Нержавеющая сталь для глубокой вытяжки обеспечивает превосходную прочность и коррозионную стойкость бесшовных полых деталей, но при этом сразу же возникают проблемы с изготовлением. Она требует на 50% больше тоннажа пресса, чем мягкая углеродистая сталь, быстро разрушает незащищенную оснастку и работает в узком промежутке между успешным формованием и катастрофическим разрушением.
В компании TZR, когда мы видим, что деталь с глубокой вытяжкой вышла из строя во время перехода от прототипирования к серийному производству, первопричина обычно указывает на одну из пяти инженерных переменных:
- Быстрое упрочнение
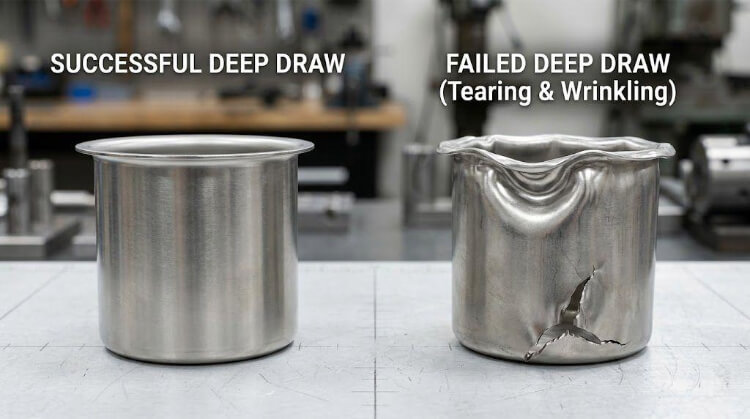
- Разрыв и разрушение стен
- Сморщивание фланца
- Ускоренный износ инструмента (галтование)
- Перерасход средств из-за некачественного отбора сортов
Ниже описаны точные критерии выбора материалов, правила DFM для предотвращения дефектов, а также практические реалии поддержания стабильности производства и контроля затрат при больших объемах производства.
Физика волочения нержавеющей стали
Высокая прочность на разрыв и прочный оксидный слой, которые делают нержавеющую сталь востребованной, также делают ее непригодной для холодной штамповки. Управление потоком материала под экстремально высоким давлением является главным техническим препятствием.
Усиление работы
Аустенитные нержавеющие стали (например, серия 300) обладают особой металлургической особенностью: при деформации металла его кристаллическая структура частично превращается в мартенсит. Это значительно повышает как твердость, так и предел текучести.
Несмотря на то, что такое быстрое упрочнение способствует повышению жесткости конечной детали, оно является серьезным тормозом во время вытяжки. Превышение оптимальной скорости прессования или слишком глубокая вытяжка делают материал хрупким, что приводит к разрушению. Для экстремальных профилей, где глубина превышает диаметр, требуется промежуточный отжиг для восстановления зернистой структуры перед последующей вытяжкой.
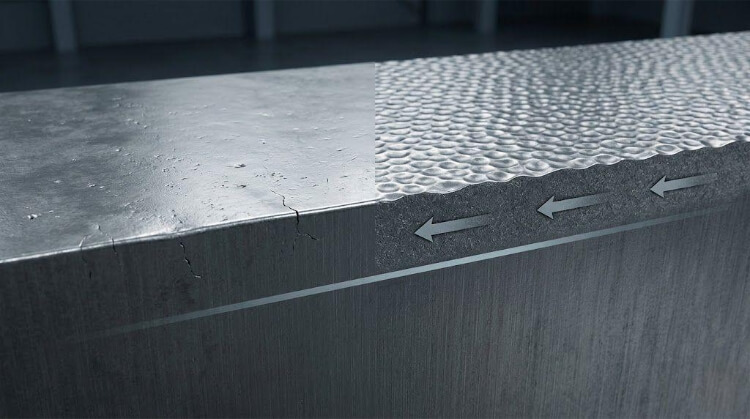
Галтование и поверхностные царапины
При глубокой вытяжке возникает сильное трение между заготовкой и стальным штампом. Под таким давлением защитный слой оксида хрома разрушается, позволяя обнаженному металлу микросвариваться с полостью штампа - этот способ разрушения известен как галтование.
