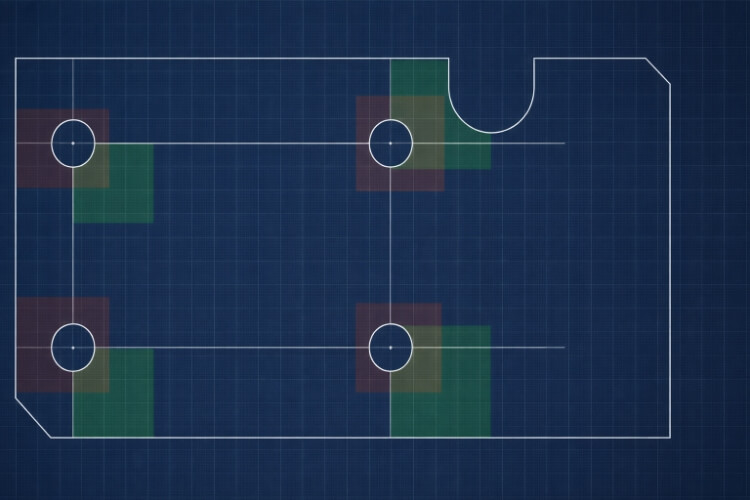
Расстояние до края
Когда пуансон пробивает металл, он вытесняет материал наружу. Если отверстие расположено слишком близко к внешнему краю детали, узкая полоска металла (полотно) выпячивается наружу или полностью разрывается.
Суровое правило: Держите край любого пробитого отверстия на расстоянии не менее 1,5-2х толщин материала от внешнего края детали. Это гарантирует, что периметр останется прямым и точным по размерам.
Расстояние между элементами
Отверстия должны находиться на расстоянии от края, так же как и друг от друга. Если сгруппировать слишком много отверстий слишком близко друг к другу (как, например, в вентиляционной решетке), оставшиеся полотна станут слишком слабыми, чтобы выдержать нагрузку от перфорации.
Это приводит к "масляному консервированию", когда металлический лист деформируется и всплывает вверх и вниз, как дно масленки. Минимальная ширина полотна между отверстиями должна быть не менее 1х толщины материала, а в идеале - больше, если группа отверстий занимает большую площадь.
Очистка формы
Револьверный пресс использует металлические зажимы для захвата листа и перемещения его по столу. Также используется плоская зачистная площадка, которая прижимается вокруг пуансона.
Если встроенные жалюзи или экструдированные отверстия расположены слишком близко к краю листа, зажимы могут их раздавить. Если формы расположены слишком близко к стандартным отверстиям, зачистная колодка раздавит сформированную деталь, когда она опустится, чтобы пробить соседнее отверстие. Обеспечьте значительный зазор (не менее 1 дюйма) между формами, плоскими отверстиями и краями листа.
Производственные факторы, контролирующие качество деталей
Даже при наличии идеального файла САПР реальное производство вносит свои коррективы. Вот что происходит на производстве, что может снизить качество детали, если цех не контролирует процесс должным образом.
Износ инструмента
Пуансоны и матрицы являются расходными материалами. Когда пуансон затупляется, он перестает чисто срезать металл и начинает его рвать.
Затупленный инструмент увеличивает размер нижнего заусенца и может вызвать "галтование" - когда микроскопические кусочки материала (особенно алюминия) привариваются к пуансону. Качественный цех справляется с этой проблемой, строго контролируя количество ударов и систематически затачивая инструмент для поддержания надлежащего зазора в штампе.
Разновидность материала
Листовой металл не является идеально однородным. Лист холоднокатаной стали толщиной 0,060″ может прийти со стана с размерами 0,056″ или 0,064″.
Хотя это отклонение в 0,004″ кажется крошечным, оно напрямую влияет на формируемые элементы. Если материал толще допуска фрезы, станок, запрограммированный на зенкерование на определенную глубину, вдруг нажмет слишком глубоко, испортив плоскую посадку фурнитуры.
Контроль плоскостности
Каждый удар вносит локальное напряжение в лист. Если в детали требуется 500 отверстий, то накопленное напряжение приведет к изгибу или скручиванию всей плоской детали.