Галлинг вырывает материал из детали, вызывая глубокие поверхностные задиры и разрушая дорогостоящую оснастку. Для крупносерийного производства требуются надежные барьеры: смазочные материалы для экстремального давления (EP) или сухие пленочные покрытия, наносимые непосредственно на заготовку. Кроме того, оснастка требует передовой обработки поверхности, такой как PVD-покрытия (физическое осаждение паров), чтобы выдержать тысячи циклов без заедания.
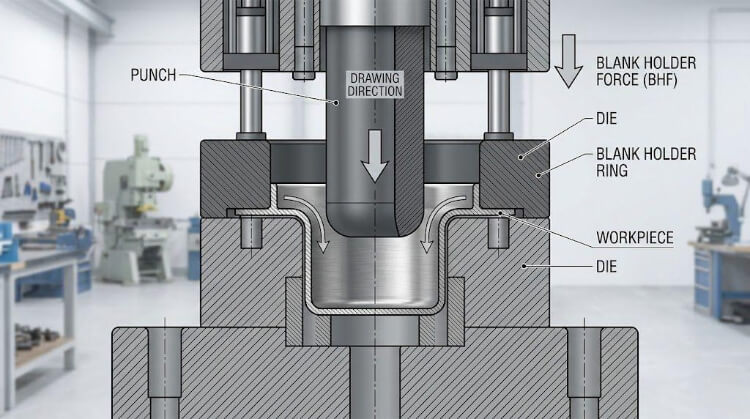
Морщинистость и поток материала
Когда заготовка втягивается в штамп, радиальное сжатие заставляет внешний фланец уменьшать окружность. Это сжатие естественным образом вызывает смятие и морщинистость.
Для сохранения плоскостности листа в прессе применяется Усилие удержания заготовки (BHF). Это требует точной калибровки:
- Недостаточное количество BHF: Позволяет фланцу сминаться и заклинивать штамп.
- Чрезмерный BHF: Ограничивает поток, заставляя пуансон растягивать и разрывать нижнюю часть детали.
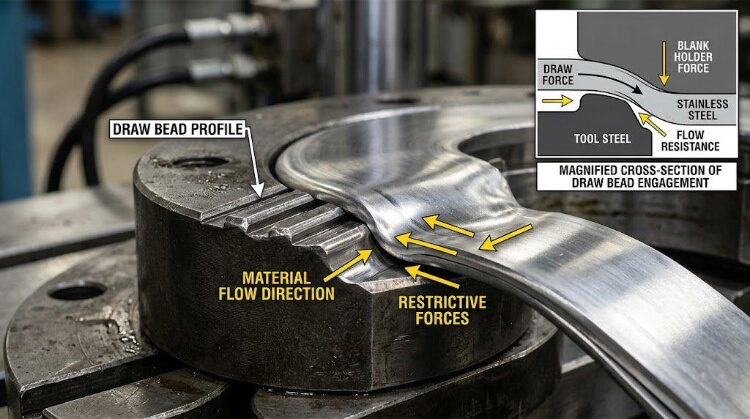
Для сложных геометрических форм мы наносим риски на связующее кольцо. Эти гребни ограничивают поток в строго локализованных зонах, не требуя универсального увеличения тоннажа зажима.
Выбор марки материала для глубокой вытяжки
Выбор марки диктует всю стратегию оснастки и производства. Выбор марки с недостаточной формуемостью приводит к увеличению количества брака, в то время как завышенные требования приводят к неоправданному увеличению стоимости единицы продукции.
Нержавеющая сталь 304 и 304L
Тип 304 является базовым для отрасли и подходит для примерно 80% случаев волочения. В нем сбалансированы коррозионная стойкость, предел текучести и формуемость при умеренных коэффициентах вытяжки.
Если для сборки требуется вторичная сваркаПоэтому выбор 304L имеет решающее значение. Более низкое содержание углерода предотвращает выпадение карбидов в сварном шве, устраняя риск локальной коррозии в полевых условиях.
304DDQ (качество глубокой вытяжки)
Для агрессивной одностадийной формовки в 304DDQ используется более высокое содержание никеля, чтобы намеренно подавить эффект упрочнения. Это позволяет металлу значительно растягиваться, прежде чем он достигнет точки разрушения.
Несмотря на более высокую стоимость сырья за килограмм, окупаемость инвестиций в цехах часто оказывается положительной. Если 304DDQ исключает промежуточный цикл отжига или сокращает трехстадийную вытяжку до двух стадий, то сокращение времени обработки и сложности оснастки легко перевешивает стоимость материала.
Нержавеющая сталь 316 и 316L
Содержащий молибден, тип 316 обеспечивает превосходную устойчивость к хлоридам и агрессивным химическим веществам, что делает его обязательным для использования в морском оборудовании и медицинских приборах.
Однако 316 обладает высокой устойчивостью к деформации. Она обладает более высоким начальным пределом текучести и быстрее затвердевает, чем 304. Она требует более высокой нагрузки на пресс, ускоряет износ штампа и подвержена разрыву по острым радиусам. Применяйте 316 только в тех случаях, когда это строго обусловлено факторами окружающей среды.
Риск дешевых оценок (Серия 200)
Замена сплавов с более низким содержанием никеля (например, серии 200) для снижения первоначальной стоимости рулона - это ловушка для закупщиков. Эти бюджетные марки обладают более низкой пластичностью и агрессивными показателями упрочнения при обработке.
Попытка глубокой вытяжки гарантирует частые разрывы, сильную пружинистость и быструю деградацию инструмента. Предварительная экономия на рулонах сразу же сводится на нет высоким уровнем брака и простоем пресса.
Правила DFM, предотвращающие сбои при глубокой вытяжке
Успешная деталь для глубокой вытяжки создается в САПР, а не на прессе. Проектирование деталей из нержавеющей стали без учета физических ограничений материала гарантирует высокий процент брака и завышенные затраты на оснастку.
Предельный коэффициент вытяжки (LDR)
Абсолютной базовой метрикой для любой цилиндрической части является Предельный коэффициент вытяжки (LDR). Он определяет максимальную глубину, на которую можно продвинуть металл за один ход, и рассчитывается как:
LDR = D_0/D_p
(Где D_0 - диаметр плоской заготовки, а D_p - диаметр пуансона).
- Инженерное правило: Для нержавеющей стали 304 безопасный максимальный LDR составляет 1,7 - 2,0.
- Влияние на стоимость: Если ваша конструкция требует LDR > 2,0, то ее применение в одноступенчатой матрице гарантирует разрыв дна. Вы должны перейти на многоступенчатый процесс нанесения рисунка, что сразу же удвоит или утроит ваши первоначальные инвестиции в оснастку.
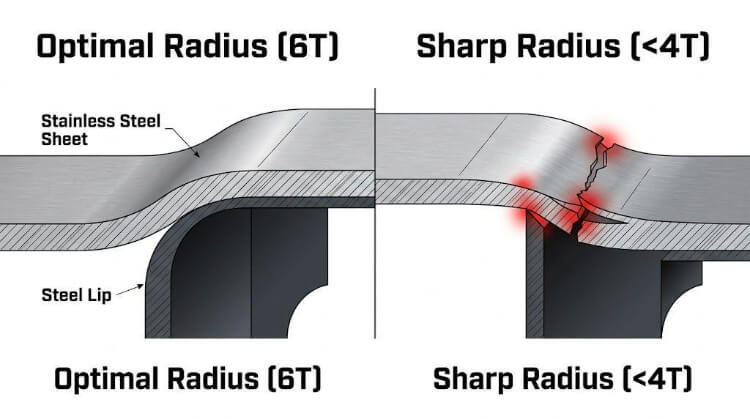
Радиусы пуансонов и углов
Острые внутренние углы служат мощными концентраторами напряжений. Штамп с недостаточным радиусом перестает формировать материал и начинает резать непосредственно нержавеющий лист.
- Инженерное правило: Поддерживайте радиус пуансона (нижний угол) строго между 4T и 10T (где T = толщина материала).