Опытные программисты смягчают эту проблему, используя стратегию "ступенчатого" удара - пробивая отверстия в произвольном порядке по всему листу, а не по прямой линии, чтобы равномерно распределить нагрузку. Однако при экстремально высокой плотности перфорации необходимо предусмотреть необходимость вторичной операции выравнивания роликами, чтобы выровнять детали.
Точность позиционирования
Современные револьверные прессы с ЧПУ отличаются высокой точностью, часто допуски между отверстиями составляют ±0,005″ (0,127 мм).
Однако при перфорировании большой 4-футовой панели постоянное перфорирование и протягивание может привести к небольшому растяжению листа. Отверстие, пробитое в самом начале цикла, и отверстие, пробитое в самом конце, могут немного отклониться от допусков друг относительно друга. Если у вас есть критические точки сопряжения на массивной панели, четко обозначьте эти точки, чтобы оператор мог скорректировать последовательность программирования.
От чего зависит стоимость револьверной перфорации?
Когда вы получаете необычно высокую цену, это редко бывает математической ошибкой. Затраты на револьверную перфорацию с ЧПУ определяются машинным временем и ручным вмешательством. Вот что именно влияет на цену.
Счетчик попаданий
Револьверные прессы оплачиваются поминутно. Если ваш проект требует большого выреза нестандартной формы, для которого в мастерской нет специального инструмента, придется "вырезать" его с помощью 100 ударов маленьким круглым пуансоном внахлест.
Фикс: Перепроектируйте вырез под стандартный прямоугольный или квадратный инструмент, который уже имеется в наличии. Уменьшение количества ударов со 100 до 4 мгновенно сокращает машинное время и снижает стоимость детали.
Повторное использование инструментов
Если вы проектируете стандартное круглое отверстие 0,250″, стоимость оснастки равна нулю. Если же вы разрабатываете очень специфический вырез для разъема "D-sub" или фирменную форму звезды, магазину придется заказывать индивидуальную оснастку.
Нестандартные пуансоны стоят от $300 до $1,000+ и увеличивают время выполнения заказа на несколько недель. По возможности стандартизируйте внутренние радиусы, диаметры отверстий и ширину пазов в соответствии со стандартными дробными или метрическими размерами.

Время установки
Револьверный пресс имеет ограниченное количество инструментальных станций (обычно от 30 до 50).
Если конструкция вашей детали включает 15 различных размеров отверстий, оператор должен остановить станок, вручную извлечь инструменты и загрузить новые, прежде чем приступить к работе. Это время на настройку оплачивается напрямую. Консолидировав размеры отверстий - например, сделав все монтажные отверстия 0,125″, вместо того чтобы смешивать 0,125″ и 0,150″, - вы позволите цеху выполнять работу быстрее и дешевле.
Вторичные операции
Самый быстрый способ испортить экономическую эффективность револьверной штамповки - потребовать ручного труда после схода детали со станка.
Ручное удаление заусенцев, ручное зенкерование на сверлильном станке или нарезание резьбы вручную добавляет дорогостоящие трудовые минуты к каждой детали. Если объем производства достаточно велик, спросите у партнера-производителя, можно ли интегрировать эти функции в программу револьверного станка с помощью специализированных инструментов для удаления заусенцев или формовки.
Револьверная перфорация и лазерная резка
Выбор между штамповочным прессом и волоконным лазером редко является спором о качестве; это математическое решение, основанное на геометрии и объеме. Вот как определить, какой процесс действительно подходит для вашей детали.
Повторяющиеся особенности: Преимущество скорости
Лазеры режут, расплавляя и раздувая металл, прорисовывая периметр каждого отверстия. Если деталь имеет 200 четвертьдюймовых отверстий, лазер должен начать, пробить и прорисовать 200 отдельных окружностей.
Револьверный перфоратор пробивает все четвертьдюймовое отверстие за долю секунды. Для перфорации высокой плотности, сеток и стандартных массивов перфоратор значительно быстрее и дешевле.
Преимущество гибкости
Лазерам не важны формы инструментов. Они могут вырезать сложную, органичную кривую так же легко, как и прямую линию. Если ваша деталь имеет размашистые контуры, большие неровные вырезы или острые внутренние шлицы, лазер - это правильный выбор.