- Реальность цеха: Если радиус 10T возникает риск сильного сморщивания боковых стенок из-за отсутствия натяжения материала при прохождении его через кромку матрицы.
Асимметричная геометрия деталей
Идеальные цилиндрические детали тянутся равномерно. Однако прямоугольные корпуса или асимметричные формы заставляют материал скапливаться и сильно сжиматься в углах, создавая экстремальные локальные напряжения.
- Инженерное правило: Общая глубина прямоугольной коробки не должна превышать 5 раз радиус ее угла.
- Дизайнерское решение: Максимально увеличивайте радиусы углов в моделях CAD. Если для вашего изделия требуются сложные асимметричные вырезы или высокоточные боковые отверстия, используйте стратегию композитного производства: выполните глубокую вытяжку основной оболочки, а сложные элементы доработайте с помощью 5-осевая обработка с ЧПУ или трехмерной лазерной резки.
Многоступенчатый дизайн рисунка
Когда глубина детали превышает пределы LDR, процесс требует прогрессивной перерисовки.
- Инженерное правило: Последующие вытяжки должны быть все менее агрессивными, чтобы учесть упрочнение материала. Стандартная последовательность редуцирования - 40% на первой протяжке, 20% на второй и 15% на третьей.
- Влияние на стоимость: Для каждой стадии требуется специальный набор пуансонов и штампов. Чтобы избежать высоких затрат на третий или четвертый этап, введите промежуточный этап термического отжига для восстановления зернистой структуры материала, что позволит получить более глубокую вторичную вытяжку.
Почему детали, изготовленные методом глубокой вытяжки, терпят неудачу в массовом производстве?
Создание прототипа нержавеющей детали - это контролируемый процесс; серийное производство 100 000 единиц - это испытание на выносливость. Отказы при больших объемах редко связаны с первоначальным дизайном - они вызваны ухудшением переменных параметров в производственных условиях.
Износ инструмента и галтование
- Болевая точка: Количество брака внезапно возрастает с 2% до 15% на третьей неделе производственного цикла, что сопровождается глубокими задирами на деталях.
- Коренная причина: Нержавеющая сталь обладает высокой абразивностью. Постоянное трение разрушает стандартные поверхности штампов, вызывая микроскопическую холодную сварку (галтование) между листовым металлом и оснасткой.
- Решение: Нанесите на оснастку передовые покрытия PVD (физическое осаждение из паровой фазы) или TD, обеспечив строгий внутренний график технического обслуживания. Премиальная оснастка исключает еженедельные простои на полировке, повышая производительность массового производства и снижая общую стоимость владения (TCO).
Изменение толщины рулона
- Болевая точка: Внезапное заклинивание пресса или непредсказуемое сморщивание фланца на ранее стабильной линии.
- Коренная причина: Мастер-рулоны из сырьевого материала по своей природе имеют отклонения в размерах. Толщина рулона 304 толщиной 1,5 мм может отличаться на 0,05 мм. Поскольку волочение основано на сверхточных микрозазорах, более толстый участок вызывает сильное трение, а более тонкий - локальное сморщивание.
- Решение: Осуществляйте строгий контроль качества на входе с помощью автоматизированных микрометрических проверок, прежде чем рулон попадет на разматыватель.

Обслуживание смазки
- Болевая точка: Термическое разрушение фрикционного барьера, приводящее к разрыву деталей.
- Коренная причина: При 30-60 ударах в минуту инструмент выделяет большое количество тепла. Ручная протирка или устаревшие системы капельной смазки не могут обеспечить равномерное покрытие жидкостью.
- Решение: Встроенные программируемые автоматизированные распылительные форсунки, которые подают точные микродозы Чертежные составы для экстремальных давлений (EP) непосредственно перед закрытием кубика.
Очистка поверхности после формовки
- Болевая точка: Высокий процент отказов при последующих вторичных операциях, например, дефекты при сварке TIG или пятнистые результаты электрополировки.
- Коренная причина: Высоковязкие, тяжелые масла, необходимые для глубокой вытяжки, запекаются на металле от тепла деформации. Их невозможно стереть вручную.
- Решение: Для крупносерийного производства абсолютно необходимы промышленные многоступенчатые линии ультразвуковой очистки или парового обезжиривания. Если у вашего поставщика штамповочных материалов нет инфраструктуры для мойки в тяжелых условиях, очистка станет серьезным узким местом в производстве.
Согласованность размеров и пружинистость
- Болевая точка: Фланцы деформируются от плоскостности, а общая глубина выходит за пределы допуска.
- Коренная причина: Аустенитные нержавеющие стали обладают значительной пружинистостью. По мере износа зазоров инструмента и колебаний рабочей температуры пресса в течение длительной смены точное значение пружинного отката динамически изменяется.
- Решение: Используйте Статистический контроль процессов (SPC). Операторы должны измерять критические размеры через заданные интервалы времени для микрорегулировки параметров пресса (например, усилия прижима заготовки - BHF), прежде чем детали, не соответствующие требованиям, будут запущены в серийное производство.
Сочетание глубокого рисунка с вторичными процессами
Распространенной ошибкой DFM в крупносерийном производстве является принудительное использование одного прогрессивного штампа для формирования всех сложных элементов детали. На производстве глубокая вытяжка наиболее эффективна, когда она рассматривается как высокоскоростная основа архитектуры композитного производства.
Обработка с ЧПУ после чертежа
Глубокая вытяжка отлично справляется с объемным формообразованием, но по своей природе не обладает микроточностью.
- Правило инженера: Стандартная протяжная матрица надежно выдерживает общие допуски от ±0,15 мм до ±0,25 мм. Если для детали требуется кольцевая канавка, нарезанная резьба или критическая сопрягаемая поверхность с допуском плоскостности 0,02 мм, она должна быть обработана.
- Стратегия производства: Сначала нарисуйте оболочку заготовки, чтобы определить ее геометрию, а затем закрепите деталь на 5-осевом фрезерном станке с ЧПУ. Этот гибридный подход позволяет использовать материал, полученный при штамповке, и обеспечить допуски аэрокосмического класса при механической обработке.

Лазерная резка для сложных функций
Конструкция прогрессивного штампа с кулачками бокового действия для пробивания отверстий в боковой стенке вытянутой чашки сложна с механической точки зрения, дорогостояща и влечет за собой значительные обязательства по техническому обслуживанию.
- Влияние на стоимость: При объемах производства менее 50 000 единиц инвестиции в сложную оснастку для бокового прокола (NRE) редко оправдываются.
- Стратегия производства: Используйте 3D/5-осевые камеры лазерной резки. Пресс вытягивает цельный корпус, а роботизированный лазер быстро вырезает асимметричные фланцы, нестандартные боковые окна или сложные схемы расположения портов. Таким образом, первичный штамп остается механически простым, надежным и менее подверженным простоям.
Сварочные и сборочные работы
Когда нарисованная деталь требует монтажные кронштейныВ случае использования внутренних стоек или интеграции в более крупный узел сварка неизбежна.
- Правило инженера: Высокий коэффициент теплового расширения нержавеющей стали означает, что тонкостенные тянутые детали будут сильно деформироваться при нерегулируемой подаче тепла.
- Стратегия производства: Закажите прецизионную сварку TIG или лазерную сварку с использованием строгих приспособлений для контроля теплоотдачи. Кроме того, если сварка выполняется в технологическом трубопроводе, указывайте 304L или 316L для предотвращения межкристаллитной коррозии в зонах термического влияния (HAZ).
Реалии финишной обработки поверхности
При расчетах закупок часто недооценивается стоимость отделки тянутых нержавеющих деталей. Сильное трение в процессе холодной штамповки делает поверхность визуально тусклой и покрытой микрополосами.
- Влияние на стоимость: Механическая полировка (например, матовое покрытие #4) или электрополировка могут легко добавить от 20% до 30% к конечной стоимости единицы продукции.
- Решение DFM: Если электрополировка или химическая пассивация Геометрия детали должна исключать глубокие щели или складки. Негерметичные зазоры будут задерживать кислотные химические ванны, что приведет к локальному коррозионному выпотеванию через несколько недель после ввода детали в эксплуатацию.