Для того чтобы заставить револьверный пресс вырезать широкую органическую кривую, требуется сильная обрезка, что увеличивает время работы станка и портит качество кромки.
Гладкий и обрезанный
Лазерная резка оставляет чистую, прямую кромку с небольшой вертикальной полосой. Турельная перфорация оставляет механически срезанный край, с плавным переходом сверху и резкой зоной излома снизу.
Если деталь будет подвергаться воздействию конечных пользователей и требует безупречного, без заусенцев периметра сразу после обработки, лазерная резка - более надежный выбор.
Цель производства
Лазеры не требуют никаких физических настроек - вы загружаете файл DXF и нажимаете кнопку "Пуск". Это делает их идеальным инструментом для быстрого создания прототипов (от 1 до 50 деталей).
Револьверные прессы требуют от оператора ручной загрузки физических пуансонов и штампов в станки. Это время настройки делает прототипы дорогими. Однако после загрузки машины быстрое время цикла делает штамповку лучшим выбором для средне- и высокосерийного производства (500+ деталей).
Что нужно просмотреть до начала производства?
Прежде чем утвердить коммерческое предложение или выпустить заказ-наряд, необходимо согласовать определенные детали. Недопонимание здесь обычно приводит к отказу в поставке деталей или неожиданным расходам по счету.
Остановите чрезмерные допуски
Если вы поместите блок допуска ±0,005″ на 3-футовую панель из листового металла, ваши расценки резко возрастут. Мастерской придется постоянно измерять, настраивать и менять оснастку, чтобы везде выдерживать это число.
Фикс: Четко обозначьте только критические точки - например, центры монтажных отверстий или места установки фурнитуры, - которые действительно требуют жестких допусков. Пусть некритичные внешние размеры попадают в стандартный, более дешевый диапазон ±0,015″ или ±0,020″.
Требования к поверхности
Не думайте, что в магазине знают, что деталь должна выглядеть красиво.
Если вы заказываете матовую нержавеющую сталь, на чертеже необходимо указать направление зернистости. Если деталь является наружным корпусом, добавьте примечание: "Косметическое лицо: Не допускаются сильные следы обработки или царапины". Это заставляет мастерскую использовать защитную пленку, щеточные столы и уретановые накладки во время производства.
Таблички с материалами
Указать в чертеже "алюминий" или "сталь" - быстрый способ получить детали, которые выйдут из строя в полевых условиях. Различные сплавы по-разному ведут себя на штамповочном прессе.
Фикс: Назовите точный сплав и температуру. Алюминий 5052-H32 хорошо пробивает и гнется. Алюминий 6061-T6 намного тверже; он ускоряет износ инструмента и часто трескается при изгибе. Четко укажите марку материала, чтобы мастерская правильно рассчитала тоннаж станка.
Приоритеты толерантности
Если оператору станка необходимо внести коррективы во время работы, он должен знать, что имеет наибольшее значение. Имеет ли общая длина детали большее значение, чем точное расстояние между двумя конкретными крепежными отверстиями?
Четко передайте свой замысел. Простая заметка вроде "Размеры между отверстием A и отверстием B критичны для сборки". избавляет магазин от необходимости гадать.
Заключение
Револьверная штамповка - невероятно эффективный производственный процесс, если геометрия детали соответствует физическим ограничениям станка. Она занимает доминирующее положение в среднем звене производства, обеспечивая значительную экономию средств при изготовлении деталей с повторяющимися, стандартными характеристиками и встроенными требованиями к формообразованию.
Стабильный и экономически эффективный результат не возникает случайно. Он зависит от соблюдения жестких правил проектирования, понимания того, как износ инструмента влияет на кромки, и четкого предпроизводственного анализа с партнером-производителем.
Готовы ли вы оптимизировать свой следующий тираж листового металла? Если ваши детали переходят от прототипа к производству, вам нужен процесс, который масштабируется. Пришлите нам ваши файлы STEP и DXF для всестороннего анализа DFM. Наша команда инженеров поможет вам выявить ненужные факторы затрат, стандартизировать размеры отверстий и быстрее выводить детали с перфорационного пресса.