Сравнение процессов: Когда глубокая вытяжка оправдывает оснастку
Прежде чем принять решение о высокой первоначальной стоимости оснастки для штампа глубокой вытяжки, необходимо обосновать окупаемость инвестиций. При сравнении с многокомпонентной сваркой или механической обработкой из цельной заготовки глубокая вытяжка обладает явными коммерческими и конструктивными преимуществами для крупносерийного производства.
Сравнение процессов для крупносерийного производства деталей из нержавеющей стали:
| Метрика | Глубокий рисунок | Обработка с ЧПУ | Сварка / изготовление |
| Идеальный объем | Высокий (>10 000 единиц) | От низкого до среднего | От низкого до среднего |
| Материальные отходы | Низкий (~10-15%) | Высокий (до 80%) | Средний |
| Скорость производства | Очень быстро (30-60 PPM) | Медленно (10-30 минут на часть) | Медленный (ручной/роботизированный) |
| Структурная целостность | Превосходно (бесшовная + закалка) | Превосходно (цельная заготовка) | Переменная (зоны теплового воздействия) |
| Предварительные затраты на оснастку | Высокий | Низкий | От низкого до среднего |
| Стоимость единицы продукции при объеме | Самый низкий | Самый высокий | Средний |
Уменьшение количества деталей и трудоемкости сборки
- Инженерная реальность: Изготовление цилиндрического корпуса путем прокатки листового металла и приварки отдельной торцевой крышки требует трех отдельных элементов (стенка, крышка, присадочный шов) и множества операций по перемещению.
- Коммерческое преимущество: Глубокая вытяжка формирует идентичный корпус из одной заготовки за один непрерывный ход. Устранение сварных швов радикально снижает Сводная ведомость материалов (BOM) сложность, трудоемкость сборки и переменный риск ошибки оператора.
Повышенная прочность конструкции
- Инженерная реальность: Сварные швы по своей сути являются самыми слабыми местами любого корпуса, подверженными усталостному растрескиванию и пористости.
- Коммерческое преимущество: Глубоко вытянутые детали являются бесшовными. Кроме того, быстрое упрочнение, которое делает нержавеющую сталь труднообрабатываемой, становится преимуществом конструкции. Холоднообработанные боковые стенки вытянутой оболочки 304 обладают значительно более высоким пределом текучести, чем исходный отожженный рулон.
Ускоренное крупносерийное производство
- Инженерная реальность: Вытачивание чашки из нержавеющей стали глубиной 100 мм на токарном станке с ЧПУ может потребовать от 15 до 25 минут работы шпинделя.
- Коммерческое преимущество: Пресс может штамповать точно такую же геометрию со скоростью 30-60 деталей в минуту. Точка безубыточной окупаемости инвестиций, когда скорость производства опережает амортизацию оснастки, обычно находится в диапазоне от 5 000 до 10 000 единиц. При превышении этого объема стоимость единицы продукции резко снижается.
Использование материалов, имеющих близкую к сетке форму
- Инженерная реальность: Обработка с ЧПУ является субтрактивной. При обработке тонкостенного корпуса из цельного блока 316 до 80% исходного материала превращается в стружку.
- Коммерческое преимущество: Глубокое рисование - это Околосетевая форма Процесс. За исключением обрезанного фланца (обычно не превышающего 15% площади заготовки), подавляющее большинство приобретенных рулонов остается в готовом компоненте.
Заключение
Освоение глубокой вытяжки нержавеющей стали - это упражнение в балансе между материаловедением и экономикой производства. Чтобы избежать ловушек в виде разрушенных стенок, разрушенной оснастки и раздутых бюджетов, инженеры должны проектировать строго в рамках предельного коэффициента вытяжки (LDR), указывать правильную марку сплава и понимать суровые реалии износа инструмента при массовом производстве.
Наша команда инженеров TZR имеет более чем 10-летний опыт в производстве листового металла, обработке с ЧПУ и быстром создании прототипов. Загрузите свои файлы 3D CAD или STEP уже сегодня для проведения полного анализа DFM. Наши инженеры помогут вам найти практические способы улучшения конструкции детали и подготовить ее к эффективному крупносерийному производству.